Изобретение относится к обработке металлов резанием и может быть исполь эовано для разрезки труб в трубнодоступных местах в судостроении, химическом машиностроении и других областях промышленности.5
Известен переносной станок, содержащий корпус, планшайбу с резцами , механизмы крепления станка на обрабатываемой трубе и привод вращения планшайбы
Недостатком известного стаНка является то, что. он имеет большие габариты.
Известен переносной станок для резки труб, содержащий разъемный пус, поворотные резцедержатели,с резцами, размещенные на приводной планшайбе с возможностью взаимодействия с механизмом подачи, ;дисковь й нож и механизм закрепления станка на обра- „ батываемой трубе f23.
Однако данный станок характериз ется большими габаритами и недостатточной надежностью .предохранения внутренней полости трубы от засорения стружкой, что снижает производитель- 25
нрсть работы.
Цель изобретения - повьваение производительности путем искхиочения возможности. за;сорения полости трубы и уменьшения габаритов станка. 30
Поставленная цель достигается тем, что переносной станок- для резки труб, содержащий разъемный корпус, поворот-.вые резцедержатели с резцами, Размеценные на щзиводной планшайбе с воз- 35 можностью взаимодействия с механизмом. подачи, дискооэый нож и механизм зад- ; репленйя на обрабатываемой трубе, снабжен кулачками настройки на глубину врезания резцов, закрепленными на AQ пла ншайбе, механиз.мЬм отключения и отвода резцов,связанным с механизмом подачи, упором, поворотным рычагом, смонтированньал на одном из резцедержателе.й и связанным с упором, при этом резцедержатели расположены на планшайбе таким образом, что центральные углы, образов.анные радиусами, . проведенными из центра обрабатываемой трубы и центра поворота резцедержателей, опирающимися на концй траектории50 вершины резца, равны между собой. .
Механизм отключения и отвода рез-, цов может быть выполнен в виде пружины, один конец которой закреплен на оси поворота резцодержателя, а вто- рой - на резцедержателе, поворотного коромысла, установленного на резцедержателе с возможностью Осевого перемещения и связанного с механизмом подачи,вращающейся оси с выступом,уста-60 новленной с возможностью взаимодействия с одним плечом коромысла, .