Известен способ изготовления комплекпlibix строительных конструкций, заключающийся в формировании сердечника с глух-ими отверстиями в его теле, термообработке отформованного сердечника с последующим закреплением на его поверхностях арматурной сетки и омоноличИВании полимербетоном новышенной плотности.
Известна и установка для осуществления этого способа, содержащая поддон, установленный через двухкамерные емкости на основание, верхнее из которых сообщается с поддоном, борта, шарнирно прикрепленные к поддону, и вибраторы.
Недостатком известного способа являются повышенная трудоемкость и время цикла изготовления, недостаточно Надежное обеспечение совместной работы разнородных материалов в готовых изделиях и кх низкая трещиностойкость. В частности, ловыщенную трудоемкость изготовления сердечников С глухими трубчатыми отверстиями, образуемым прорезкой стальных заглушек, и присоединения к нчм на сварке арматурной сетки, удлиненный цикл изготовления, а сама установка не имеет конструктивных возможностей изготовления в ней сердечников из прессбетона с готовыми глухимИ отверстиями.
Целью изобретения являются снижение трудоемкости технологического цикла и металлоем кости готовь1х изделий, -при этом повышается их трещиностойкость и долговечность при использовании в агрессивных средах.Поставлевная цель достигается тем, что в отформованном сердечнике глухие отверстия в теле сердечника образуют посредством эластичных надувных камер, путем лодачи в них теплоносителя с температурой во-95° С под давлением, которое обеспечивает заданный размер под отверстия, а крепление сеток к сердечнику, имеющему 60-75° предела проектной прочности, осуществляют петлевыми залватами, устанавливае.мыми в глухие отверстия, причем омоиоличиван.ие сердечника производят нагретой полимер-цементной смесью до температуры 35-50° С.
При этом сам сердечник формуют из жестких бетонных смесей с добавление пластификатора и ускорителя твердения в закрытом объеме с прилол енпем нагрузок, создаваемых вибропригрузам и эластичны ми камерами, образующими глухие отв«рст.ия.
А установка для осуществления этого способа, содержащая поддон, борта, вибраторы и двухкамерные емкости, снабжена вибропригрузом, пустотелыми вкладыша.ми, системой подключения вкладышей к источникам подачи теплоносителя, средствами для крепления вибропригруза и вкладышей, и силовыми цилиндрами для вьшрессовки изделия, щтоки которых расположены в формуемой .плоскости поддона, причем пустотелые вкладыши крепятся на внутреННих плоскостях установки и н.меют сопла с эластичными камерами для образования глу.хих отверстий в теле сердечположены в формуемой плоскости поддо-на, ника.....
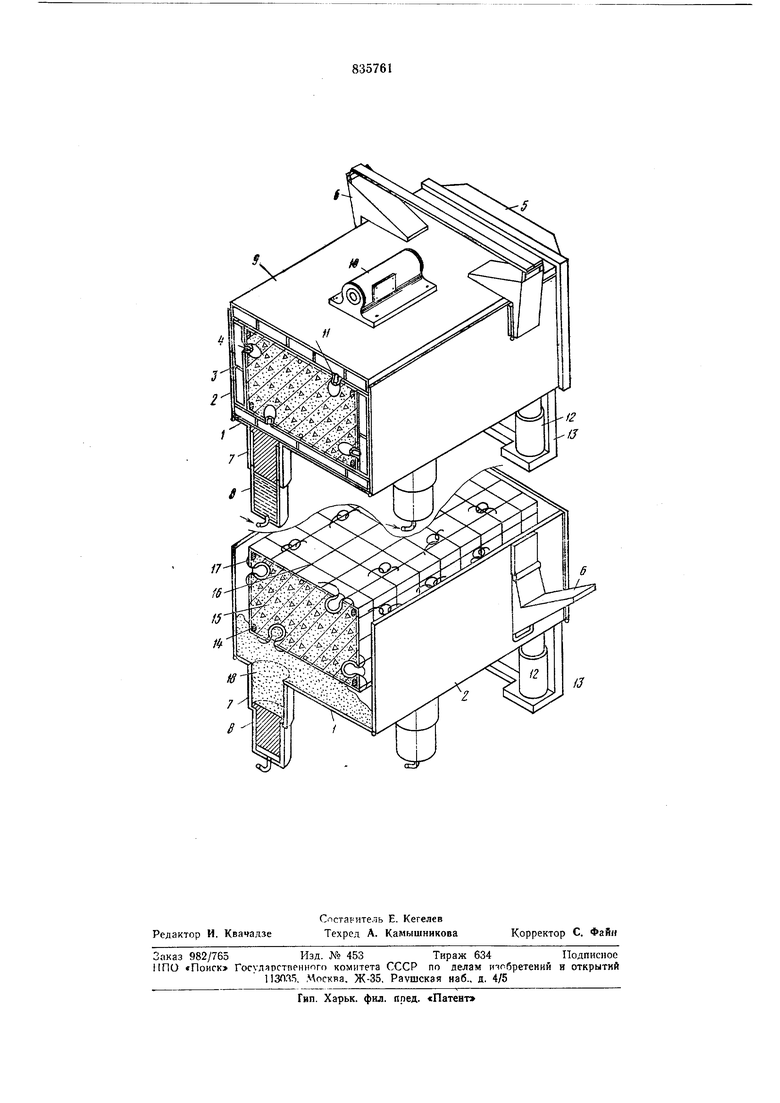
На чертеже показана установка для осуществления опособа, заполненная мелкозернистой бетонной массой в момеат начала омоноличива ния сердечника и изготовления сердечника из пресс-бетона с глухиглн отверстиями.
Установка содержит форму в виде поддона 7 с щарнирно прикрепленными к нему бортами 2, съемные пустотелые вкладыши коробчатого профиля 3 с эластичными пустотообразователями 4, систему подключения вкладышей к источникам теплоносителя 5, установлевные «а продольных бортах фиксирующие устройства 6 для закрепления вкладышей и сердечника, дополнительные е.мкости 7 с силовыми цилиндрами 8, пригруз 9 с вибравозбудителями JO н (Пустотелым вкладышем II, силовые гидродомкраты :12, сопряженные с неподвижными опорами 13.
