1
Изобретение относится к оборудованию для производства строительных железобетонных изделий и может быть использовано на заводах сборного железобетона.
Известна форма для изготовления железобетонных изделий, включающая ноддон, откидные борта подвижную вставку 1.
Ближайшим аналогом данного технического )ешения является форма для изготовления строительных панелей, включающая поддон, торцовые и продольные борта, в проемах которых установлены нодвижиые вкладыщи 2.
Недостатком известных форм является то, что вкладыщи не имеют каналов для свободного выхода газов из среднего слоя вспучиваемого материала и не обеспечивают закрепление верхнего слоя к бортам, в результате чего нри термообработке изделия верхний слой разрушается.
Цель изобретения - предотвратить разрущение поверхностного слоя при изготовлении трехслойных изделий со средиим слоем из всиучиваемого материала. , Поставленная цель достигается тем, что борта формы выполнены ноиарно разновысокими на толщину верхнего слоя изделия, а вкладыши - с коническими каналами, меиь1нее основание которых обращено к изделию.
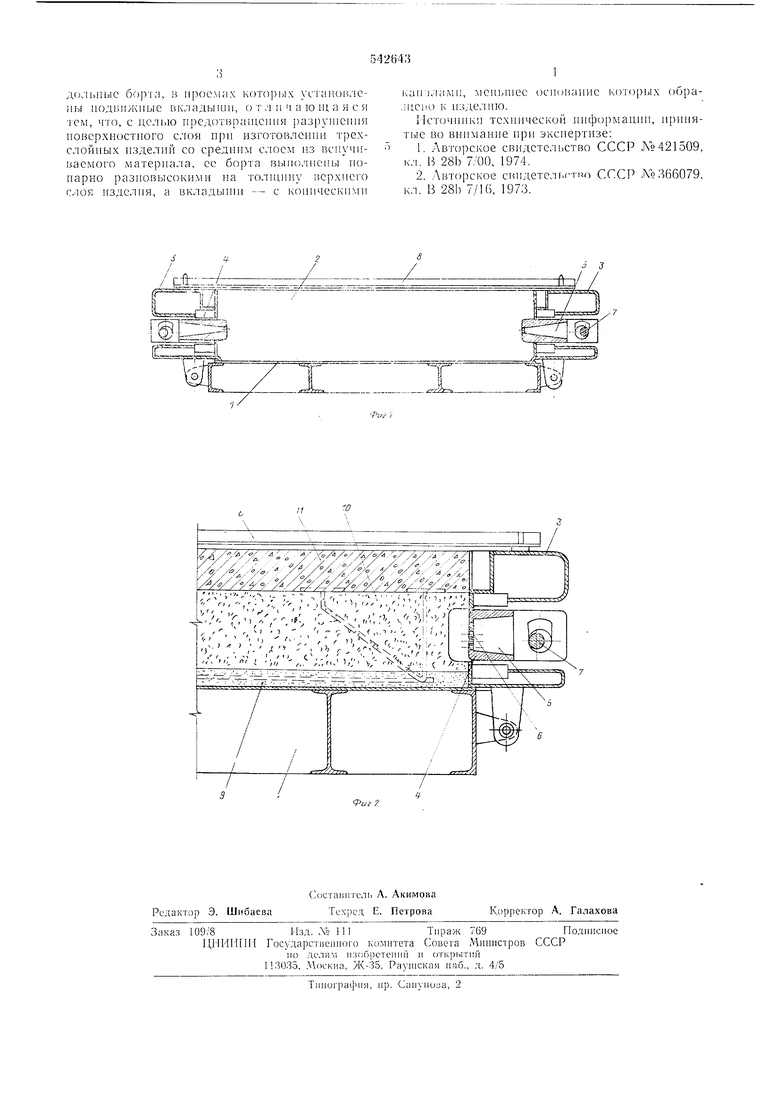
На фиг. 1 ноказана предлагаемая форма, разрез; на фиг. 2 - то же, с заформованным изделием и выдвинутыми вкладышами.
Форма состоит из иоддоиа 1, на котором установлены откндные торцовые 2 и нродольные 3 борта, причем торцовые борта выполнены ниже продольных на толщину верхнего слоя формуемого трехслойного нзделия. Нродольные борта имеют проемы, в вставлены выдвижные вкладьпни 4. имеюии1е коиические каналы 5 и отверстия 6, а также эксцентриковый привод 7. На продольных
бортах 3 закренлеиы съемиые стяжки 8, обсснечивающие устойчивое иоложение is процессе формования.
Сборку формы и расналуб у изделий осуществляют следующим образом.
Борта 2 и 3 устанавливают в вертикальное положение и скрепляют между еобой. Затем устанавливают съемные стяжки 8 и посредством эксцентрикового нривода 7 вводят в форму вкладыип 4. Носле чего осуществляют формовку ннлчиего 9 и средиего 10 слоев, на который накладывают верхний слой 11, закрепляют его иа торцовых бортах и ирижнмают стяжками 8. Заформоваииое изделие транспортируют на иост термообработки.
