1
Изобретение относится к области обработки металлов резанием и предназначено для обработки кольцевых кромок и усилений сварных швов, расположенных в труднодоступных и затесанных местах.
Наиболее близким к изобретению является приспособление для обработки квадратных валов, содержащее корпус, планиийбу, резцедержатели, размещенные на кронштейнах, механизм осевой подачи, снабженный зубчатой передачей, связанной с криволинейным пазом, в котором установлены пальцы резцедержателей. Каждый резцедержатель снабжен зубчатой рейкой, установленной в кронштейне с возможностью осевого перемещения 1.
Недостатком известного станка является его невысокая надежность и производительность, так как образующаяся в процессе обработки сливная стружка, особенно при обработке, вязких материалов, приводит к периодическим остановкам станка, что снижает производительность обработки. Кроме тото, скопление стружки может привести к выкраиливанию режутцего инструмента.
Цель изобретения - повыщение надежности и производательности за счет дробления стружки.
Эта цель достигается тем, что устройство снабжено эксцентриковыми роликами, установленными на зубчатых рейках и опирающимися на корпус, а на пальцах резцедержателей установлены, с эксцентриситетом подвижные втулки, на которых закреплены шестерни, входящие в зацепление с зубчатыми рейкалт, причем зубчатые рейки и резцедержатели подпружинены в осевом направлении относительно кронштейнов.
Такое вьшолнение устройства обеспечивает Г1бвыщение надежности и производительности обработки путем создания благоприятных условий для образования и сбора стружки за счет возвратно-поступательного перемещения резцедержателей.
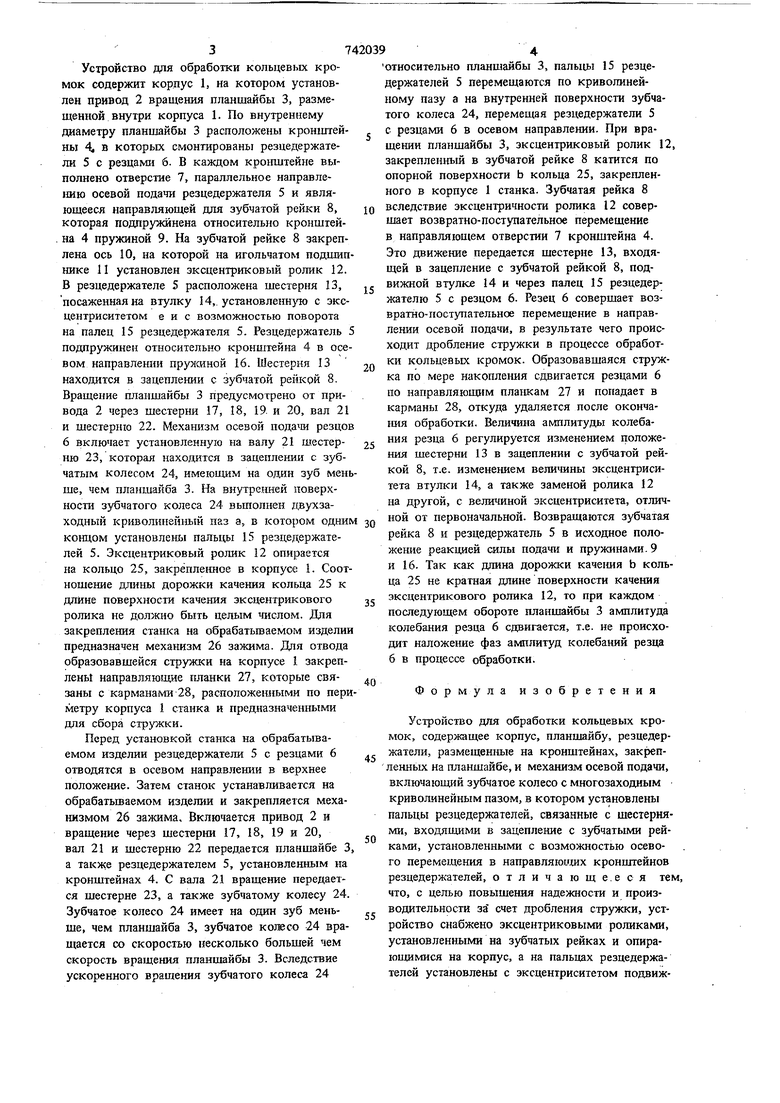
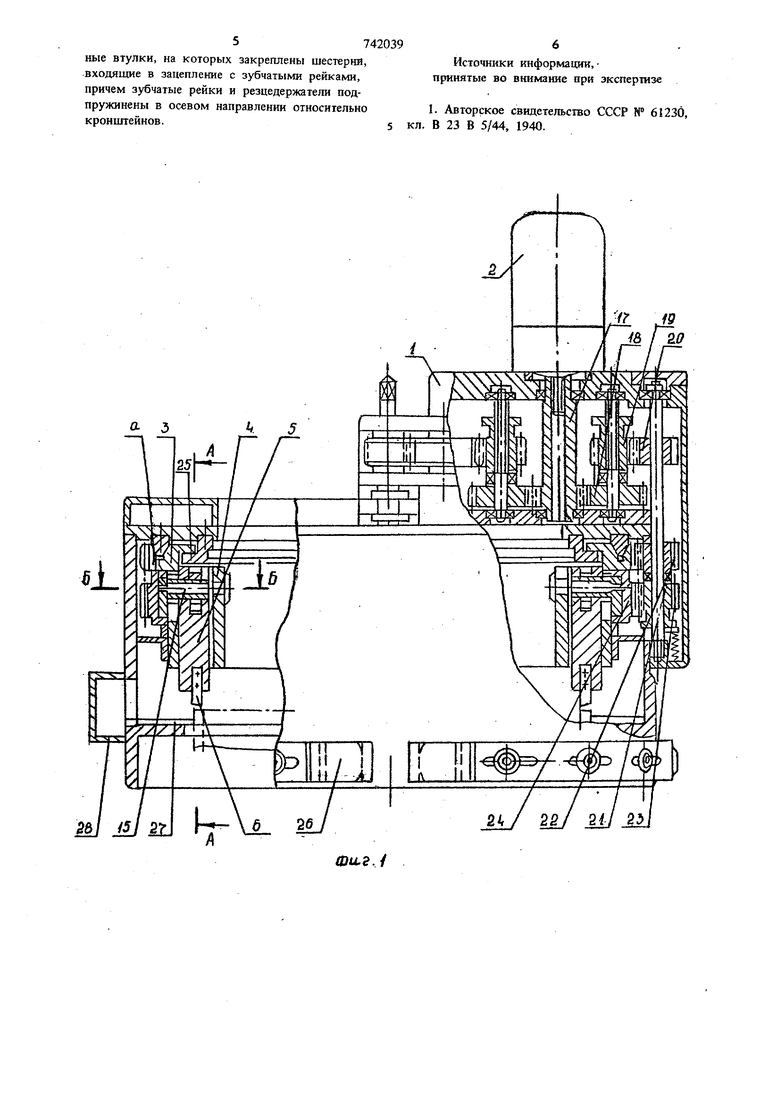
На фиг. 1 схематически изображено устройство для обработки кольцевых кромок, общий вид; на фиг. 2 - механизм подач , разрез А-А на фиг. 1; на фиг. 3 - то же, разрез Б-Б на-фиг. 1.
