(54) УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для доводки деталей | 1982 |
|
SU1054030A1 |
| Устройство для доводки деталей | 1984 |
|
SU1171296A1 |
| Устройство для нагружения притира доводочного станка | 1989 |
|
SU1696281A1 |
| Доводочная головка | 1989 |
|
SU1696282A1 |
| Плоскодоводочный станок | 1979 |
|
SU837805A1 |
| Устройство для абразивной обработки | 1985 |
|
SU1281385A1 |
| Устройство для доводки деталей | 1976 |
|
SU878532A1 |
| Устройство для доводки деталей | 1983 |
|
SU1158335A1 |
| Плоскодоводочный станок | 1977 |
|
SU656819A2 |
| Станок для двухсторонней обработки торцовых поверхностей дисков | 1982 |
|
SU1052374A1 |
Изобретение относится к области механической обработки, в частности к технике доводки ферролаковых покрытий магнитных дисков накопителей памяти ЭВМ.
Известно устройство для абразивной обработки плоских поверхностей, содержащее два концентрично расположенных рабочих элемента, установленных с возможностью относительного осевого перемещения и связанных приводом 1.
К недостаткам известного устройства относятся невозможность обработки отдельных поверхностей дисков с разной интенсивностью съема ферролаковЪго покрытия, а также невозможность регулирования интенсивности съема материала покрытия на различных участках обрабатываемой поверхности в процессе доводки.
Все существующие устройства не позволяют их использовать для доводки ферролаковых покрытий магнитных дисков ЭВМ, к которым предъявляются чрезвычайно высокие требования по качеству обработки. Так, например, разнотолщинность ферролакового покрытия диска не должна превыщать.
0,1 мкм, при этом толщина покрытия должна быть порядка 1 мкм, а шероховатость поверхности не ниже 12-13 класса.
Целью изобретения является создание устройства, позволяющего управлять формой поверхности дисков в процессе обработки притирами - рабочими элементами с эксцентрически расположенными относительно их оси рабочими поясками.
Поставленная цель достигается тем, что привод выполнен планетарным, при этом его саттелиты через водило связаны с внутренним рабочим элементом, а через солнечное колесо - с наружным элементом.
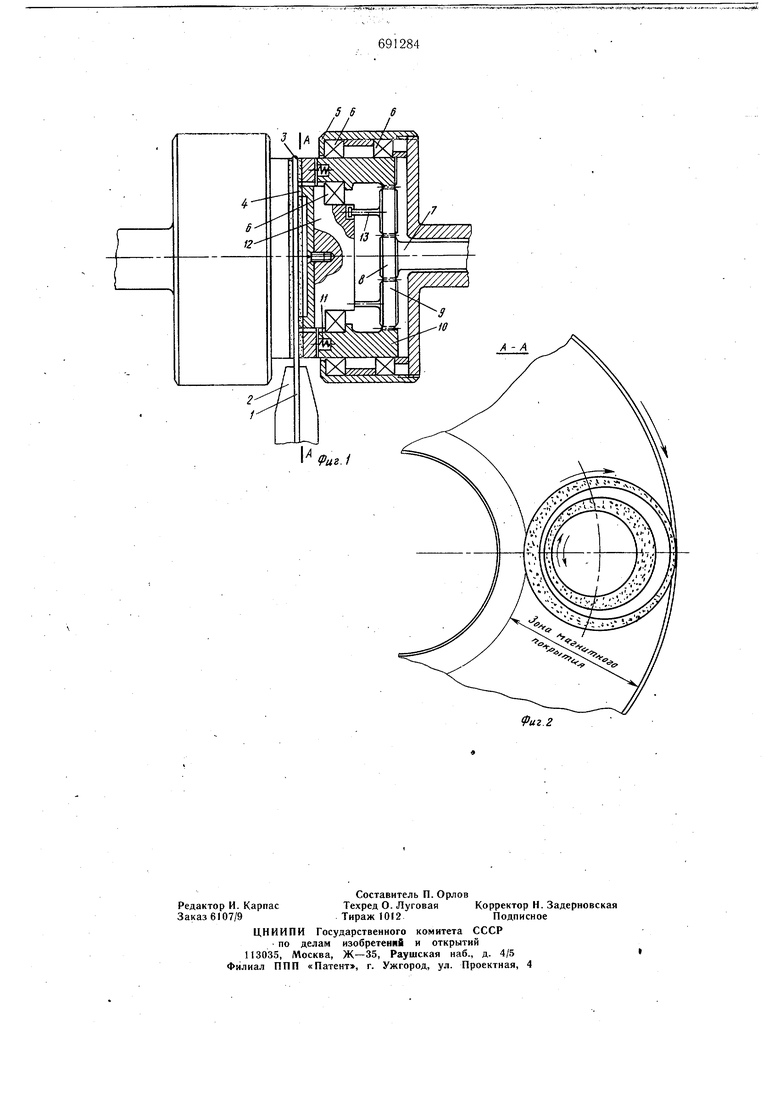
На фиг. 1 показано устройство в разрезе; на фиг. 2 - сечение по А-А фиг. 1.
