1
Изобретение относится к технике окрашивания изделий и может найти применение в машиностроительной промышленности.
Известно устройство для нанесения покрытия на изделия, содержаш.ее окрасочную ванну и конвейер для перемеш,ения изделий 1.
Недостатком известного устройства является то, что при окрашивании изделия происходит частичное окрашивание подвесок, на которых крепятся изделия.
Наиболее близким к изобретению техническим решением является установка для окраски изделий, включаюшая камеры нанесения покрытий и сушки изделий, загрузочное и разгрузочное устройство, соединенный с приводом подвесной конвейер с закрепленными на нем подвесками, выполненными в виде рычагов с захватами на концах и механизм поворота изделий 2.
Недостатком этой установки является ее низкая производительность, так как установка изделий в захваты осуш,ествляется вручную.
Целью изобретения является повышение производительности установки.
2
Указанная цель достигается тем, что установка снабжена механизмом установки изделий в захваты, выполненным в виде .пневмоцилиндра, на штоке которого закреплена пластина.с пазом, взаимодействующая с рычагами, и установлена с возможностью перемешения вдоль него платформа с призмами для удержания изделий, и фиксаторами ее положения, имеющими толкатели, взаимодействующие со штоком пневмоцилиндра.
Кроме того, установка снабжена тележкой с установленными на ней контейнерами для изделий, сбединенной со штоком дополнительного пневмоцилиндра, который кинематически связан с установленным в разгрузочном устройстве отсекателем.
Также установка снабжена устройством
5 для, консервации торцовых частей изделий, выполненным в виде установленных в .месте укладки изделий в контейнеры лневмоцилиидров, на штоках которых смонтированы смазочные головки с. поршневым механиз0мом подачи смазки.
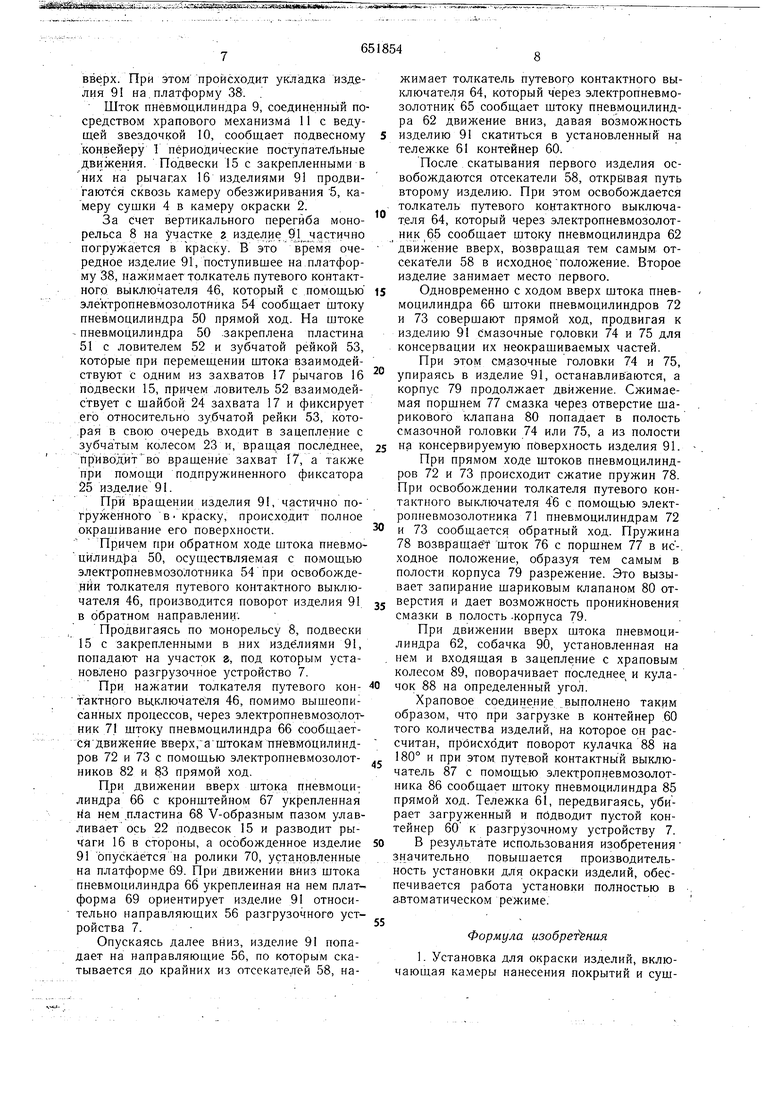
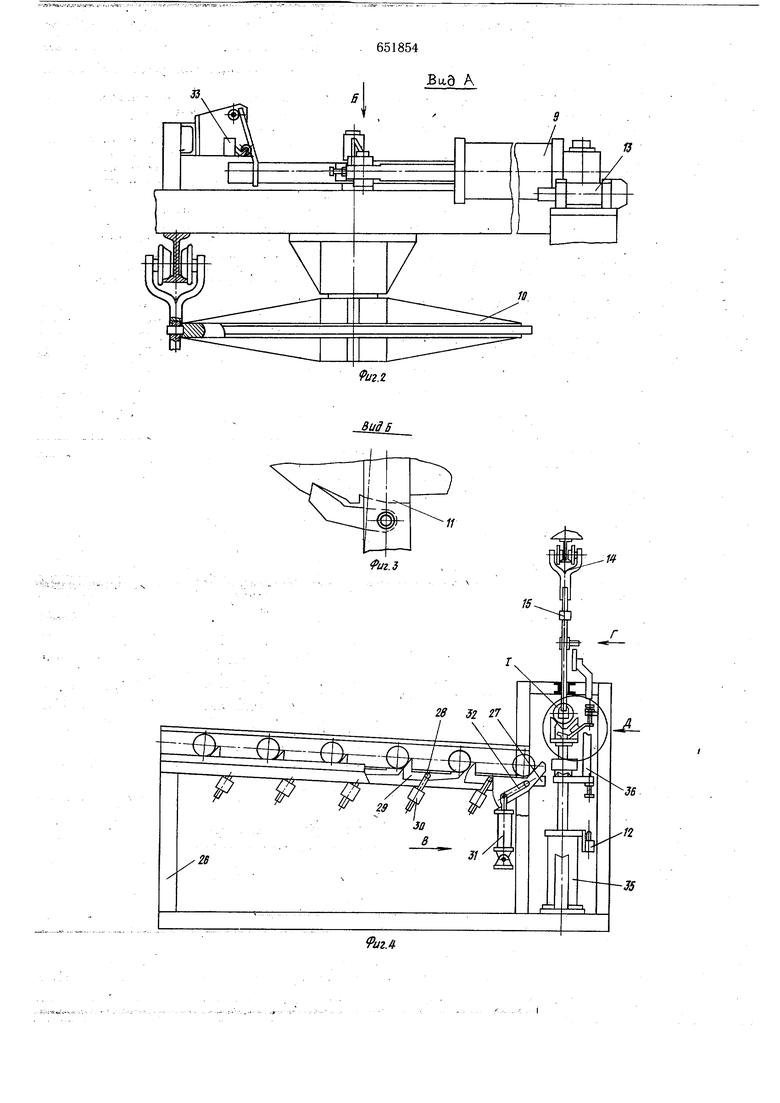
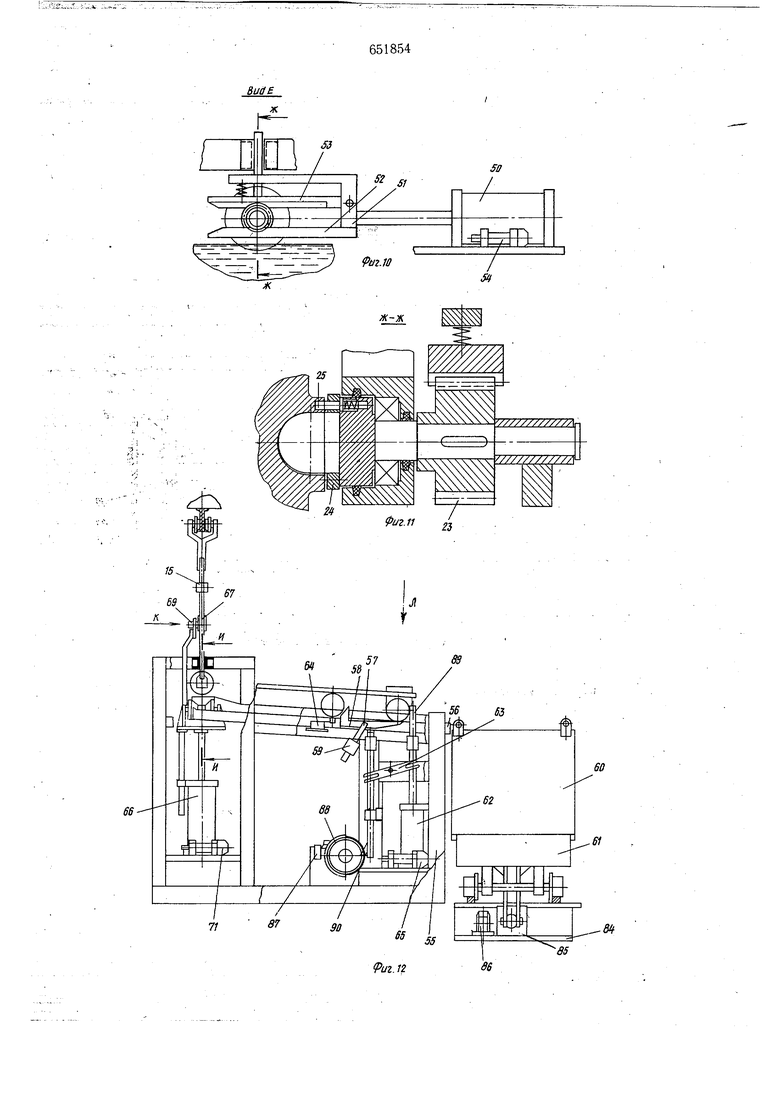
Привод подвесного конвейера выполнен в виде пневмоцилиндра, щток которого связан с ведущей звездочкой конвейера посредством храпового механизма. На фиг. 1 изображено предлагаемое устройство, общий вид линии; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - вид по стрелке Б на фиг. 2; на фиг. 4 - общий вид загрузочного устройства; на фиг. 5 - узел I на фиг. 4; на фиг.,6 - вид по стрелке В на фиг. 4; на фиг. 7 - вид по стрелке Г на фиг. 4; на фиг. 8 -вйД пострелке Д на фиг. 4; на фиг. 9 - механизм поворота изделия, общий вид; на фиг. 10 - вид по стрелке Е на фиг. 9; на . 