Устройство для обработки кольцевых кромок содержит корпус 1, на котором установлен привод 2 вращения планшайбы 3, размещенной внутри корпуса 1. По внутреннему диаметру планшайбы 3 расположены кронштейны 4i в которых смонтированы резцедержатели 5 с резцами б. В каждом кротитейне выполнено отверстие 7, параллельное направлению осевой подачи резцедержателя 5 и являющееся направляющей для зубчатой рейки 8, которая подпружинена относительно кронштейна 4 пружиной 9. На зубчатой рейке 8 закреплена ось 10, на которой на игольчатом подшипнике II установлен эксцентриковый ролик 12. В резцедержателе 5 расположена шестерня 13, посаженная на втулку 14,. установленн}то с эксцентриситетом е и с возможностью поворота на палец 15 резцедержателя 5. Резцедержатель 5 подпружинен относительно кронштейна 4 в осевом направлешш прулсиной 16. Шестерня 13 находится в зацеплении с зубчатой рейкой 8. Вращение планшайбы 3 предусмотрено от привода 2 через шестерни 17, 18, 19. и 20, вал 21 и шестерню 22. Механизм осевой подагш резцов 6 включает установленную на валу 21 тестерню 23, которая находится в зацеплении с зубчатым колесом 24, имеющим на один зуб меньше, чем планшайба 3. На внутренней поверхности зубчатого колеса 24 выполнен даухзаходный криволннейщ ш паз а, в котором одним концом установлены пальцы 15 резцедержателей 5. Эксцентриковый ролик 12 опирается на кольцо 25, закрепленное в корпусе 1. Соотношение длины дорожки качения кольца 25 к длине поверхности качения эксцентрикового ролика не должно быть целым числом. Для закрепления станка на обрабатьгеаемом изделии предназначен механизм 26 зажима. Для отвода образовавшейся стружки на корпусе 1 закреплены направляющие гшанки 27, которые связаны с карманами 28, расположеш1ыми по периметру корпуса 1 станка и предназначенными для сбора стружки.