Расиалубку нзделия осуи1ествляют в обратной иоследовательности.
Форм у л а и 3 о б р е т е и IT я
Форма для изготовления строите.тьиых нанелей, включающая поддон, торцовые и нро;i,(j:u iiijc боркч, в просмих KOiopiiix усгаиои; с 1ы подвижные вкладыши, о т л и ч а ю щ а я с я тем, что, с П)едотвра1цсп11я разрушения поверхностного слоя при изготовлении трехслойных изделий со средиим слоем из вспучиваемого материала, ее борта выполнены попарно разповысокими на толщину верхнего с.Юя изделия, а вкладыпш - с коиическимп
1чаит; ам11, мепынес основание кото)ых .iHCiiv) к нзде.тпю.
Мстсгчппкн техпическон ппформации, ирниятые во вннмаппе нрн экснертнзе;
1.Авторское свидетельство СССР Л 421509, кл. В 281) 7/00, 1974.
2.Лвт()рское свпдетелы-тчо СССР .,366079. кл. Б 281) 7/16, 1973.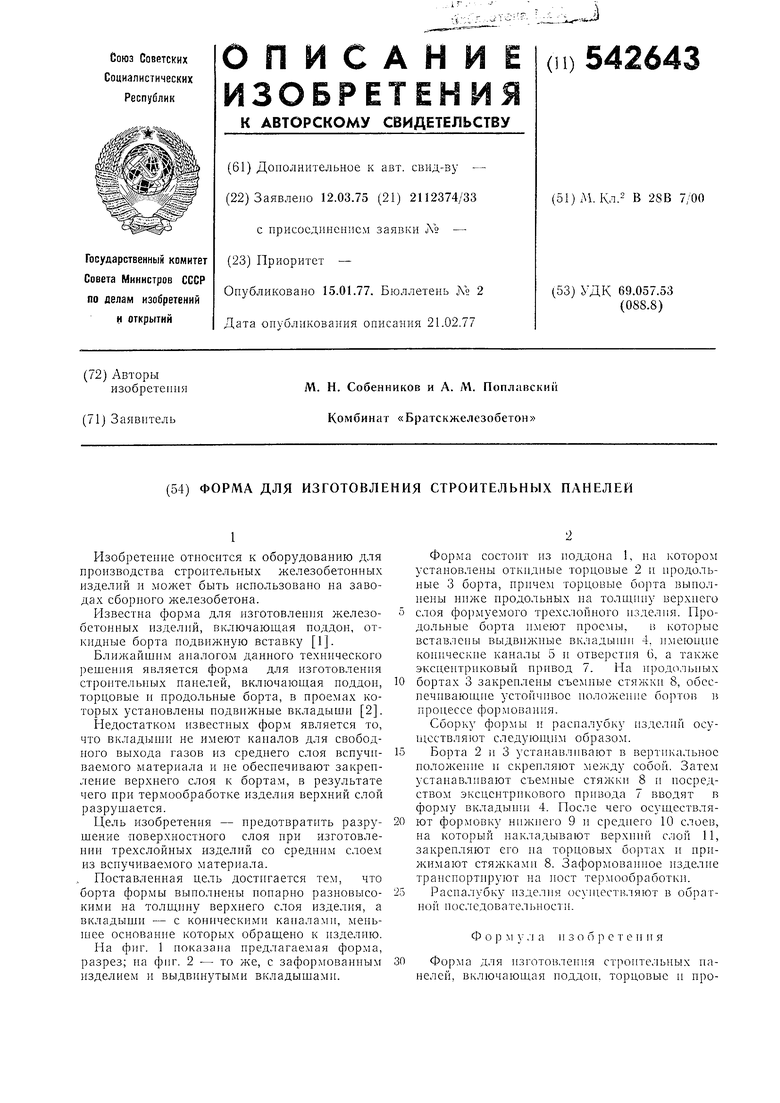
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМА для ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИИ | 1973 |
|
SU366079A1 |
| ПРОЕМООБРАЗОВАТЕЛЬ | 2008 |
|
RU2385394C1 |
| Форма для изготовления изделий из бетонных смесей | 1981 |
|
SU1000277A1 |
| Форма для изготовления многослойных изделий | 1983 |
|
SU1096109A1 |
| Машина для формования многоступенчатых панелей перекрытий | 1976 |
|
SU655541A1 |
| МЕТАЛЛИЧЕСКАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ СВОДЧАТЫХ ПАНЕЛЕЙ-ОБОЛОЧЕК | 1999 |
|
RU2164865C1 |
| Форма для изготовления многослойных изделий | 1978 |
|
SU789274A1 |
| Способ изготовления комплексныхКОНСТРуКций и уСТАНОВКА для ЕгООСущЕСТВлЕНия | 1979 |
|
SU835761A1 |
| Форма для изготовления наружных стеновых панелей с проемами | 1983 |
|
SU1106659A1 |
| Форма для изготовления стеновых панелей из бетонных смесей | 1985 |
|
SU1293030A1 |