11 - вид по стрелке Ж-Ж на фиг. 10; на, фиг. 12 - разгрузочное устройство, общий вид; на фиг. 13 - вид по стрелке И-И на фиг. 12; на фиг. 14 вид по стрелке К на фиг. 12; на фиг. 15 - вид по стрелке Л на фиг. 12; на фиг. 16 - вид по стрелке М-М на фиг. 15. Установка для окраски Изделий содержит подвесной конвейер 1, камеры нанесения покрытий 2, сущки 3 и 4 и обезжиривания 5 изделий, размещенные вдоль прямолинейных участков а и б конвейера 1, загрузочное 6 и разгрузочное 7 устройства, установленные под конвейером 1, соответственно, на участках виг, и механизмы поворота изделий при их окращивании и установки изделий на подвесной конвейер 1, а также устройство для консервации торцовых частей изделий. Привод периодических поступательных перемещений подвесного конвейера 1 по монорельсу 8 выполнен в виде пневмоцилиндра 9, щток которого соединен с ведущей звездочкой 10 конвейера 1 посредством храпового механизма 11. Для управления пневмоцилиндром 9 с помощью путевого контактного выключателя 12 используется электропневмозолотник 13. На каретках 14 подвесного конвейера 1 закреплены подвески 15, выполненные в-виде рычагов 16 с захватами 17 и 18 на концах, причем рычаги 16 соединены между собой посредством траверсы 19 с помощью пальцев 20 и пружины 21 и смонтированы на ббщей оси 22, а для обеспечения поворота изделий в емкости с краской один из захватов 17 установлен на общем валу с зубчатым колесом 23 и содержит укрепленный в щайбе 24 фиксатор 25 для взаимодействия с изделием. Загрузочное устройство 6 состоит из рамы 26 с направляющими 27, вдоль которых попарно установлены на осях 28 с возможностью поворота отсекатели 29 с противовесами 30, причем направляющие 27 имеют наклон в сторону подвесок 15 подвесного транспортера 1. На раме 26 укреплен пневмоцилиндр 31, щток которого с помощью рычага 32 взаимодействует с осью 28 отсекателя 29 при загрузке изделий. Дляуправления пневмоцилиндром 31 с помощью путевого контактного выключателя 33 используется электропневмозолотник 34. Кроме того, на раме 26 размещен механизм установки изделий в захваты 17 и 18, выполненный в виде пневмоцилиндра 35, на щтоке которого закреплена в кронщтейне 36 пластина 37 с V-образным пазом, взаимодействующая с осью 22 рычагов 16 подвески 15 при загрузке изделий. С возможностью перемещения относительно щтока пневмоцилиндра 35 на нем установлена платформа 38, фиксируемая и верхнем положении фиксаторами, каждый из которых представляет собой укрепленную на оси 39 фигурную пластину 40, один конец которой взаимодействует через пружину 41 с платформой 38, а другой -.