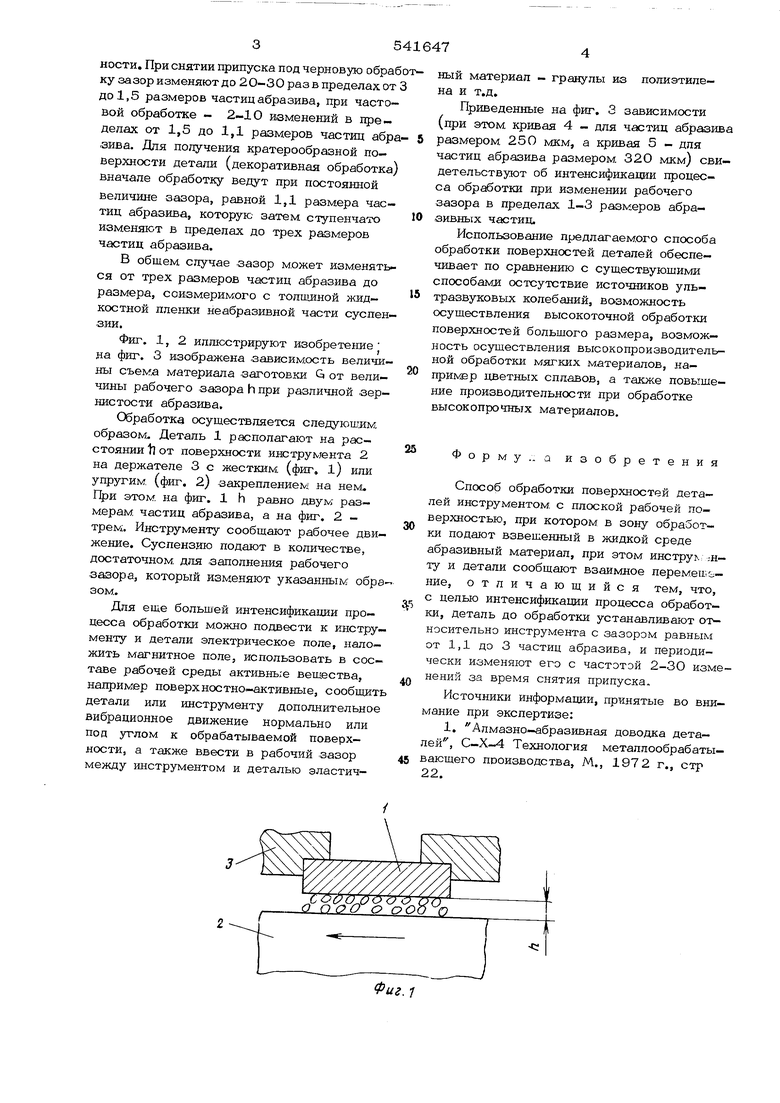
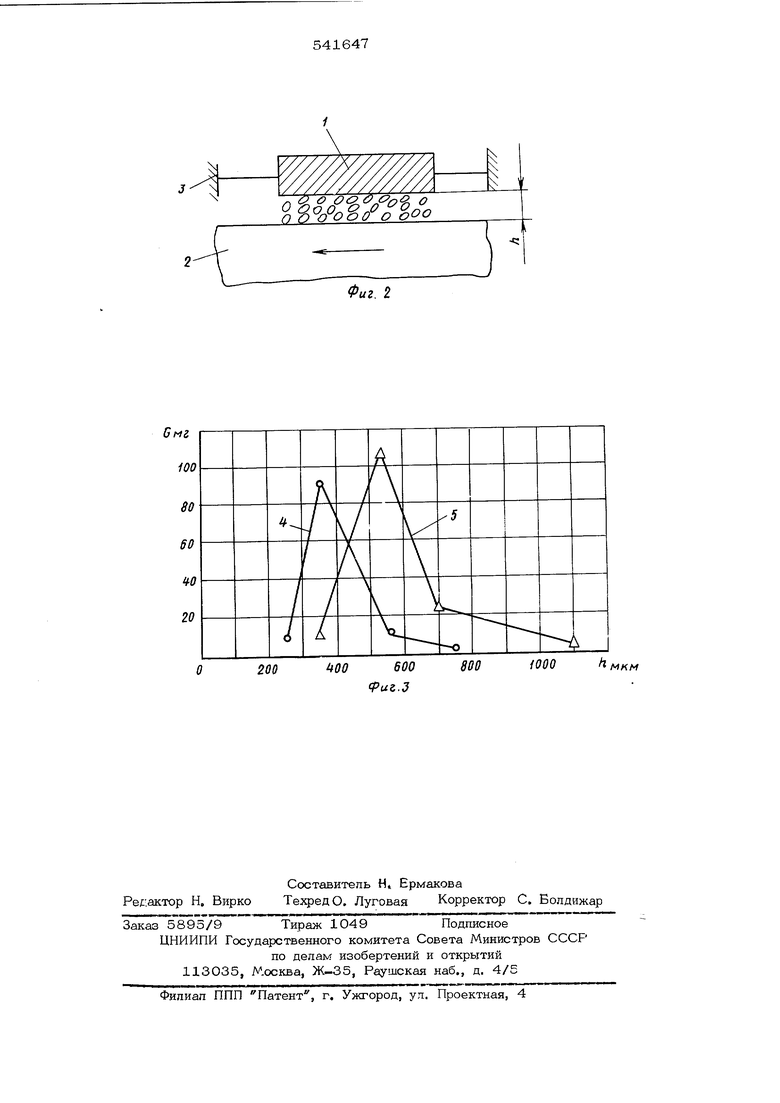
ности. при снятии припуска под черновую обраб ку зазор изменяют до 2О-30 раз в пределах от до 1,5 размеров частиц абразива, при часто вой обработке - 2-10 изменений в пределах от 1,5 до 1,1 размеров частиц абра ,зива. Для получения кратерообразной поверхности детали (декоративная обработка) вначале обработку ведут при постоянной величине зазора, равной 1,1 размера частиц абразива, которую затем ступенчато изменяют в пределах до трех размеров частиц абразива. В общем случае .зазор м.ожет изменяться от трех размеров частиц абразива до размера, соизмеримого с толщиной жидкостной пленки неабразивной части суспензии. Фиг. 1, 2 иллюстрируют изобретение j на фиг. 3 изображена .зависимость величины съема материала .заготовки G от величины рабочего .зазора h при различной .зернистости абразива. Обработка осуществляется следующим образом. Деталь 1 располагают на расстоянии tj от поверхности инструмента 2 на держателе 3 с жестким (фиг. 1) или упругим, (фиг, 2) -закреплением на нем. При этом, на фиг. 1 h равно двум размерам частиц абразива, а на фиг. 2 трем. Инструменту сообщают рабочее движение. Суспензию подают в количестве, достаточном, для заполнения рабочего .