(54) СПОСОБ ОБРАБОТКИ ВИТЫХ ТРАВЕРСНЫХ СЕТОК РАДИОЛАМП
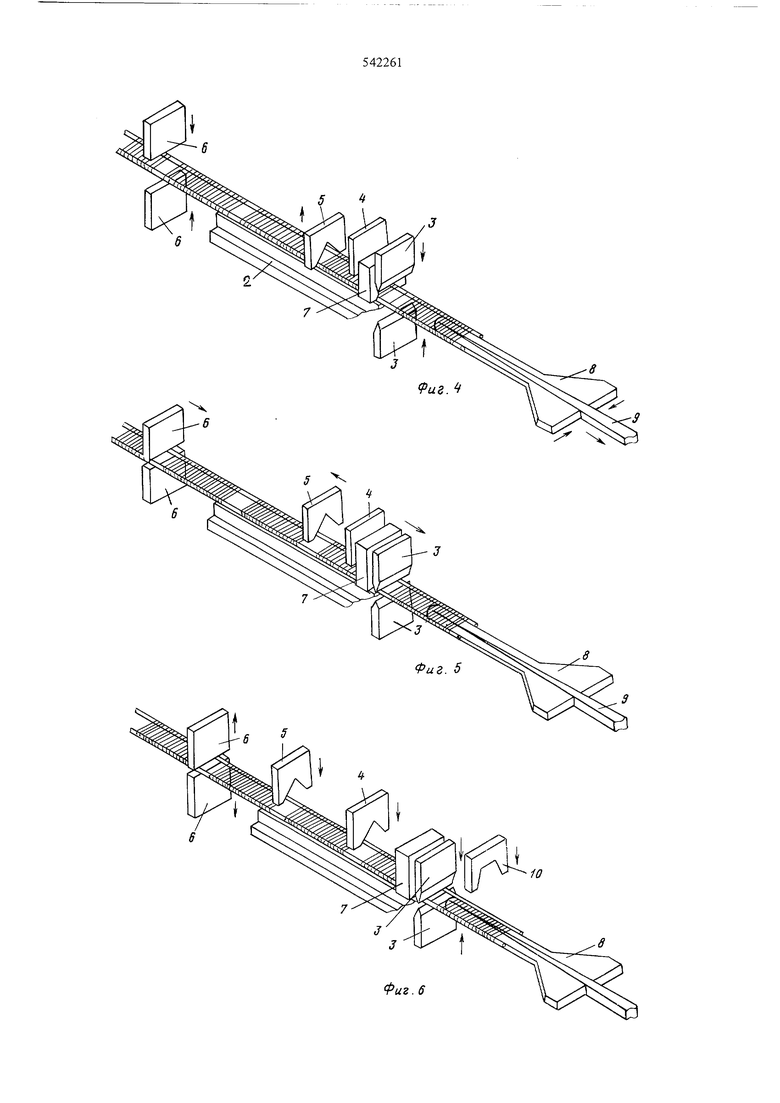
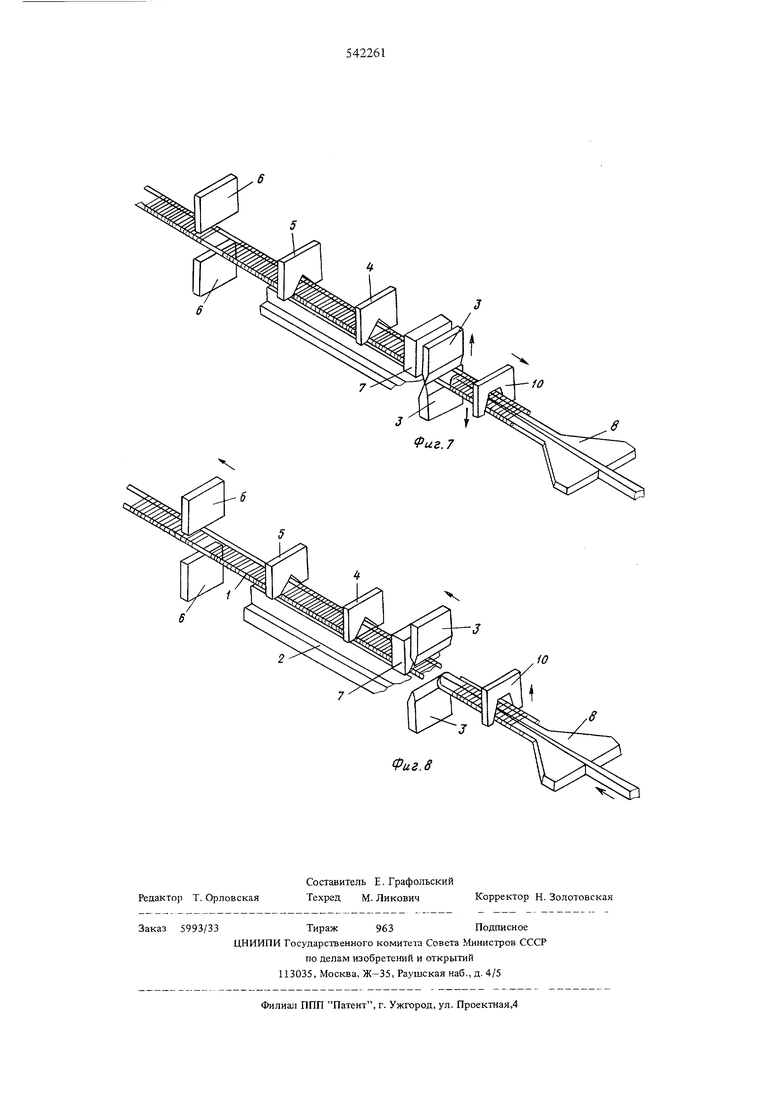
фиг. 2 - момент захвата сеточного полотна формующим инструментом за внутреннюю полость первой сетки за счет выдвижения клина инструмента; на фиг. 3 - момент подачи сеточного полотна на часть длины сетки формующим инструментом; на фиг. 4 - момент освобождения сеточного полотна от захвата формующим инструментом за счет обратного хода клина инструмента и захват полотна ножами механизма подачи и рубки; на фиг. 5 момент подачи сеточного полотна ножами механизма подачи и рубки на формующий инструмент; на фиг. 6 - момент отделения (рубки) сетки от сеточного полотна после насадки ее на формующий инструмент; на фиг. 7 - момент досьшания отрубленный сетки на формующий инструмент и начало развода ножей механизма пода1ш и рубки; на фиг.8 момент формовки (растяжки ) витков сетки за счет выдзижения клина формующего инструмента.
В исходном положении (см. фиг. 1) сеточное полотно 1, находящееся в лотке 2, зафиксировано относительно ножей 3 передним флажком 4. Задний флажок 5 размещен на безвитковом интервале сеточного полотна. Пластины 6, смонтированные за лотком 2, и ножи 3 разведены. Подпружиненная призма 7 прижимает сеточное полотно к лотку. Оправка формующего инструмента 8 при выдвижении клина 9 захватьшает сеточное полотно 1 за внутреннюю полость и осуществляет формовку. Подвижной флажок 10 (см. фиг. 6,7,8.) предназначен для досьшания сеточного полотна 1 на формующгий инструмент 8.