через толкатель 42 с пластиной 37 щтока пневмоцилиндра 35. Кроме того, фигурная пластина 40 входит своим выступом, в паз д направляющей 43 рамы 26. На платформе 38 укреплены две призмы 44 для удержания изделий, а между ними на подпружиненном относительно платформы 38 кронштейна 45 установлен путевой контактный выключатель 46 управления с помощью электропневмозолотника 47 пневмоцилиндром 35. Для взаимодействия с кронщтейном 45 на раме 26 также укреплен упор .48. Механизм поворота изделий при их окращивании в емкости 49 с краской выполнен в виде пневмоцилиндра 50 на щтоке которого закрепленапластина 51 с ловителем 52 и зубчатой рейкой 53, взаимодействующей при окраске изделий с зубчатым колесом 23 одного из захватов 17 подвески 15. Для управления пневмоцилиндром 50 с помощ зЮ путевого контактного выключателя 46 используется электропневмозолотник 54. С целью обеспечения частичного погружения изделий в емкость 49 с краской монорельс 8 подвесного конвейера 1 имеет перериб в вертикальной плоскости на участке е над емкостью 49 с краской. Разгрузочное устройство 7 состоит рамы 55 р направляющими 56, вдоль которых попарно установлен на осях 57 с возможностью повррота отсекатель 58 с противовесами 59, причем направляющие 56 имеют наклон в сторону выгрузки изделий в контейнеры 60, установленные на.тележках 61. На раме 55 укреплен пневмоцилиндр 62, щток которого с помощью рычагов 63 взаимодействует с осью 57 отсекателей 58 при выгрузке изделий. Для управления пневмоцилиндром 62 с помощью путевого контактного выключателя 64 используется электропневмозолотник 65. Кроме того, на раме 55 установлен пневмоцилиндр 66 на Щтоке которого закреплена в кронщтейне -67 пластина 68 с V-образным пазом, взаимодействующая с осью 22 рычагов 16 подвески 15 при выгрузке издеЛИЙ. На штоке пневмоцилиндра 66 жестко укреплена платформа 69 с двумя роликами 70. Для управления пневмоцилиндром 66 с помощью путевого контактного выключателя 46 используется электропневмозолотник 71. На раме 55 также размещено устройство для консервации торцовых частей изделий, выполненное в виде установленных в месте укладки изделий в контейнеры 60 пневмоцилиндров 72 и 73, на штоках которых смонтированы смазочные головки 74 и 75, по форме соответствующие форме консервируемой части изделия. Одна из смазочных головок, например 75, установлена с возможностью относительного перемещения на штоке 76 поршня 77 и подпружинена с помощью пружины 78 относительно корпуса 79 поршня 77, корпус 79 в свою очередь жестко закреплен на штоке, соответствующего пневмоцилиндра 72 или 73. Прохождение