зазора, который изменяют указанным обрв зом. Для еще больщей интенсификации процесса обработки можно подвести к инструменту и детали электрическое поле, наложить магнитное поле, использовать в составе рабочей среды активные вещества, например поверхностно-активные, сообщит детали или инструменту дополнительное вибрационное движение нормально или под углом к обрабатываемой поверхности, а также ввести в рабочий .зазор между инструментом и деталью эластич/S S Sый материал - гранулы из полиэтилена и т.д. Приведенные на фиг. 3 зависимости (при этом кривая 4 - для частиц абразива размером 250 мкм, а кривая 5 - для частиц абразива размером. 320 мкм) свидетельствуют об интенсификации процесса обработки при изменении рабочего зазора в пределах 1-3 размеров абразивных частиц. Использование предлагаемого способа обработки поверхностей деталей обеспечивает по сравнению с существующими способами остсутствие источников ультразвуковых колебаний, возможность осуществления высокоточной обработки поверхностей большого размера, возможность осуществления высокопроизводительной обработки М.ЯГКИХ материалов, на- пригар цветных сплавов, а также повышение производительности при обработке высокопрочных материалов. Форму., а изобретения Способ обработки поверхностей деталей инструментом, с плоской рабочей поверхностью, при котором в зону обработки подают взвешенный в жидкой среде абразивный материал, при этом инструк .-нту и детали сообщают взаимное перемеи.