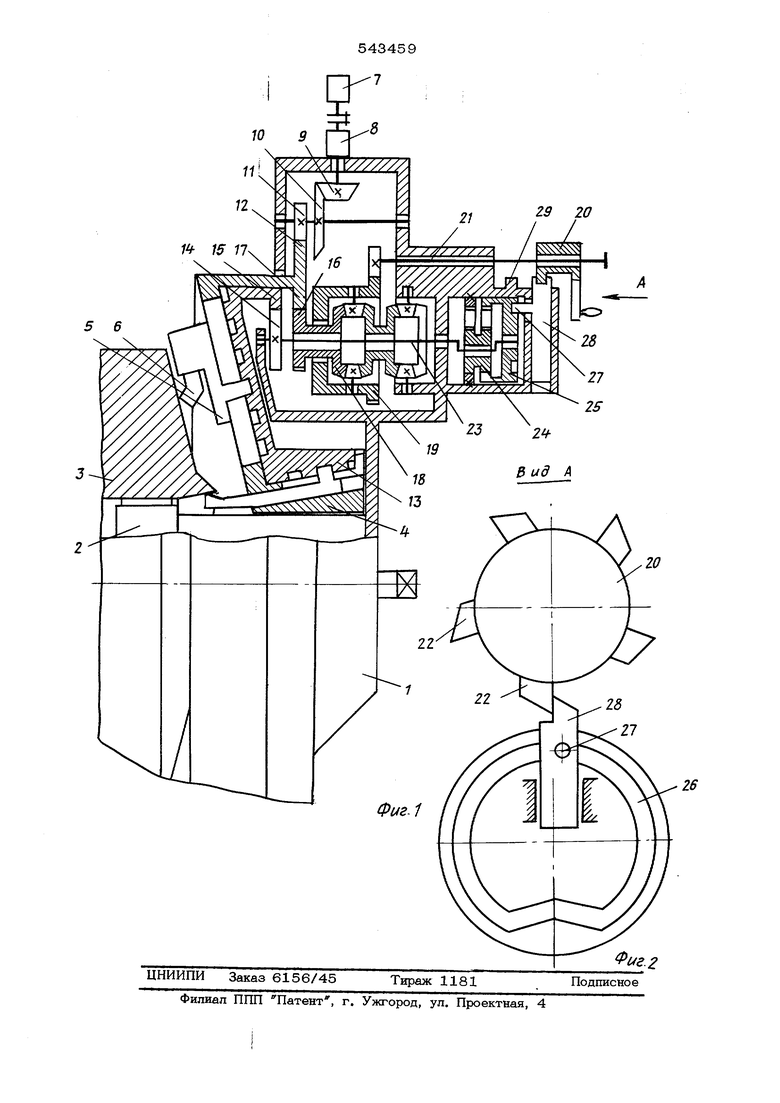
(54) УСТГ- ОЙСТВО ДЛЯ ОБРАБОТКИ ФАСОК ПОД СВАРКУ НА ТОРЦАХ НЕПОВОРОТНЫХ ТРУБ жение диску 25 от планшайбы 4. Передаточное число редуктора 1 22 обеспечивает один оборот диска за 1,8 оборота планшайбы 4. На торце диска 25 выполнена профильная канавка 26, в которой подвижно устаноБ лен палец 27 упора 28. Упор 28 периодически взаимодействует с зубьями 22 рукоятки 20 привода установочных перемещений резцедержателей 5. Рукоятка 20 привода установочных перемещений имеет возможность осевого перемещения вдоль вала 21. При установке ее за выступ 29 корпуса 1 можно осуществлять установочные перемещения резцедержателей 5 Диск 25 в этом случае отключен. Корпус 1 с центрирующим зажимом 2 вводится во внутреннюю полость трубы 3 и закрепляется. Включается электродвигатель 7, от него через редуктор 8 и конические и цилиндрические пары 9, 10, 11, 12 приводится во вращение планшайба 4, Через зубчатые пары 14, 15, 16jl7 приводится во вращение поворотный диск 13 со скоростью, отличной от скорости вращения планшайбы 4, за счет разности передаточных отношений зубчатых пар 14, 15, 16, 17. При этом резцедержатели 5 перемещаются ради- ально по планшайбе, разрезая металл. Движение от планшайбы 4 передается через редуктор 24 диску 25, При вращении диска 25 палец 27 упора 28 перемещается в профильной канавке 26 диска 25, Когда палец 27 перемещается в цилиндрической части ка навки 26, упор 28 находится в зацеплении с зубьями 22 рукоятки 20. При этом осуществляется подача резцедержателей 5, что соответствует 1,8 обороту планшайбы 4. При выходе пальца 26 в цилиндрической части канавки 26 в профильную, упор 28 освобождает зуб 22, и рукоятка 20 начинает поворачиваться. Автоматическая подача резцедер жателей 5 прекращается, так как водило 19 дифференциала 18 начинает вращаться. Сливная стружка, образующаяся в процессе резания, при прекращении подачи резцедержателей 5 ломается. При вращении планшайбы 4 без подачи резцедержателей 5 стру ка полностью срезается и удаляется из зоны резания, что улучшает условия работы резцов. Поворот рукоятки 20 на 1/5 оборота оответствует одному обороту планшайбы 4. иск 25, продолжая вращаться, выводит упор 8 в прежнее положение. Рукоятка 20 сдеав 1/5 оборота, останавливается, зацепивись следующим зубом 22 