смазки только в одном направлении через отверстия корпуса 79 и щтока 76 обеспечивается путем установки щариковых клапанов 80 и 81. Для управления пневмоцилиндрами 72 и 73 с помощью путевого контактного выключателя 46 используются электропневмозолотники 82 и 83. Для подвода порожних и отвода загруженных контейнеров 60, установленных на тележках 61, к разгрузочному устройству 7 на раме 84 установлен пневмоцилиндр 85, управление которым электропневмозолотником 86 с помощью путевого контактного выключателя 87 осуществляется от кулачка 88, жестко соединенного с храповым колесом 89, взаимодействующим через собачку 90 и рычаги 63 со щтоком пневмоцилиндра 62. Установка для окраски изделий работает следующим образом. Изделие 91 подается на направляющие 27 загрузочного устройства 6, скатываясь по которым , достигает отсекателя 29. При срабатывании пневмоцилиндра 31 щток его через рычаг 32 поворачи,вает отсекатедь 29 вокруг оси 28 и изделие 91 укладывается на призмы 44. В результате воздействия изделия 91 на установленный на кронштейне 45 путевой контактньш выключатель 46, управляющий с помощью электропневмозолотника 47 пневмоцилиндром 35, последний срабатывает и укрепленная на штоке пневмоцилиндра 35 в кронштейне 36 пластина 37 перемешается вверх, улавливая своим V-образным пазом ось 22 рычагов 16 подвески 15 и разводя рычаги, 16 в стороны. Одновременно происходит перемещение вверх и платформы 38 с призмами 44, на которых установлено изделие. 91, ив верхнем положении платформа 38 фиксируется фиксаторами, каждый из которых представляет собой укрепленную на оси 39 фигурную пластину 40, выступ которой в верхнем положении платформы 38 входит в паз д направляюш.ей 43 рамы 26. При этом кронштейн 45 упирается в упор 48, освобождает толкатель путевого контактного выключателя 46 и с помощью электропневмозолотника 47 пневмоцилиндр 35 переключается на движение его штока вниз. В результате пластина 37 освобождает ось 22 рычагов 16, которые, возвраш,аясь в исходное положение, захватывают изделие 91 своими захватами 17 и 18. Захват изделия 91 осуществляется за счет того, что при опускании пластины 37 платформа 38, зафиксированная фигурной пластиной 40, остается в верхнем положении, а рычаги 16, возвращаясь в исходное положение, захватами 17 и 18 совмещаются. с захватываемыми частям изделия 91. При дальнейщем опускании штока пневмоцилиндра 35 пластина 37 воздействует через толкатели 42 на фигурные пластины 40, выводя их выступы из пазов д направляющих 43 рамы 26 и представляя возможность платформе 38 опуститься в исходное