1
Изобретение относится к оборудованию для окраски изделий, и может быть использовано при механизации окрасочных поточных линий.
В настоящее время окраска изделий производится «а поточных окрасочных линиях, когда покрытия наносятся окунанием изделия в ванну с окрасочным составом. Детали транспортируются подвесным конвейером, окунание изделия в ванну производится благодаря изгибу трассы конвейера. Такая система окрашивания требует больших затрат времени и больших размеров окрашиваюших вани.
Известно устройство, которое включает ванну для окрасоЧНОго состава и расположенный над ней конвейер для перемешения изделий 1. Для окрашивания изделий ванна автоматически поднимается и опускается. Это ускоряет окрашивание и сокращает время пребывания изделий в ванне. Однако механизм для подъема и опускания ванны сложный и рассчитан на небольшую емкость ванн.
Известно устройство для окрашивания изделий окунанием, содержащее ванну для окрасочного состава, расположенные над ней транспортирующее средство для перемещения изделий и механизм подъема и опускания изделий в ванну 2. Механизм подъема и опускания изделия выполнен очень сложным и является не всегда надежным в работе.
С целью обеспечения надежности устройства в работе механизм нодъема и опускания выполнен в виде двуплечего рычага с противовесом, шарнирно закрепленного на установленной с возможностью возвратно-поступательного перемещения но вертикальной нанравляющей каретке, и взаимодействующего с упорами, ОДИ1 из которых закреплен на каретке, а другой на направляющей.
На фиг. 1 показан общий вид устройства с конвейером; на фиг. 2 - то же, вид сбоку; на фиг. 3 - общий впд механизма захвата; на фиг. 4 - разрез по А-А.
Устройство для окращивания изделий окунанием состоит из ванны 1 для окрасочного состава и расположенного над ней подвесного конвейера 2, несущего кассеты с изделиями 3. Над ванной установлен механизм захвата 4, сблокированный с конвейером 2. Механпзм захвата 4 предназначен для съема кассет с изделиями 3 с конвейера 2, окунания их в ванну 1 и возврата на конвейер. Механизм захвата состоит нз корпуса 5 с направляющими 6, по которым при помощи винта 7, вращаемого электродвигателем 8, перемещается каретка 9. На каретке 9, щарнирно установлен двуплечий рычаг 10, имеющий на одном плече противовес 11, вес которого всегда превышает вес кассеты с изделиями 3, а на другом плече выполнен паз 12 для захвата кассеты 3. Рычаг 10 одним плечом взаимодействует с роликовым упором 13, установленным на направляющей, а другим плечом ложится на выступ (упор) 14, выполненный на каретке 9. Для ускорения опускания кассеты с изделиями в ванну рычаг соединен с корпусом гибкой связью 15. Кассета с изделиями подвешивается на вилке 16 конвейера 2, который электрически сблокирован с электроприводом 8 устройства посредством конечных выключателей 17, 18 и 19.
Устройство работает следующим образом. Кассета с изделиями 3, подготовленными к окраске, перемещается по конвейеру 2 в окрасочную камеру, где установлена ванна 1 с краской. При прохождении кассеты над ванной конвейер останавливается конечным выключателем 17 и одновременно включается электропривод 8 механического захвата 4. Приводится во вращение винт 7, заставляя каретку 9 двигаться вниз по направляющим 6. Рычаг 10 под действием противовеса 11 поворачивается относительно роликового упора 13 до соприкосновения с упором 14 каретки 9, захватывая пазом 12 рычага 10 кассету 3. Кассета 3 снимается с вилки 16 конвейера 2 и уводится в сторону. При дальнейшем движении каретки 9 гибкая связь 15 натягивается, заставляя рычаг 10 поворачиваться вокруг оси, в результате чего кассета погрул :ается в ванну. При соприкосновении каретки 9 с конечным выключателем 19 электропривод 8 переключается на реверс. Каретка 9 по направляющим движется вверх и взаимодействие всех элементов протекает в обратном порядке. При возврате каретки 9 в исходное положение срабатывает конечный выключатель 18, отключая электропривод 8 и включая привод конвейера 2. Конвейер 2 передвигается на определенное расстояние, подводя следующую
кассету с изделиями к ванне с краской и цикл всех операций повторяется.
Реализация устройства для окрашивания изделий окунанием позволит повысить производительность труда, снизить стоимость оборудования на поточных окрасочных линиях, позволит упростить схему управления, оперативно изменять скорость движения конвейера.