и кулачком настройки I при этом второе гше-) чо коромысла связано с механизмом no-i дачи.65
Механизм крепления станка на обрабатываемой трубе выполнен в виде стального каната, обвитого пружиной, и нескольких кулачков, часть из которых установлена в половине корпуса с возможностью радиального перемещения, а другая часть закреплена жестко в другой половине корпуса, при этом подвижные кулачки имеют пазы, через которые пропущен канат, концы которого св.язаны с приводом перемещения.
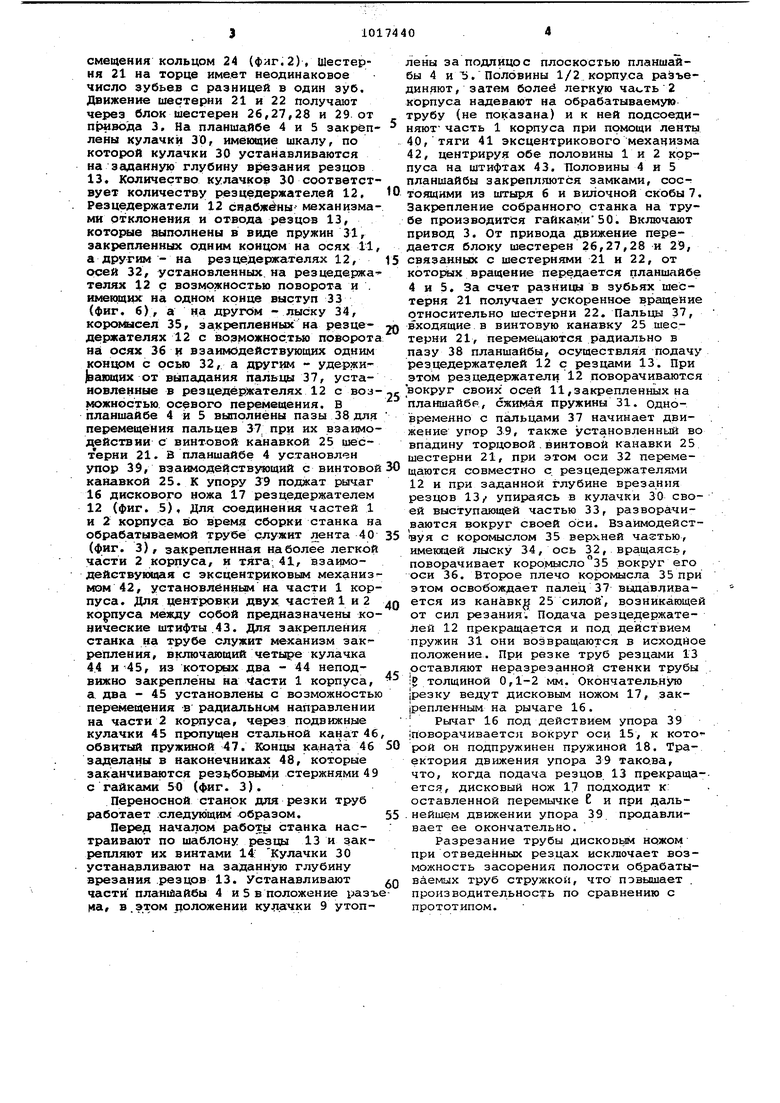
На фиг. 1 изображен станок, общий вид; на фиг. 2 - разрез А-А на фиг.1)
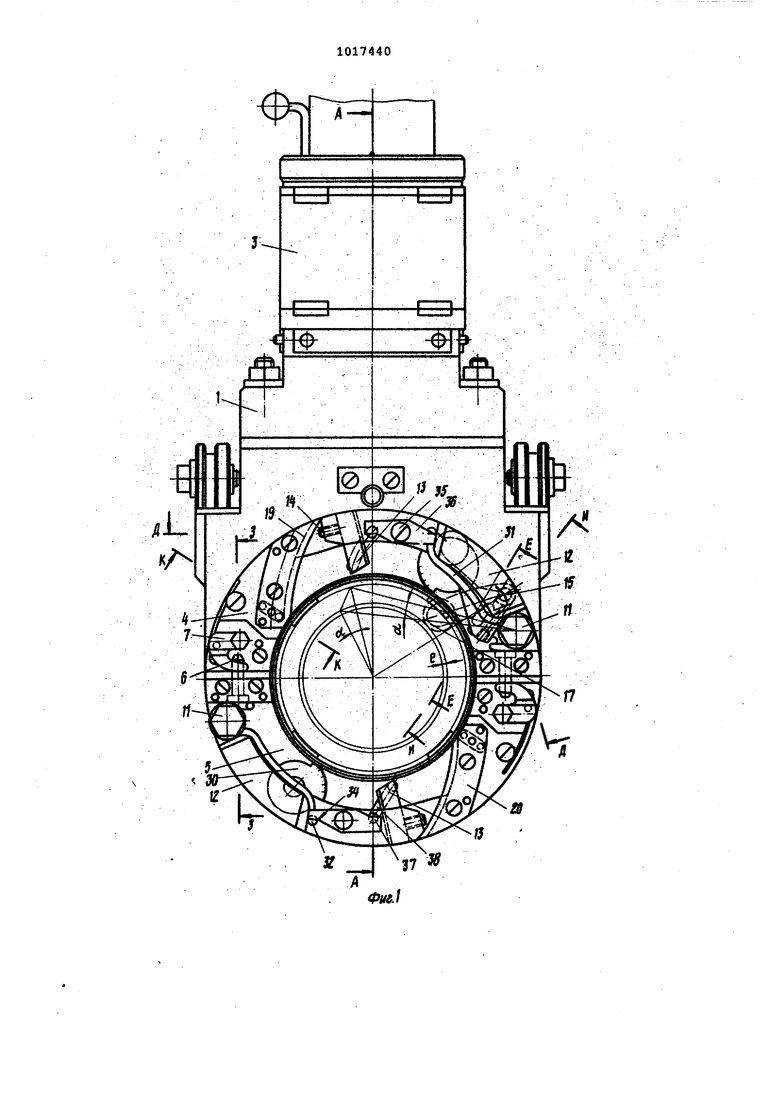
на фиг. 3,- вид Б на фиг. 2; на
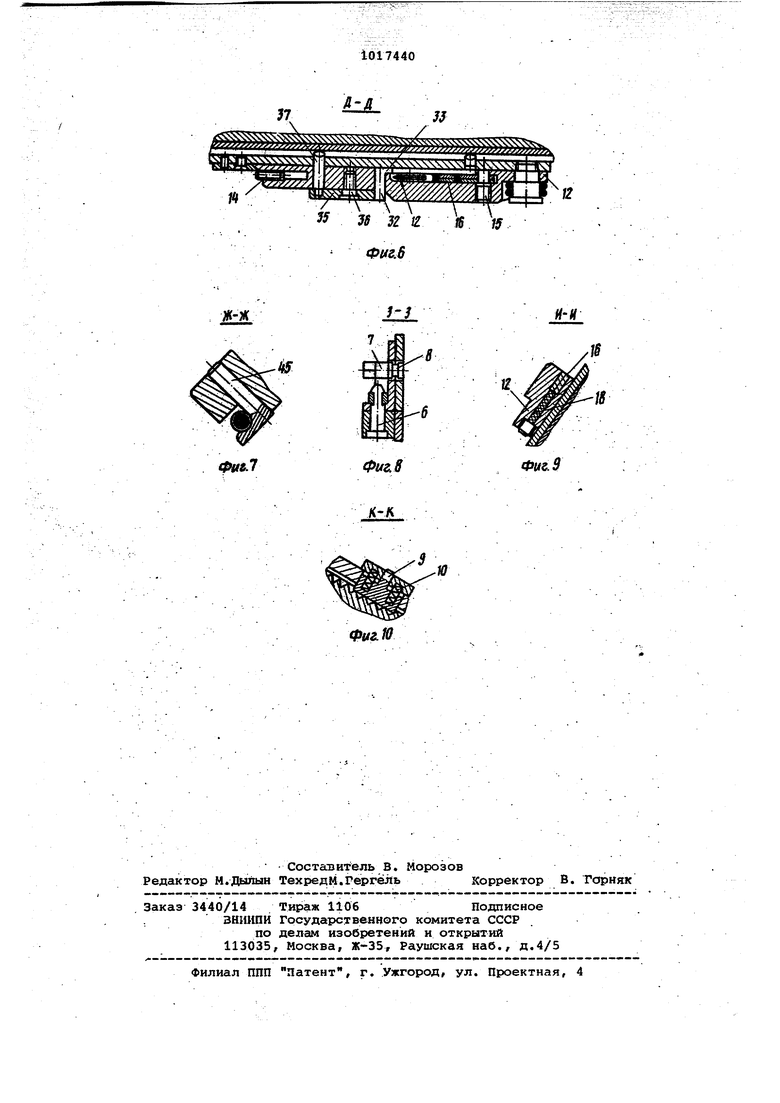
фиг. 4 .- вид В на фиг. 2. на фиг. 5 разрез Е-Е на фиг. Ij на фиг. 6 - разрез Д-д на фиг. ij на фиг, 7 - ра.зрез Ж-Ж на фиг. 3j на фиг. 8; - разрез 3-Э на фиг.1; на фиг. 9 - разрез И-И на фиг.1 на фиг. 10 - разрез К-К на фиг. 1.