положение. Если по какой-либо причине изделие 91 не захвачено рычагами 16 подвески 15 и опускается вместе с платформой 38, то освобожденный от упора 48 подпружиненный кронштейн 45, возвращаясь в исходное положение, прижимает толкатель установленного на нем путевого контактного выключателя 4 к изделию 91, сообщая тем самым с помощью электропцевмозолотника 47 щтоку пневмоцилиндра 35 движение вверх. Цикл повторяется до полного захвата изделия 91 рычагами 16. Одновременно с осуществлением захвата рычагами 16 изделия 91 производится установка следующего изделия 91 на платформу 38. Так, при движении штока пневмоцилиндра 35 вверх освобождается толкатель путевого контактного выключателя 12 и с помощью электропневмозолотника 13 щтоку пневмоцилиндра 9 сообщается обратный ход, при котором освобождается толкатель путевого контактного выключателя 33 и через электропневмозолотник 34 штоку пневмоцилиндра 31 сообщается движение вниз, при этом поворачивается вокруг оси 28 отсекатель 29 и следующее изделие 91 попадает в зону укладки на платформу 38. При возвращении штока пневмоцилиндра 35 в нижнее положение упором кронщтейна 36 нажимается толкатель путевого контактного выключателя 12 и с помощью электропневмозолотника штоку пневмоцилиндра 9 сообщается прямой ход, при заверщении которого нажимается толкатель путевого контактного выключателя 33 и штоку пневмоцилиндра 31 с помощью электропневмозолотника 34 сообщается движение вверх. При этом происходит укладка изделия 9 на. платформу 38. . Шток пневмоцилиндра 9, соединенный посредством храпового механизма 11 с ведущей звездочкой 10, сообщает подвесному конвейеру 1 периодические поступательные движения. Подвески 15 с закрепленными в них на рычагах 16 изделиями 91 продвигаются сквозь камеру обезжиривания 5, камеру сушки 4 в камеру окраски 2. За Счет вертикального перегиба монорельса 8 на участке г изделие 91 частично погружается в краску. В это время очередное изделие 91, поступившее на платформу 38, нажимает толкатель путевого контактного выключателя 46, который с помощью электропневмозолотНика 54 сообщает щтоку пневмоцилиндра 50 прямой ход. На штоке - пневмоцилиндра 50 .закреплена пластина 51 с ловителем 52 и зубчатой рейкой 53, которые при перемещении штока взаимодействуют с одним из захватов 17 рычагов 16 подвески 15, причем ловитель 52 взаимодействует с шайбой 24 захвата 17 и фиксирует его относительно зубчатой рейки 53, которая в свою очередь входит в зацепление с зубчатым колесом 23 и, вращая последнее, приводйтво вращение захват 17, а также при помощ,и подпружиненного