Формула изобретения
Устройство для окрашивания изделий окунанием, содержащее ванну для окрасочного состава, расположенные над ней транспортирующее средство для перемещения изделий и
механизм подъема и опускания изделий в ванну, отличающееся тем, что, с целью обеспечения надежности устройства в работе, механизм подъема и опускания выполнен в виде двуплечего рычага с противовесом, шарнирно закрепленного на установленной с возможностью возвратно-поступательного перемещения по вертикальной направляющей каретке, и взаимодействующего с упорами, один из которых закреплен на каретке, а другой
на направляющей.
Источники информации, принятые во внимание при экспертизе:
1. Авт. свид. СССР № 135373, М. Кл. В 05С 3/10, 1960.
2. Авт. свид. СССР № 194589, М. Кл. В 05В 13/0,6, 1966 (прототип).
/7 ////////////// ////, /////
Фиг. 2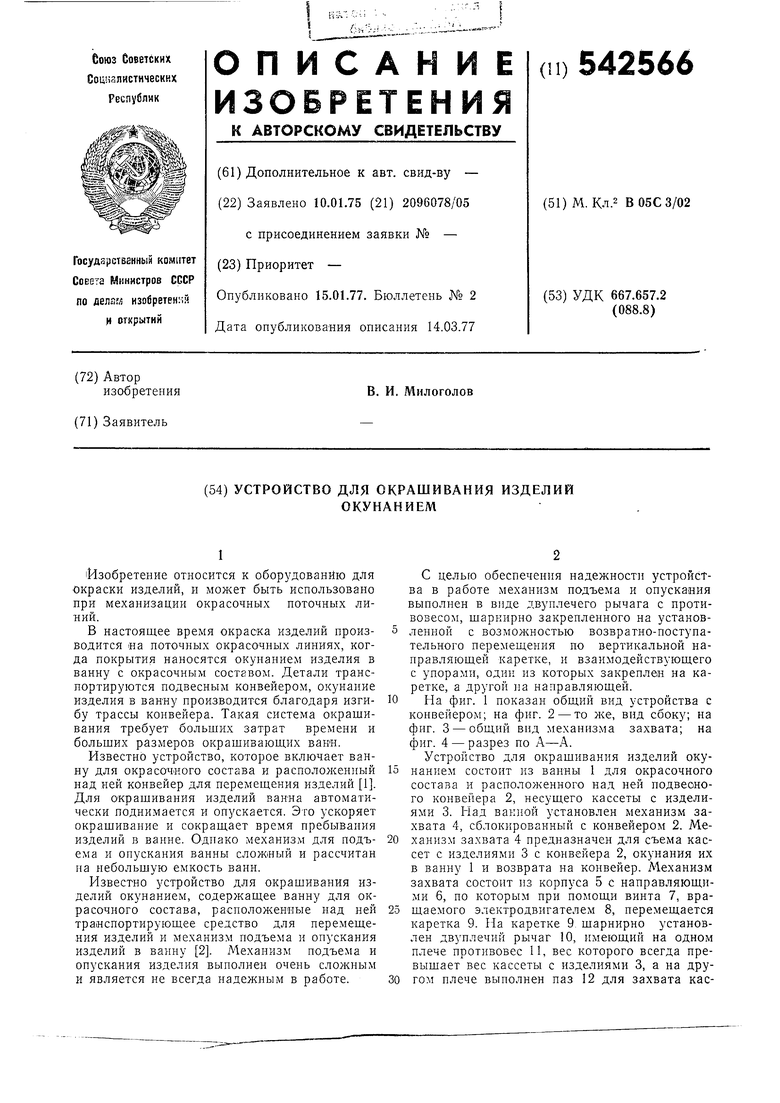
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для окрашивания деталей окунанием | 1960 |
|
SU135373A1 |
| Устройство для нанесения лакокрасочных покрытий | 1980 |
|
SU882637A1 |
| Поточная линия формирования колесных пар подвижного состава | 1972 |
|
SU490701A1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ЛАКОКРАСОЧНЫХОПЕРАЦИЙ | 1970 |
|
SU284682A1 |
| Установка для нанесения лакокрасочных покрытий на изделия | 1977 |
|
SU686776A1 |
| Камера для окраски крупногабаритных изделий | 1988 |
|
SU1549609A1 |
| Установка для окрашивания изделий | 1990 |
|
SU1766532A1 |
| Утсановка для окраски изделий | 1975 |
|
SU651854A1 |
| АГРЕГАТ ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ В ВАННАХ | 1991 |
|
RU2022893C1 |
| Поточная линия для заневоливания пружин в кассетах с крышками | 1980 |
|
SU961829A1 |
/8
U
Фаг.
