1
Изобретение относится к .трубогибочному производству, а именно к производству крутоизогнутых отводов.
Известны устройства для изготовления отводов, содержащие станину, .матрицу, водила, дорны, гибочные секторы и механизм подачи 2.
Недостатки известных устройств заключаются в том, что не решен вопрос подачи заготовок в механизм подачи.
Наиболее близкой к предлагаемому изобретению является автоматическая линия изготовления крутоизогнутых отводов диаметром 89 и 108 мм 3.
Эта линия содержит предварительную установку с лотком и приспособление для изготовления крутоизогнутых отводов с поворотным кронштейном и подвижным дерном.
Однако в известной линии заготовка попадает на поворотньш кронштейн в процессе свободного падения, что приводит в некоторых случаях к потере ее ориентации. Это вызвано тем, что между лотком и поворотным кронштейном имеется конструктивный зазор более диаметра заготовки для прохода подвижного дорна. В связи с этим
необходима ручная регулировка заготовки, так как в противном случае полученный отвод пойдет в брак.
Все это уменьшает надежность работы линии, а также снижает ее производительJ кость.
Цель изобретения - повышение надежности работы линии.
Это достигается тем, что линия предлагаемой конструкции, имеющая нагревательную установку с лотком и приспособление для изготовления крутоизогнутых отводов с поворотным кронштейном и подвижным дорном, снабжена дополнительным лотком, шарнирно смонтированным на имеющемся
5 лотке, и Г-образным рычагом-противовесом, жестко соединенным с дополнительным лотком и взаимодействующим с подвижным дорном. Свободный конец дополнительного лотка размешен на поворотном кронштейне.
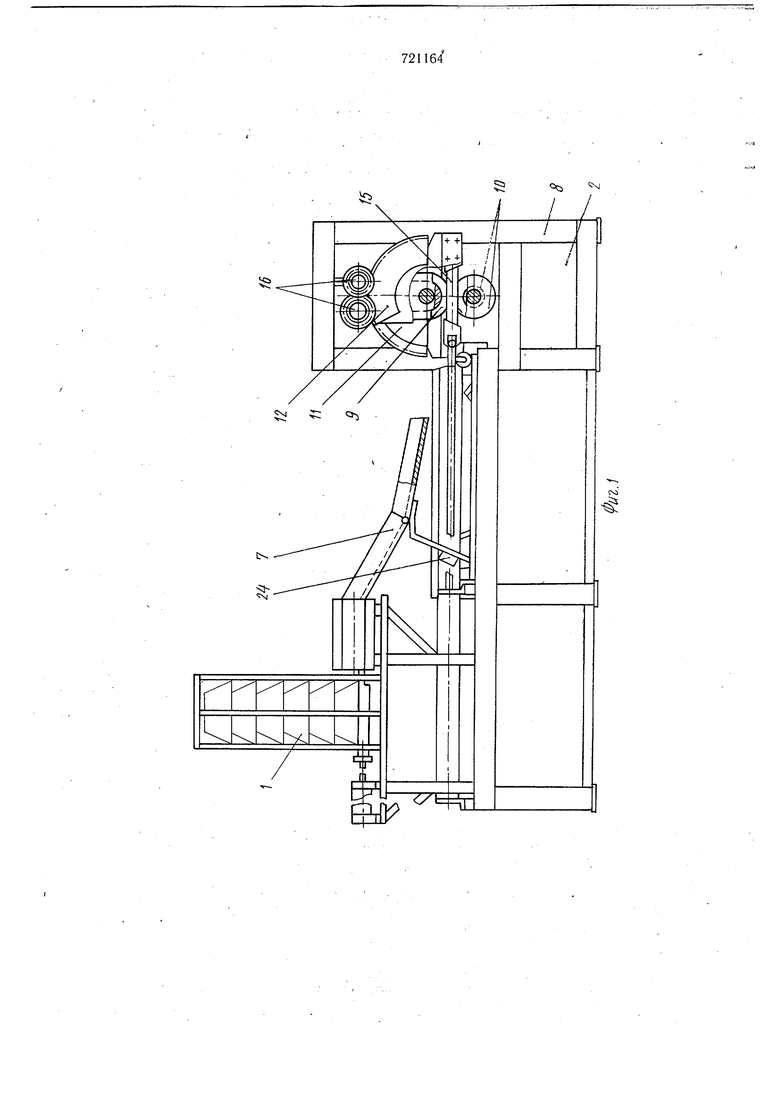
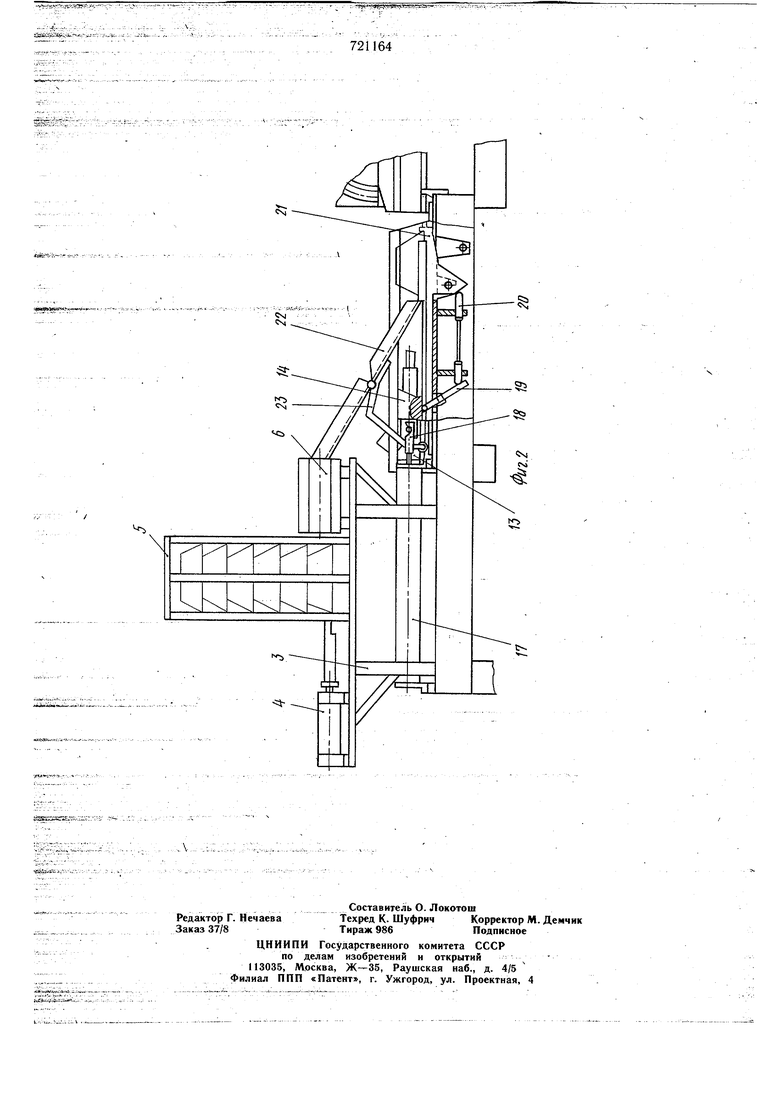
0 На фиг. 1 изображена описываемая линия в начальный момент гибки отвода; на фиг.,2 - нагревательная установка и механизм подачи заготовки в зону гибки в исходном положении. Линия включает в себя нагревательную установку 1 и приспособление для изготовления крутоизогнутых отводов 2. Нагревательная установка 1 к приспособлению для изготовления крутоизогнутых отводов состоит из рамы 3, на которой установлены привод 4, кассета 5, индуктор 6 и лоток 7. . Приспособления для изготовления крутоизогнутых отводов 2 состоят из станины 8 с расположённым в ней механизмом гибки, который содержит матрицу 9, два гибочных сектора 10, установленных в водилах 11 и 12. В средней части водил установлены ползущки 13, к которым прикреплены подвижный дорн 14 и неподвижный дорн 15, предназначейные для правки изнутри трубной заготовки при ее гибке. Зубчатые секторы водил 11 и 12 находятся в зацеплении с приводными шестернями 16.