фиксатора 25 изделие 91. При вращении изделия 91, частично погруженного в- краску, происходит полное окрашивание его поверхности. Причем при обратном ходе штока пневмоцилиндра 50, осуществляемая с помощью электропневмозолотника 54 при освобождении толкателя путевого контактного выключателя 46, производится поворот изделия 91 в обратном направлении . Продвигаясь по монорельсу 8, подвески 15 с закрепленными в них изделиями 91, попадают на участок а, под которым установлено разгрузочное устройство 7. При нажатии толкателя путевого кон тактнрго выключателя 46, помимо вышеописанных процессов, через электропневмозолотник 71 щтоку пневмоцилиндра 66 сообщаетсядвиженйе Вверх,аштокам пневмоцйлиндров 72 и 73 с помощью электропневмозолотНИКОВ 82 и 83 прямой ход. При движении вверх штока пневмоци; линдра 66 с кронщтейном 67 укрепленная на нем .пластина 68 V-образным пазом улавливает ось 22 подвесок 15 и разводит рычаги 16 в стороны, а особожденное изделие 91 опускается на ролики 70, установленные на платформе 69. При движении вниз штока пневмоцилиндра 66 укрепленная на нем платформа 69 ориентирует изделие 91 относительно направляющих 56 разгрузочного устройства 7. Опускаясь далее вниз, изделие 91 попадает на направляющие 56, по которым скатывается до крайних из отсекателей 58, на651854жимает толкатель путевого контактного выключателя 64, который через электропневмозолотник 65 сообщает щтоку пневмоцилиндра 62 движение вниз, давая возможность изделию 91 скатиться в установленный на тележке 61 контейнер 60. После скатывания первого изделия освобождаются отсекатели 58, открвшая путь второму изделию. При этом освобождается толкатель путевого контактного выключателя 64, который через электропневмозолотник 65 сообщает щтоку пневмоцилиндра 62 движение вверх, возвращая тем самым отсекатели 58 в исходноеположение. Второе изделие занимает место первого. Одновременно с ходом вверх щтока пневмоцилиндра 66 штоки пневмоцилиндров 72 и 73 совершают прямой ход, продвигая к изделию 91 Смазочные головки 74 и 75 для консервации их неокрашиваемых частей. При этом смазочные головки 74 и 75, упираясь в изделие 91, останавливаются, а корпус 79 продолжает движение. Сжимаемая порщнем 77 смазка через отверстие шарикового клапана 80 попадает в полость смазочной головки 74 или 75, а из полости на консервируемую поверхность изделия 91. При прямом ходе штоков пневмоцилиндров 72 и 73 происходит сжатие пружин 78. При освобождении толкателя путевого контактного выключателя 46 с помощью электропневмозолотника 71 пневмоцилиндрам 72 и 73 сообщается обратный ход. Пружина 78 возвращае-Г шток 76 с поршнем 77 в ис-. ходное положение, образуя тем самым в полости корпуса 79 разрежение. Это вызывает запирание щариковым клапаном 80 отверстия и дает возможность проникновения смазки в полость.