J Способ изготовления комплексных кон,струкций и работа установки осуществляется следующим образо.м.
В форме /, 2 фиксируют вкладыши 3, 4 с помощью торцовых устройств систе.1ы 5. Затем устанавливают арматурный каркас 14 и подают требуемое количество жесткой цементобетоиной смеси 15 преи1мущественно на пористых заполнителях с использованием отходов железобетона и асбестоцемента. С помощью вибропригруза 9, 10 формуют сердечник при одновременном использовании прессующего давления и термообработки путем подачи в пустотелые вкладыши 3, Р1 и выступающие в тело бетона эластичные пустотообразователи 4 теплоносителя с тем,пературой 80-95° С под давлением, обеспечивающим заданный размер глухих отверстий. В зависимости от жесткости используемых смесей, размеров изделия и массы вибропригруза давление теплоносителя может изменяться от 0,25- до 1,5-2 ати. Для снижения этого давления и сокращения времени термообработки отформованного сердечника под пригрузом в исходную бетонную смесь вводят .пластифицирующие добавки и ускорители ее твердения. .
По . достижении бетоном 60-75%-НОй прочности сердечник с пустотными вкладышами с помощью выпрессовывающих гидродомкратов 12 извлекают из формы. К сердечнику 14, 15 сразу же подсоединяют арматурную сетку 16 с помощью петлевидных прижимных вьшусков 17, самоанкерующихся в глухих отверстиях каплевидной формы. В -ЭТО же время в установку попадает требуемое количество подогретой до 35-50° С мелкозернистой бетонной смеси 18, обогащенной полимерами, и производят омоноличивание еще неостывшего сердечника путем его вибропогружения в эту подвижную смесь. При вибропогружении сердечника недостающее количество обогащенной поли-мерной смеси /5 поступает свизу из дополнительных емкостей 7, откуда она выдавливается с помощью силовых цилиндров 8. Сердечлик в это время фиксируют в проектном лоложе.нии устройствами 6, Опор«ыми .закладными деталями или фиксирующими признаками, выполненными заранее из того ,Ж€ бетона замоноличивания. При омоноличивании сердечников по всему контуру 4aiCTb бетонной массы 18 может дополнительно подаваться сверху. Готовые изделия -выпрессовывают из установки с помощью приопорных гидродомкратов 12. Причем, если к моменту вьшрессовки остывших конструкций прочность мелкозернистого бетона оболочки, определяемая «по контрольным образцаМ, составляет 70-80% его конечной прочности, дальнейщая термообработка изделий не требуется. Наружная оболочка конструкций может быть выполнена любого цвета с заданной фактурой поверхности. В этом случае обеопеч;ивается 100%-|Ная заводская готовность высококачественных и эффективных коррозионностойких конструкций. Проведенные испытания комплексных конструкций 1позволил1И выявить их более высокую трещиностойкость и жесткость при сниженной на 25-40% металлоемкости по сравнению со строительными элементами, получаемыми .по известному способу, осуществляемому в установках известной конструкции. Повышенная эфф.