Обрабатываемый магнитный диск 1 установлен в планшайбе 2, которая имеет автономный привод вращения (на чертеже не показан).
Каждая пара трубчатых притиров - рабочих элементов 3 и 4 размещена в корпусе 5 в пoдцJИПникax 6. На валу 7 привОлТ,а планетарного механизма (привод на чертеже не показан) смонтировано центральное колесо
8, входящее в зацепление с сателлитами 9, которые входят также в зацепление е наружным еолнечиым колееом 10, причем на ием на упругой цодвееке-цружинах 1 1 смонтироваи вцеишнй рабочий элемент 3. ВнутренипП рабочий элемент 4 смонтирован в корпусе 12, который нариирно связан с водилом 13 цланетарпого механизма. Аналогичная пара рабочих притиров расположена в устройстве с другой стороны.
На фиг. 2 показаны эксцентрические рабочие поверхности внешнего и внутреннего рабочих элементов в зоне обрабатываемой поверхности магнитного диска.
Устройство работает следующим образом. Обрабатываемой детали - магнитному диску 1, установленному в планшайбе, сообщается вращение вокруг собственной оси. G двух противоноложных сторон к обрабатываемой детали подводят с заданным усилием поджима блоки с рабочими элементами. При контакте с обрабатываемой деталью 1 внеигние рабочие элементы 3 под действием фрикционных сил, получают вращение от нее, при этом солнечное колесо 10 застав„1яет вращаться сателлиты 9, которые через водило 13 вращают внутренние рабочие элементы 4.
Внешние рабочие элементы 3 установлень1 с некоторым смещением к обрабатываемой детали относительно внутренних рабочих элементов 4. Поэтому первоначально обрабртк:а может вестись только внеигними рабочими элементами 3, а внутренние рабочие элементы 4 в контакте -с деталью не находятся. В этом, случае при необходимости увеличить или уменьшить относительную скорость перемещения внешних рабочих элементов может быть включен привод вращения вала 7 в ту или, иную сторону, который через сателлиты 9 сообщит дополнительное перемещение (ускорение замедление) солнечному колесу и смонтированному на нем внешнему рабочему элементу.
При увеличении осевого давления на рабочие элементы произойдет сжатие пружин 11, и внутренние рабочие элементы войдут в контакт с обрабатываемой деталью. В этом случае при доводке можно обеспечить регулирование снятия припуска на различных участках обрабатываемой поверхности.
Варьируя величину и направление вращения привода планетарных механизмов, а также усилие прижима рабочих элементов можно создавать необходимое соотношение скорости рабочих элементов и величины
съема на различных участках обрабатываемой поверхности. Кроме того, дополнительная коррекция параметров процесса доводки может также осуществляться путем установки внутреннего рабочего элемента относительно внешнего: совмещение более шнроких участков рабочих поясков или устано-ка широкого участка одного рабочего элемента против узкого другого.
При необходимости расншрения диапазона режимных параметров доводки и обеспечения более широкого управления процессом солнечное колесо может быть снабжено отдельным автоно.мным приводом вращения.
Устройство может быть использовано для доводки деталей различными инстру.ментами: мета.ллическими или неметаллическими притирами, алмазными или абразивными кругами, с использованием абразивов как в свободном, так и в связанном состоянии, а также при их сочетании.
Режимы и условия доводки, характеристики рабочих элементов паст, порошков и суспензий, а также инструментов со связанным абразивом выбираются в каждом конкретном случае в зависимости от требуемых параметров обрабатываемой детали.
Устройство позволяет производить доводку деталей, гфеи.мущественно магнитных дисков ЭВМ, с обеспечением широкого интервала управления качеством обрабатываемых
поверхностей, значительно повысить процент выхода годных изделий.
Формула изобретения
Устройство для абразивной обработки плоских поверхностей, содержаидее два концентрично расположенных рабочих элемента, установленных с возможностью относительного осевого перемещения и связанных с приводом, отличающееся тем, что, с целью управления формой поверхности при обработке рабочими Элементами с эксцентрически расположенными относительно их оси рабочими поясками, привод выполнен планетарным, при этом его сателлиты через водило связаны с внутренним рабочим элементом, а через солнечное колесо - Q. наружным элементом.
Источники информации, принятые во внимание при экспертизе 1. Патент Германии № 199312, кл. 67 с, 1, опублик. 1908.
