(54) АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ОТВОДОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия изготовления кругоизогнутых отводов | 1978 |
|
SU721164A1 |
| Станок для гибки труб наматыванием | 1972 |
|
SU579069A1 |
| Устройство для двухсторонней гибки отводов | 1976 |
|
SU645727A1 |
| Станок для обработки концов деревянных вагонных стоек | 1982 |
|
SU1074718A1 |
| Устройство для двусторонней гибки крутоизогнутых отводов | 1980 |
|
SU932699A2 |
| Полуавтомат для пространственной гибки труб | 1986 |
|
SU1378985A1 |
| Устройство для двусторонней гибки крутоизогнутых отводов | 1979 |
|
SU811572A2 |
| Устройство для двухсторонней гибки крутоизогнутых отводов | 1978 |
|
SU747570A1 |
| Устройство для двусторонней гибки крутоизогнутых отводов | 1974 |
|
SU541534A1 |
| Устройство для изготовления спиральных трубчатых электронагревателей | 1988 |
|
SU1530311A2 |
I
Изобретение относится к трубогиббчному производству, а именно к производству крутоизогнутых отводов.
Наиболее близкой к предлагаемой по технической сущности и достигаемому эффекту является автоматическая линия изготовления крутоизогнутых отводов, состоящая из размещенных на станине нагревательной установки, механизма гибки с подвижным дорном, а также механизма подачи с щарнирио закрепленным на станине двуплечим рычагом и кронщтейном 1.
Недостатком этой линии является возможность поломки поворотного кронштейна при изготовлении отводов больших диаметров, так как заготовка, обладая большой массой и скользя по лоткам, накапливает большую кинетическую энергик) и при попадании на поворотный кронштейн сильно ударяется о него, что отрицательно сказывается на работе механизма подачи приспособления для изготовления крутоизогнутых отводов и уменьшает надежность работы линии при изготовлении крутоизогнутых отводов больших диаметров.
Цель изобретения - исключение поломок на линии при изготовлении отводов различного диаметра.
Указанная цель достигается тем, что автоматическая линия изготовления крутоизогнутых отводов, состоящая из размещенных на станине нагревательной установки, механизма гибки с подвижныл| дорном, механизма подачи с шарнирно закрепленным на станине коромыслом, «есущим. на обоих концах кулисы, одна из которых щарнирно связана с одним из плеч двуплечего рычага, а другая - с кронштейном, а также смонтированным на подвижном дорне копиром и размещенным на свободном плече двуплечего рычага взаимодействующим с копиром катком.
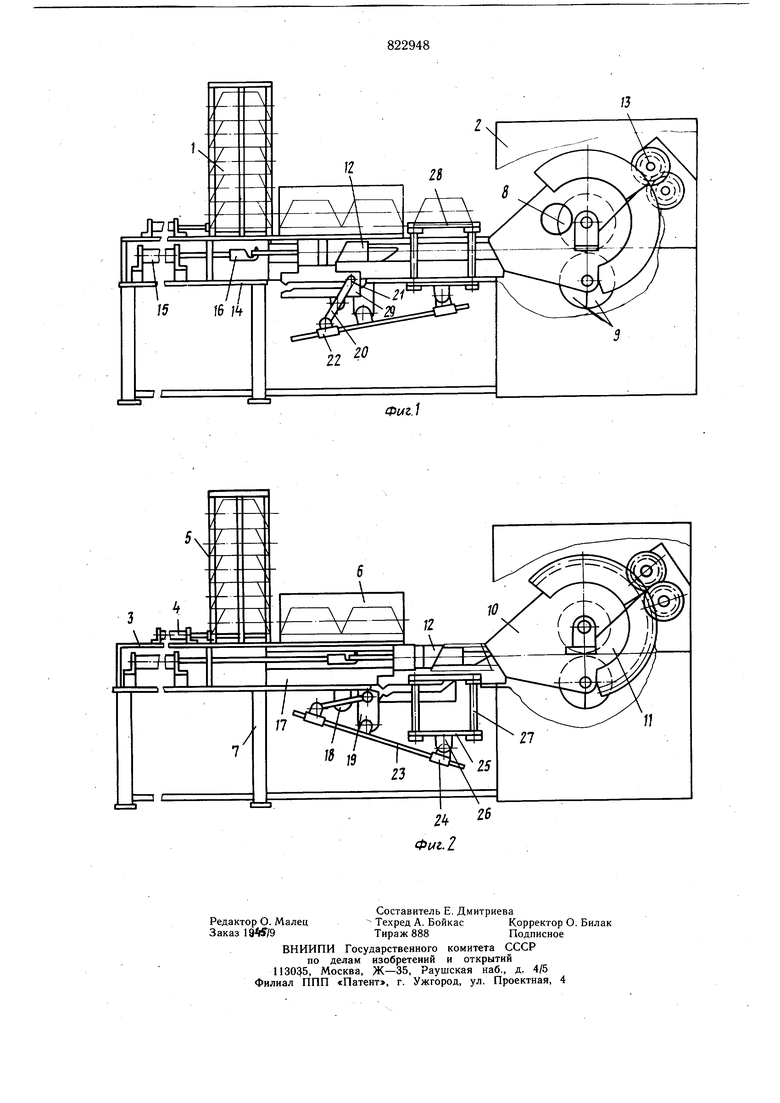
На фиг. 1 схематически изображена предлагаемая линия в исходном положении, общий вид; на фиг. 2 - то же, в момент подачи заготовки в приспособление для изготовления крутоизогнутых отводов.