корпуса 79. При движении вверх штока пневмоцилиндра 62, собачка 90, установленная на нем и входящая в зацепление с храповым колесом 89, поворачивает последнее и кулачок 88 на определенный угол. Храповое соединение выполнено таким образом, что при загрузке в контейнер 60 того количества изделий, на которое он рассчитан, происходит поворот кулачка 88 на 180° и при этом путевой контактный выключатель 87 с помощью электропневмозолотника 86 сообщает щтоку пневмоцилиндра 85 прямой ход. Тележка 61, передвигаясь, убирает загруженный и пбдводит пустой контейнер 60 к разгрузочному устройству 7. В результате использования изобретения значительно повыщается производительность установки для окраски изделий, обеспечивается работа установки полностью в а.втоматическом режиме. Формула изобретения 1. Установка для окраски изделий, включающая камеры нанесения покрытий и сущки изделий, загрузочное и разгрузочное устройства, соединенный с приводом подвесной конвейер с закрепленными на нем подвесками, выполненными в виде рычагов с захватами на KQHuax, и механизм поворота изделий, отличающаяся тем, что, с целью повышения производител-ьности, она снабжена механизмом установки изделий в захваты, выполненным в вйде пневмоцилиндра, на штоке которого закреплена пластина с пазом, взаимодействуюш,ая с рычагами, и установлена с возможностью перемещения вдоль него платформа с призмами для удержания изделий и фиксаторами ее положения, имеющими толкатели, взаимодействующие со штоком пневмоцилиндра.
2. Установка по п. 1, отличающаяся теы, что она снабжена тележкой с установленными на ней контейнерами для изделий, соединенной со штоком дополнительного пневмоцилиндра, который кинематически связан с
установленным в разгрузочном устройстве отсекателем.
3.Установка по пп. 1 и 2, отличающаяся тем, что она снабжена устройством для консервации торцовых частей изделий, выполненным в виде установленных в месте укладки изделий в контейнеры пневмоцилиндров, на штоках к6торь1х,смонтированы смазочные головки с поршневыми механизмами подачи смазки.
4.Установка по пп. 1-3, отличающаяся тем, что привод подвесного конвейера выполнен в виде пневмоцилиндра, шток которого связан с ведущей звездочкой конвейера посредством храпового механизма.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 113640, М. Кл; В 05 С 3/02, 1954.