На станине 8 также расположен механизм подачи, состоящий из привода 17,соединенного с захватом 18, двуплечего рычага 19, толкателя 20 и поворотного кронщтейна 21. На лотке 7 щарнирно смонтирован дополнительный лоток 22. К лотку 22 жестко прикреплен Г-образный рычаг-противовес 23 с контргрузом 24. Линия работает следующим образом. В исходном положении . подвижный дорн 14 отведен в крайнее Т ОлЬ кение и, взаимодействуя с Г-образным рычагомпротивовесом 23, фиксирует дополнительный лоток 22 на поворотном кронштейне 21, а ползушка 13 подвижного дорна 14, взаил1одействуя с двуплечим рычагом 19 посредством толкателя 20, удерживает поворотный кронштейн 21 в исходном положении. Нажатием кнопки «пуск включается привод 4 нагревательной установки 1, и заготовка из кассеты 5 подается в индуктор 6, а предварительно нагретая в индукторе 6 заготовка, перемещаясь по лотку 7 и дополнительному лотку 22, попадает на поворотный кронштейн 21. Включается привод 17 механизма подачи, и перемещается подвижный дорн 14 с ползущкой 13. Одновременно с перемещением подвижного дорйа 14 происходит поворот Г-образного рычага-противовеса 23 и подъем жестко соединенного с ним дополнительного лотка 22. Когда подвижный дорн 14 войдет в заготовку, установленную на поворотном кронштейне 21, ползушка 13 подвижного дорна 14 оканчивает взаимодействие с двуплечим рычагом 19, последний поворачивается, что дает возможность поворотному кронштейну 21 опуститься под действием собственного веса. Заготовка подвижным дорном 14 подается в зону гибки, ограниченную матрицей 9 и гибочными секторами 10. После того водила 11 и 12 приводятся во вращение в противоположное направление приводными шестернями 16. Смонтированные в нижней части водил 11 и 12 гибочные секторы 10 начнут обкатываться по матрице 9 и сгибать трубную заготовку. При этом дорны 14 и 15 будут перемещаться синхронно с гибочными секторами 10 и тем самым препйтствовать прогибу стенки получаемого отвода. Как только гибочные секторы 10 сойдут с отвода и дорны 14 и 15 выйдут из его внутренней полости, отвод под действием собственного веса удаляется из зоны гибки. Включается реверс, и водила 11 и 12 возвращаются в исходное положение, при этом подвижный дорн 14 входит в зацепление с захватом 18 привода 17. Включается привод 17, и подвижный дорн 14 вместе с ползущкой 