Линия состоит из нагревательной установки 1 и приспособления 2 для изготовления крутоизогнутых отводов.
Нагревательная установка 1 состоит из рамы 3, на которой установлены привод 4, кассета 5 и индуктор 6.
Приспособление 2 для изготовления крутоизогнутых отводов состоит из станины 7 с расположенным на ней механизмом гибки, состоящим из матрицы 8, двух гибочных секторов 9, установленных в водилах 10 и 11. В средней части водил 10 и 11 установлены дорны 12, предназначенные для правки изнутри трубной заготовки при ее гибке. Зубчатые секторы водил 10 и 11 находятся в зацеплении с приводными шестернями 13. На станине 7 также расположен механизм подачи, состоящий из плиты 14, На которой смонтирован привод 15, соединенный с захватом 16. На плите 14 установлены направляющая 17, кронщтейны 18 и 19.
В кронщтейне 18 щарнирно закреплен двуплечий рычаг 20 с катком 21 и кулисой 22. В кронщтейне 19 щарнирно закреплено коромысло 23, один конец которого входит в кулису 22, а второй в кулису 24, закрепленную на пластине 25 посредством стержня 26. К пластине 25 крепятся стойки 27, другой конец которых крепится к кронщтейну 28. Стойки 27 проходят через отверстия в плите 14. К подвижному дорну 12 прикреплен копир 29.
Линия работает следующим образом.
В исходном положении подвижный дорн 12 отведен в крайнее положение. Копир 29, взаимодействуя с катком 21 двуплечего рычага 20 через кулисы 22 и 24, коромысло 23, пластину 25 и стойки 27, удерживает кронштейн 28 в исходном положении.
Нажатием кнопки «пуск (на чертеже не показана) включается привод 4 нагревательной установки 1 и заготовка из кассеты 5 подается в индуктор 6, а предварительно нагретая в индукторе 6 заготовка, подается на кронщтейн 28. Включается привод 15 механизма подачи и начинает перемещаться подвижный дорн 12 с закрепленным на нем копиром 29. Копир 29, взаимодействуя наклонным своим пазом с катком 21 двуплечего рычага 20, поворачивает последний. Двуплечий рычаг 20 через кулисы 22 и 24, коромысло 23, пластину 25 и стойки 27 опускает кронштейн 28 с установленной на нем заготовкой. Как только осБ заготовки совпадает с осью подвижного дерна 12, каток 21 двуплечего рычага 20 начинает взаимодействовать с горизонтальным пазом копира 29, удерживая кронштейн 28 с заготовкой на определенном уровне. При дальнейшем перемещении подвижный дорн 12 входит во внутреннюю полость загртовки. В это время каток 21 проходит весь горизонтальный паз копира 29. После этого копир 29 взаимодействует с катком 21 наклонным пазом, перемещая кронщтейн 28 в крайнее нижнее положение. При дальнейшем перемещении подвижного дорна 12 каток 21 выходит из паза копира 29 и кронштейн 28 под собственным весом удерживается в крайнем нижнем положении, а заготовка подвижным дорном 12 подается в зону гибки, ограниченную матрицей 8 и гибочными секторами 9. После этого водила 10 и 11 приводятся во вращение в противоположном направлении при1водными шестернями 13. Смонтированные в нижней части водил 10 и 11 гибочные секторы 9 начинают обкатываться по матрице 8 и сгибать трубную заготовку. При этом дорны 12 перемещаются синхронно с гибочньши секторами 9 и, тем самым, препятствуют прогибу стенки получаемого отвода. Как только
гибочные секторы 9 сходят с отвода и дорны 12 выходят из его внутренней полости, отвод под действием собственного веса удаляется из зоны гибки. Включается реверс, и водила 10 и 11 возвращаются в исходное положение, при этом подвижный дорн 12
входит в зацепление с захватом 16 привода 15. Включается привод 15 и подвижный дорн 12 вместе с копиром 29 перемещается в исходное положение. Копир 29 своим пазом взаимодействует с катком 21 д уплечего рычага 20, поворачивает последний и через кулисы 22 и 24, коромысло 23, пластину 25 и стойки 27 подымает кронштейн 28 в исходное положение. Одновременно с включением привода 15 происходит перемещение привода 4 нагревательной установки 1.
После того, как приводы 15 и 4 перемещаются в исходное положение, включается привод,4 и цикл повторяется.
Формула изобретения
Автоматическая линия для изготовления крутоизогнутых отводов, состоящая из размещенных на станине нагревательной установки, механизма гибки с подвижным дорном, а также механизма подачи с шарнирно закрепленным на станине двуплечим рычагом и кронштейном, отличающаяся тем, что, с целью исключения поломок на линии при изготовлении отводов различного диаметра, она снабжена щарнирно закрепленным на станине коромыслом, несущим на обоих концах кулисы, одна из которых шарнирно связана с одним из плеч двуплечего рычага, а другая - с кронштейном, а также смонтированным на подвижном дорне копиром и размещенным на свободном плече двуплечего рычага взаимодействующим с копиром катком.
Источники информации, принятые во внимание при экспертизе