за упор 26. Реэедержатель 5 вновь получает автоматичесую подачу. Изменяя передаточное число планетарного едуктора 24, можно регулировать количесто оборотов планшайбы 4 с автоматической одачей резцедержателей 5, приходящихся на дин оборот без подачи. Изменяя количество упоров 28, можно увеличить или уменьшить число оборотов планшайбы 4, идущих без подачи ре цедержателей 5. При необходимости дробление стружки можно исключить. Для этого рукоятку 2 О сдвигают влево до захода зуба 22 за выступ 29 корпуса 1. В этом случае подача резцедержателей в процессе обработки фасок не прерывается. Изобретение повышает надежность устройства в работе, а также облегчает обслуживание его в процессе обработки, так как образующаяся стружка легко складируется и удаляется. Формула изобретения Устройство для обработки фасок под сварку на торцах неповоротных труб, содержащее планшайбу с резцовыми суппортами, механизм подачи резцов, привод вращения планшайбы и привод установочных перемещений резцовых суппортов, отличающееся тем, что, с целью повышения производительности за счет исключения остановок, связанных с неудовлетворительным формированием стружки, оно дополнительно снабжено кинематически связанным с планшайбой диском с профильной канавкой и упором с пальцем, периодически взаимодействующим с .приводом установочных перемещений, причем палец упора подвижно установлен в профильной канавке диска. Источники информации, принятые во внимание при экспертизе: 1. Заявка № 19О3428/08 от 16.05. 1974 г., по которой принято решение о выдаче авторского свидетельства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки косых фасок под сварку на торцах неповоротных труб | 1973 |
|
SU476089A1 |
| Станок для обработки концов труб | 1982 |
|
SU1065088A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ | 1997 |
|
RU2128277C1 |
| Переносной станок для обработки кольцевых кромок | 1978 |
|
SU753543A1 |
| Устройство для обработки кольцевых кромок | 1977 |
|
SU742039A1 |
| ТРУБОРЕЗНЫЙ АВТОМАТ | 1993 |
|
RU2085343C1 |
| Переносный станок для резки труб | 1981 |
|
SU1017440A1 |
| Станок для обработки концов труб | 1983 |
|
SU1117147A1 |
| Резцовая головка | 1979 |
|
SU837575A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ НА УСТЬЕ ФОНТАНИРУЮЩЕЙ СКВАЖИНЫ | 2014 |
|
RU2553703C1 |