Переносной станок для резки труб содержит раз ёмный корпус, состоящий из двух частей 1 и 2. На корпусе закреплён привод 3 вращения планшайбы, которая состоит из двух половин 4 и 5 И расположена внутри корпуса 1 и 2. Обе пОЮВИНы 4 и 5 планшайбы срадинены между собой ,зс1мками, состоящими из штыря 6 и БИЛОННОЙ скобы 7, закрепленной на пл.аншайб.е осью. 8 (фиг. 8). Положение разъема планшайбы 4 и 5 определяется кулачке 9, подпружиненным пружиной 10 (фиг, 10). На осях 11, закрепленных на планшайбе, установлэны с возможностью поворота резцедержатели 12, несуодие 13, закрепленные винтами 14. Для прорезания канавки шириной несколько больи ей чем толщина резца 13, число резцедер{жателей 12 должно быть не менее двух. Резцедержатели 12 расположены на планшайбе 4 и 5 таким образом, что центг ральные углы cL ,образованные радиусами, проведенными из центра обрабатываемой трубы (не показана) и центра осей 11 резцедержателей 12, опирающимися на концы траектории вершины резца 13, равны между собой (фиг. 1), На одном из резиседержателеЯ 12 на оси 15 установлен поворотньй рычаг 1.6 с дисковым ножом 17, предназначенным ДЛ9 окончательного разрезания трубы. В исходном положении дисковый нож 17 расположен под резцедержателем 12. ТРычаг 16 подпружинен пружиной 18 (фиг. 9) . Ка;ждый резцедержатель 12 заканчивается плоским участком 19, который служит дополнительной направляющей резцедержателей 2. Для прижатия участка 19 резцедержателя 12 к планшайбе 4 и 5 служат планки 20. Механизм подачи резцов 13, включает в себя разъемную шестерню 1, расположенную между планшайбой 4 и 5, и приводную шестерню 22, закрепленную на направляющей 23, смонтированной на корпусе и зафиксированной от осевого
смещения КОЛЬЦОМ 24 (фиг.2), Шестерня 21 на торце име.ет неодинаковое число зубьев с разницей в один зуб. Движение шестерни 21 и 22 получают через блок шестерен 26,27,28 и 29 от nJMiBOfla 3, На планшайбе 4 и 5 закреплены кулачки 30, имеющие шкалу, по которой кулачки 30 устанавливаются на заданную глубину врезания резцов 13. Количество кулачков 30 соответствует количеству резцедержателей 12, Резцедержатели 12 снабжены-- механизмами отклонения и отвода резцов 13, которые выполнены в виде пружин 31, закрепленных одним концом на осях 11, а другим - на резцедержателях 12, реей 32, установленных, на резцедержа телях 12 с возможностью поворота и имеющих на одном конце выступ 33 (фиг. 6), а на другом - лыску 34, 35, закрепленных на резцедержателях 12 с возможнос.тыо поворота на осях 36 и взаимодействующих одним концом с осью 32, а другим - удержиjbaiouiHX от выпадания пальцы 37, установлеиные в резцедёржателях 12 с возможностью. осевого перемещения, в планшайбе 4 и 5 выполнены пазы 38 для перемещения пальцев 37 при их взатлодействии с винтовой канавкой 25 шестерни 21. В планшайбе 4 установлен упор 39, взаимодеиствуэощий с винтовой канавкой 25. К упору 39 поджат рычаг 16 дискового ножа 17 резцедержателем 12 (фиг. 5), Для соединения частей 1 и 2 корпуса во время сборки станка на обрабатываемой трубе служит лента 40 (фиг. 3), закрепленная на более легкой части 2 корпуса, и тяга; 41, взаимодействукяцая с эксцентриковым механиз мом 42, установленным на части 1 корпуса. Для центровки двух частей и 2 корпуса между собой предназначены конические штифты.43. Для закрепления станка на трубе служит механизм закрепления, включающий четыре кулачка 44 и 45, из которых два - 44 неподвижно закреплены на Части 1 корпуса, а два - 45 установлены с возможностью перемещения в радиальном направлении на части 2 корпуса, через подвижные кулачки 45 пропущен стальной канат 46 обвитый пружиной 47. Юонщ: ка;ната 46 Зсщелаиы в наконечниках 48, которые заканчиваются резьбовыми стержнями 4 9 с гайками 50 (фиг. 3).