ективность, жесткость и более высокая длительная прочность совместной работы всех материалов, выявленные испытаниями опытных образцов, обеспечивают более высокую долговечность готовых изделий при работе их в агрессивных .средах. Формула изобретения 1. Способ изготовления комплексных строительных конструкций, заключающийся в формовании сердечника с глухими отверстиямл в его теле, термообработке отформованного сердечни,ка с -последующим закреплением на его -поверхности арматурной сетки и омоноличиванием лолимербетоном повышенной плотности, о т л я чающийся тем, что, с целью снижения трудоемкости технологического цикла и металлоемкости, глухие отверстия в теле сердечника, образуют посредством эластичных надувных камер путем подачи в них теплоносителе с температурой 80-95° С под давлением, которое обеспечивает заданный размер камер под отверстия, а крепление сеток к сердечнику, имеющему 60-75% предела проектной прочности, осуществляют Петлевыми захватами, устанавливаемыми в глухие отверстия, причем омоноличивание сердечника -производят нагретой полимер-цементной смесью до температуры 35-50° С. 2. Способ по л. 1, о т л и ч а ю щ и и с я тем, что сердечник формуют .из жестких бетонных смесей с добавлением пластификатора и ускорителя твердения в закрытом объеме с приложением нагрузок создаваемых вибропригрузом и эластичными камемерами, образующими глухие отверстия. 3. Установка для осуществлеиия способа Ло п. 1 и 2, содержащая поддон, установленный через двухкамерные цилиндрические емкости на основание, верхние камеры которых сообщаются с поддоно-м, борта, шарнирно прикрепленные к поддону и вибраторы, отличающаяся тем, что она снабжена щитом вибропригруза, пустотелыми вкладыщами, системой подключения вкладыщей к источникам подачи теплоносителя, средствами для крепления щ.ита виброгруза и вкладыщей и силовым.и цилиндрами для выпрессов.ки изделия, верхние поверхности головок штоков расположены в формуемой плоскости лоддона, причем пустотелые вкладыши крепятся «а верхних плоскостях установки и имеют сопла с эластичными камерами для образования глухих отверстий в теле сердечника. Источник информации, принятый во внимание при экспертизе: 1. Авторское свидетельство СССР № 648414, кл. В 28 В 11,00, 1976.
/.;
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ИЗГОТОВЛЕНИЯ УКРУПНЕННЫХ СТЕНОВЫХ ЭЛЕМЕНТОВ И СТЕНОВОЕ ТЕПЛОСБЕРЕГАЮЩЕЕ ОГРАЖДЕНИЕ ЗДАНИЙ, ПОЛУЧЕННОЕ НА ДАННОЙ ЛИНИИ | 2008 |
|
RU2398677C2 |
| ТЕРМОБЛОК, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2157875C2 |
| Способ изготовления комплексных строительных элементов и установка для его осуществления | 1976 |
|
SU648414A1 |
| Установка для изготовления строительных изделий | 1980 |
|
SU992192A1 |
| Форма для изготовления предварительно напряженных газобетонных изделий | 1982 |
|
SU1119852A1 |
| Установка для формования объемных элементов | 1981 |
|
SU1039719A2 |
| Установка для изготовления бетонных и железобетонных изделий | 1990 |
|
SU1756155A1 |
| Установка для формования объемных элементов и арматурный каркас для объемных элементов | 1981 |
|
SU996196A1 |
| СПОСОБИЗГОТОВЛЕНИЯ КОРРОЗНЕСТОЙКИХ КОНСТРУКЦИЙ | 1972 |
|
SU425800A1 |
| Установка для формования из бетонных смесей объемных элементов типа блок-комнат | 1976 |
|
SU937157A1 |