13 перемещается в исходное положение. Ползушка 13, взаимодействуя с двуплечим рычагом 19 посредством толкателя 20, поднимает поворотный кронштейн 21 в исходное положение, а дорн в конце своего хода, взаимодействуя с Г-образным рычагом-противовесом 23, опускает дополнительный лоток 22 на поворотный кронштейн 21. Одновременно с включением привода 17 происходит перемещение привода 4 нагревательной установки 1 в исходное положение. После того, как приводы 17 и 4 переместились в исходное положение, включается привод 4, и цикл повторяется. Предлагаемая конструкция линии обеспечивает надежность ее работы и повышает производительность на 5-7%. Формула изобретения 1.Автоматическая линия изготовления крутоизогнутых отводов, содержащая нагревательную установку с лотком и приспособление для изготовления крутоизогнутых отводов с поворотным кронштейном и подвижным дорном, отличающаяся тем, что, с целью повышения надежности работы, она снабжена дополнительным лотком, шарнирно смонтированным на имеющемся лотке, и Г-образным рычагом-противовесом, жестко соединенным с дополнительным лотком и взаимодействующим с подвижным дорном. 2.Линия по п. , отличающаяся тем, что свободный конец дополнительного лотка размещен на поворотном кронштейне. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 2673П, кл. В 21 D 7/02, 1963. 2.Авторское свидетельство СССР № 541534, кл. В 21 D 7/02, 1976. 3.Информационный листок ВДНХ СССР. Издание отдела научно-технической информации ЦНИИЭП сельстроя, 1978, (прототип).
721164
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для изготовленияКРуТОизОгНуТыХ ОТВОдОВ | 1979 |
|
SU822948A1 |
| Устройство для двусторонней гибки крутоизогнутых отводов | 1980 |
|
SU932699A2 |
| Устройство для двухсторонней гибки отводов | 1976 |
|
SU645727A1 |
| Устройство для двусторонней гибки крутоизогнутых отводов | 1974 |
|
SU541534A1 |
| Устройство для двусторонней гибки крутоизогнутых отводов | 1979 |
|
SU811572A2 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕЙ ГИБКИ КРУТОИЗОГНУТЫХ ОТВОДОВ | 1970 |
|
SU267311A1 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕЙ ГИБКИ ТРУБЧАТЫХ ЗАГОТОВОК | 2000 |
|
RU2181642C2 |
| Устройство для двухсторонней гибки крутоизогнутых отводов | 1976 |
|
SU721166A1 |
| Устройство для двухсторонней гибки крутоизогнутых отводов | 1978 |
|
SU747570A1 |
| Устройство для изготовления U-образных деталей гибкой прямолинейных заготовок проталкиванием | 1980 |
|
SU935173A1 |
iJit: -;-;- -:;--- - ;даМ9 хьй « хЛ