2.Авторское свидетельство СССР № 27873, М. Кл. В 05 С 3/10, 1931.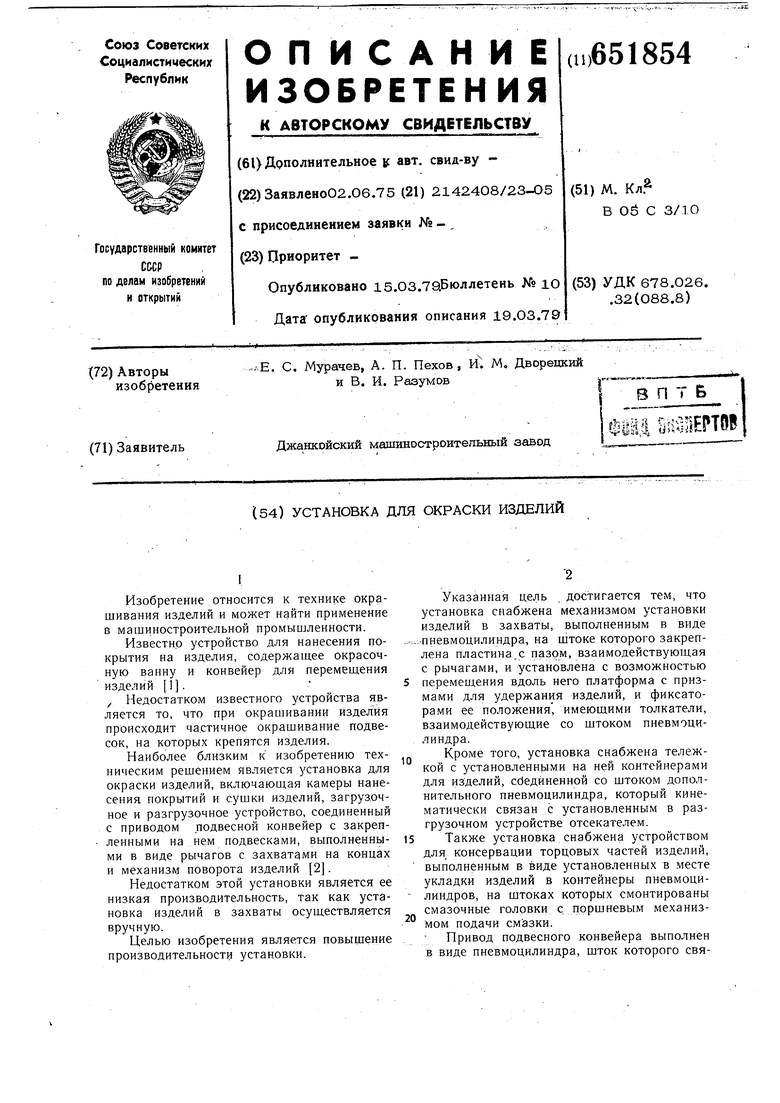



| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для загрузки гравитационного многоярусного стеллажа цилиндрическими изделиями | 1989 |
|
SU1654153A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Устройство для навески изделий на подвески подвесного толкающего конвейера | 1983 |
|
SU1131792A1 |
| Поточная линия для нанесения покрытий на изделия | 1991 |
|
SU1811913A1 |
| Установка для сварки изделий | 1989 |
|
SU1794616A1 |
| Толкающий конвейер | 1978 |
|
SU781156A1 |
| Линия для настилания и раскроя полотна | 1978 |
|
SU791579A1 |
| Сборочный центр | 1985 |
|
SU1311908A1 |
| Устройство для создания колебанийиздЕлий HA пОдВЕСНОМ КОНВЕйЕРЕ | 1979 |
|
SU816880A1 |
| Установка для заполнения баллонов сжиженным газом | 1983 |
|
SU1116266A1 |


V
sr
fuz.i
Bu-d Л
Риг. J
// п
81
79
8uff/(
иг.1Ч
во