Сущность способа состоит в следующем.
Формующий инструмент 8, перемещаясь навстречу сеточному полотну 1, входит в его полость на часть длины сетки (см. фиг. 2) и при выдвижении клина 9 захватывает сеточное полотно за внутреннюю полость.
После захвата сеточного полотна 1 формуюшим инструментом 8 флажок 4 О1::одится, а формующий инструмент 8 отходит назад (см. фиг. 3), перемещая сеточное полотно 1 на часть ллины сетки. Флажок 5 перемещается синхронно с формуюшим инструментом 8 и в конце перемещения отводится от сеточного полотна (см. фиг. 4) .
Клин 9 формующего инструмента 8 вытягивается, а ножи 3 захватьшают освобожденное сеточное полотно 1 и перемещают его вперед на величину оставшейся части длины сетки плюс 1-1,5 мм, надвигая сеточное полотно 1 на формующий инструмент 8 ( см. фит. 5). Пластины б иеремеадются синхронно с ножами 3, а флажок 5 возвращается в исходное положение и одновременно с флажком 4 опускается на следующий безвитковый интервал сеточного полотна 1 (см. фиг. 6,7), причем флажок 4 становится на расстоянии, равном величине избыточного хода каретки от расположенного впереди него навитого участка сеточного полотна 1, а флажок 5 - на расстоянии несколько большем, но н
более удвоенной величины избыточного хода, от соответствующего навитого участка сеточного полотна 1.