ьние, отличающийся тем, что, с целью интенсификации процесса обработки, деталь до обработки устанавливают относительно инструмента с зазором равным от 1,1 до 3 частиц абразива, и периодически изменяют его с частотой 2-30 изменений за время снятия припуска. Источники информации, принятые во внимание при экспертизе: 1. Алмазно-абразивная доводка деталей, С-Х-4 Технология металлообрабатывающего производства, М., 1972 г., стр 22.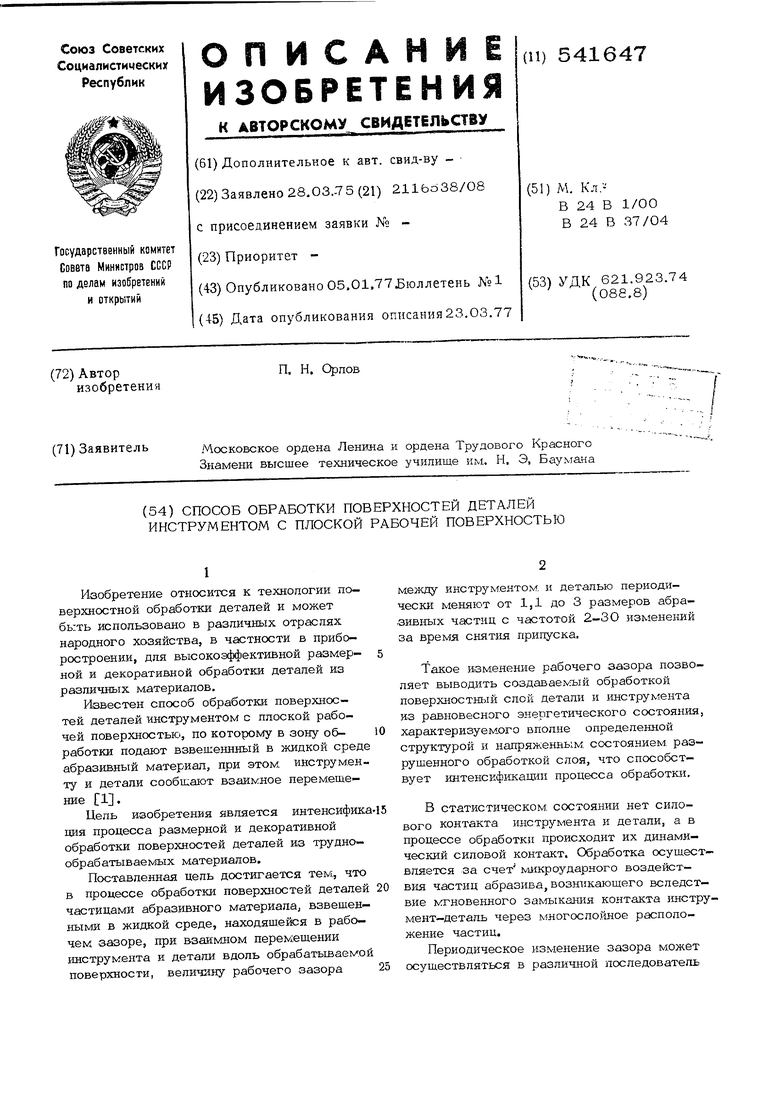
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗУБОПРИТИРКИ | 1995 |
|
RU2089358C1 |
| Способ и устройство для центробежно-планетарной абразивной обработки колец | 2019 |
|
RU2694858C1 |
| СПОСОБ УСКОРЕННОГО ФОРМИРОВАНИЯ МАКРОТОПОЛОГИИ ВЫСТУПОВ ИНСТРУМЕНТА В ВИДЕ ПРЕРЫВИСТОГО КРУГА | 1997 |
|
RU2136477C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ СФЕРИЧЕСКИХ ОПТИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2347659C2 |
| Способ шлифования кристаллических кварцевых элементов | 1988 |
|
SU1583263A1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОБРАБОТКИ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2365484C1 |
| СПОСОБ АДДИТИВНО-АДАПТИВНОГО ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2118248C1 |
| СПОСОБ КАМЕРНОЙ АБРАЗИВНОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2302940C1 |
| КОМБИНИРОВАННЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ И СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ДЕТАЛИ | 2001 |
|
RU2207243C2 |
| Устройство для абразивной обработки плоских поверхностей | 1977 |
|
SU691284A1 |
иг. 1
V
/ i2 о 200 00600800
Фиг. 2 1000 Риг.З