Перед установкой станка на обрабатываемом изделии резцедержатели 5 с резцами 6 отводятся в осевом направлении в верхнее положение. Затем станок устанавливается на обрабатьшаемом изделии и закрепляется механизмом 26 зажима. Включается привод 2 и вращение через шестерни 17, 18, 19и20, вал 21 и шестерню 22 передается планшайбе 3, а также резцедержателем 5, установленным на кронштейнах 4. С вала 21 вращение передается шестерне 23, а также зубчатому колесу 24. Зубчатое колесо 24 имеет на один зуб меньше, чем планшайба 3, зубчатое колесо 24 вращается со скоростью несколько большей чем скорость вращения планшайбы 3. Вследствие ускоренного вращения зубчатого колеса 24
относительно планшайбы 3, пальцы 15 резцедержателей 5 перемещаются по криволинейному пазу а на внутренней поверхности зубчатого колеса 24, перемещая резцедержатели 5 с резцами 6 в осевом направлении. При вращении планщайбы 3, зксцентриковый ролик 12 закрепленный в зубчатой рейке 8 катится по опорной поверхности b кольца 25, закрепленного в корпусе 1 станка. Зубчатая рейка 8 вследствие эксцентричности ролика 12 совершает возвратно-поступательное перемещение в направляющем отверстии 7 кронштейна 4. Это движение передается щестерне 13, входящей в зацепление с зубчатой рейкой 8, подвижной втулке 14 и через палец 15 резцедержателю 5 с резцом 6. Резец 6 совершает возвратно-поступательное перемещение в направлении осевой нодачи, в результате чего происходит дробление стружки в процессе обработки кольцевых кромок. Образовавшаяся стружка по мере накопления сдвигается резцами 6 по направляющим планкам 27 и попадает в карманы 28, откуда удаляется после окончания обработки. Величина амплитуды колебания резца 6 регулируется изменением положения шестерни 13 в зацеплении с зубчатой рейкой 8, т.е. изменением величины эксцентриситета втулки 14, а также заменой ролика 12 на другой, с величиной эксцентриситета, отличной от первоначальной. Возвращаются зубчатая рейка 8 и резцедержатель 5 в исходное положе1ше реакцией силы подачи и пружинами. 9 и 16. Так как длина дорожки качегшя b кольца 25 не кратная длине поверхности качения эксцентрикового ролика 12, то при каждом последующем обороте планшайбы 3 амплитуда колебания резца 6 сдвигается, т.е. не происходит наложение фаз амплитуд колебаний резца 6 в процессе обработки.
Формула изобретения
Устройство для обработки кольцевых кромок, содержащее корпус, планшайбу, резцедержатели, размещенные на кронштейнах, закрепленных на планшайбе, и механизм осевой подачи, включающий зубчатое колесо с многозаходным криволинейным пазом, в котором установлены пальцы резцедержателей, связанные с шестернями, входящими в зацепление с зубчатыми рейками, установленными с возможностью осевого перемещения в направляюищх кронпггейнов резцедержателей, отличающе.еся те что, с целью повышения надежности и производительности за счет дробления стружки, устройство снабжено эксцентриковыми роликами, установленными на зубчатых рейках и опираюищмкся на корпус, а на пальцах резцедержателей установлены с эксцентриситетом подвижные втулки, на которых закреплены шестерни, входящие в зацепление с зубчатыми рейками, причем зубчатые рейки и резцедержатели подпружинены в отевом направлении относительно кронштейнов.
Источники информации, принятые во вш{мание при экспертизе
I. Авторское свидетельство СССР № 61230, 5 кл. В 23 В 5/44, 1940.
| название | год | авторы | номер документа |
|---|---|---|---|
| Переносной станок для обработки кольцевых кромок | 1975 |
|
SU537758A1 |
| Переносной станок для обработки кольцевых кромок | 1978 |
|
SU753543A1 |
| Переносной станок | 1975 |
|
SU550244A1 |
| Устройство для обработки кромок отверстий | 1977 |
|
SU611776A2 |
| Переносный станок для обработки кромок | 1979 |
|
SU863197A1 |
| Переносный станок для резки труб | 1981 |
|
SU1017440A1 |
| Устройство для удаления дефектов кольцевых сварных швов | 1985 |
|
SU1299712A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ТОРОВЫХ И РОГООБРАЗНЫХ ПОВЕРХНОСТЕЙ | 2002 |
|
RU2267382C2 |
| Устройство для обработки кромок отверстий | 1978 |
|
SU709251A2 |
| Протяжной станок для обработки кольцевого паза в деталях типа дисков | 1983 |
|
SU1138266A1 |

Шаг./
Фи.2. Ъ