Такое расположение флажков исключает возможность внесения погреишостей в фиксащ1ю сеточного полотна 1 относительно ножей 3 при непрерьгвном продессе нодачи и рубки сеточных полотен 1.
Отрубив очередную сетку (см. фиг. 6) , ножи 3 расходятся (см. фиг. 7,8) и вместе с лотком 2 и пластинами 6 возвращаются в исходное положение. Сеточное полотно 1 перемещается назад на величину избыточного хода вместе с лотком 2, к которому оно прижато подпружиненой призмой 7. При зтом движении флажок 4 западает во встречные насечки траверс сеточного полотна 1 и удерживает его от дальнейщето смещения назад. Ножи 3, возвратившись в исходное положение, становятся против следующего виткового участка, и процесс подачи повторяется.
Подача полотна на величину несколько большую длины сетки (на 1-1,5 мм) с последующим сдвигом его назад на указанную величину обеспечивает непрерьшную коррекцию места захвата сеточного полотна 1 ножами 3 по каждой отдельной сетке. Для предотвращения изгиба сеточного полотна 1 от разрьшного усилия, возникающего при рубке, пластины 6 разводятся непосредственно перед рубкой.
После отделения (рубки) сетки от сеточного полотна подвижный флажок 10 (см. фиг. 6,7.8), досьшает сетку на формующий инструмент S на величину, несколько превышающую длину заходной части инструмента 8. При выдвижении клина 9 формзющий инструмент 8 производит формовку сетки. Готовая сетка снимается с формующего инструмента 8 и поступает в кассету.
Использование изобретения позволяет полностью исключить технологические отходы и значительно повысить процент выхода годных сеток за счет исключения возможности повреждения витков при вводе формующего инструмента в полость сеточного полотна.
Формула изобретения
Способ обработки витых траверсных сеток радиоламп, включающий загрузку, подачу, рубку сеточных полотен, формование и съем готовых сеток,отличающийся тем, что, с целью уменьшеьшя технологических отходов и повышения выхода годных сеток, подачу полотна сеток осуществляют на часть длины сетки с помощью формующего инструмента, а на оставшуюся часть - с помощью ножей механизма рубки.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство №245213, кл. Н 01 J 9/16 от 24.05.66. г.
Фиг.З
2.А.Т. Александрова и др. Технологическое оборудование электровакуумного производства, Госэнергоиздат, М-Л, 1962 г. стр. 7-27.
3.Авторское свидетельство №293516, кл. H01J 9/16от 02.12.68 г. (прототип).
Фиг. 6
Фиг.7
Фиг.8

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки витых траверсных сеток радиоламп | 1968 |
|
SU293516A1 |
| МЕХАНИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ РАМОЧНЫХ СЕТОК | 1969 |
|
SU234531A1 |
| Устройство для изготовления сетокРАдиОлАМп | 1971 |
|
SU397101A1 |
| ПОЛУАВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ВИТЫХ ТРАВЕРСНЫХ СЕТОК С ПОЯСКАМИ ЖЕСТКОСТИ ИЗ ПЛЮЩЕНКИ | 1969 |
|
SU234530A1 |
| Самоцентрирующий зажим | 1977 |
|
SU701754A1 |
| ПАТЕКТИО- ., .•изобретенияК. А. Смирнов, М. Т. Викторов и А. П. Одоевцев-^-^ "; ХЧИЧ'^СИАЯ ''' | 1970 |
|
SU268890A1 |
| Сеточная часть бумагоделательной машины | 1978 |
|
SU718517A1 |
| Устройство к сетконавивальным автоматам | 1960 |
|
SU135070A1 |
| Способ изготовления сеток радиоламп | 1961 |
|
SU150550A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ РАМОЧНЫХ СЕТОК | 1972 |
|
SU349455A1 |