Переносной станок для резки труб работает .следук)щим образом.
Перед началом работы станка настраивсиот по шаблону резцы 13 и закрепляют их винтами 14: Кулачки 30 устанавливают на заданную глубину врезания резцов 13. Устанавливают части планшайбы 4 и 5 в положение разъиа, в .этом положении кул.ачки 9 утоплены за подлицос плоскостью планшайбы 4 и 5. Половины 1/2 корпуса разъединяют, затем более легкую 2 корпуса надевают на обрабатываемуютрубу (не показана) и к ней подсоединяют часть 1 корпуса при помощи ленть 40, тяги 41 эксцентрикового механизма 42, центрируя обе половины 1 и 2 корпуса на штифтах 43. Половины 4 и 5 планшайбы закрепляются замками, сос-т тоящими из штыря 6 и вилочной скобы 7. Закрепление собранного станка на трубе производится гайками50. Включают привод 3. От привода движение передается блоку шестерен 26,27,28 и 29, связанных с шестернями 21 я 22, от KOTOE jx вращение передается планшайбе 4 и 5. За счет разницы в зубьях шестерня 21 получает ускоренное вращение относительно шестерни 22. Пальцы 37, входящие в винтовую канавку 25 шестерни 21, перемецаются радиально в пазу 38 планшайбы, осуществляя подачу резцедержателей 12 с резцами 13. При этом резцедержатели 12 поворачиваются вокруг своих осей 11, закрепленных на планшайбр, сжимая пружины 31. одновременно с пальцами 37 начинает движение упор 39, также установленный во впадину торцовой,винтовой канавки 25 шестерни 21, при этом оси 32 перемещаются совместно с резцедержателями 12 и при заданной глубине врезания резцов 13/ упираясь в кулачки 30 своей выступающей частью 33, разворачиваются вокруг своей оси. Взаимодействуя с коромыслом 35 верхней чагтью, имекхцей лыску 34, ось 32, вращаясь, поворачивает коромысло 35 вокруг его оси 36. Второе плечо коромысла 35 при этом освобождает палец 37 выдавливается из канавку 25 силой , возникающей от сил резания. Подача резцедержателей 12 прекращается и под де1аствием пружин 31 они возвращаются в исходное положение. При резке труб резцами 13 оставляют неразрезанной стенки трубы IP толщиной 0,1-2 мм. Окончательную |резку ведут дисковым ножом 17, зак|репленным на рычаге 16. : Рычаг 16 под действием упора 39 споворачиваетсл вокруг оси 15, к которой он подпружинен пружиной 18. Траектория движения упора 39 такова, что, когда подача резцов 13 прекращается, дисковый нож 17 подходит к: оставленной перемычке Е и при даль. нейшем движении упора 39. продавливает ее окончательно.
Разрезание трубы дископым ножом при отведенных резцах исключает возможность засорения полости обрабатываемых труб стружкой, что повышает . производительность по сравнению с прототипом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Переносной станок | 1975 |
|
SU550244A1 |
| ПЕРЕНОСНОЙ СТАНОК ДЛЯ РЕЗКИ ТРУБ | 1989 |
|
RU2025225C1 |
| Переносной станок для резки труб | 1989 |
|
SU1669644A2 |
| Переносной станок для резки труб | 1976 |
|
SU573270A1 |
| Устройство для удаления дефектов кольцевых сварных швов | 1985 |
|
SU1299712A1 |
| Переносной станок для резки труб | 1985 |
|
SU1284702A1 |
| Переносной станок для обработки кольцевых кромок | 1978 |
|
SU753543A1 |
| Переносной станок для резки труб | 1983 |
|
SU1144807A1 |
| Переносной станок для обработки торцов труб | 1974 |
|
SU503638A1 |
| Переносный станок для обработки кромок | 1979 |
|
SU863197A1 |

/:d
,47
Т И
Фиг.З виде поверну (ПО -.
LJ
-JK
ti-H
Фиг. 9
Фиг. 8
