На всех паропроводах бумагоделательных машин, во избежание влияния действующих усилий на сальник от температурных расширений, применяются гибкие весьма чувствительные компенсаторы, воспринимающие усилия не только в вертикальном направлении, но и под углом.
До настоящего времени указанные компенсаторы заменялись резиновыми шлангами, которые не давали надлежащего эффекта в отношении гибкости, а также в короткий срок выходили из строя. Металлические же гофрированные компенсаторы не изготовлялись Б нашей промышленности, а привозились, как правило, из-за границы.
Попытка применения гибких металлических шлангов, изготовляемых из полосы, не дала также положительных результатов в виду их жесткости, короткого срока службы и требуемой плотности.
Полностью соответствуют предъявляемым требованиям в качестве компенсаторов трубы, гофрированные в осево.м направлении, изготовляемые разными способами.
Известен способ выдавливания волнистых трубок на разъемной фасонной оправке как гидравлическим давлением, так и механически посредством ролика.
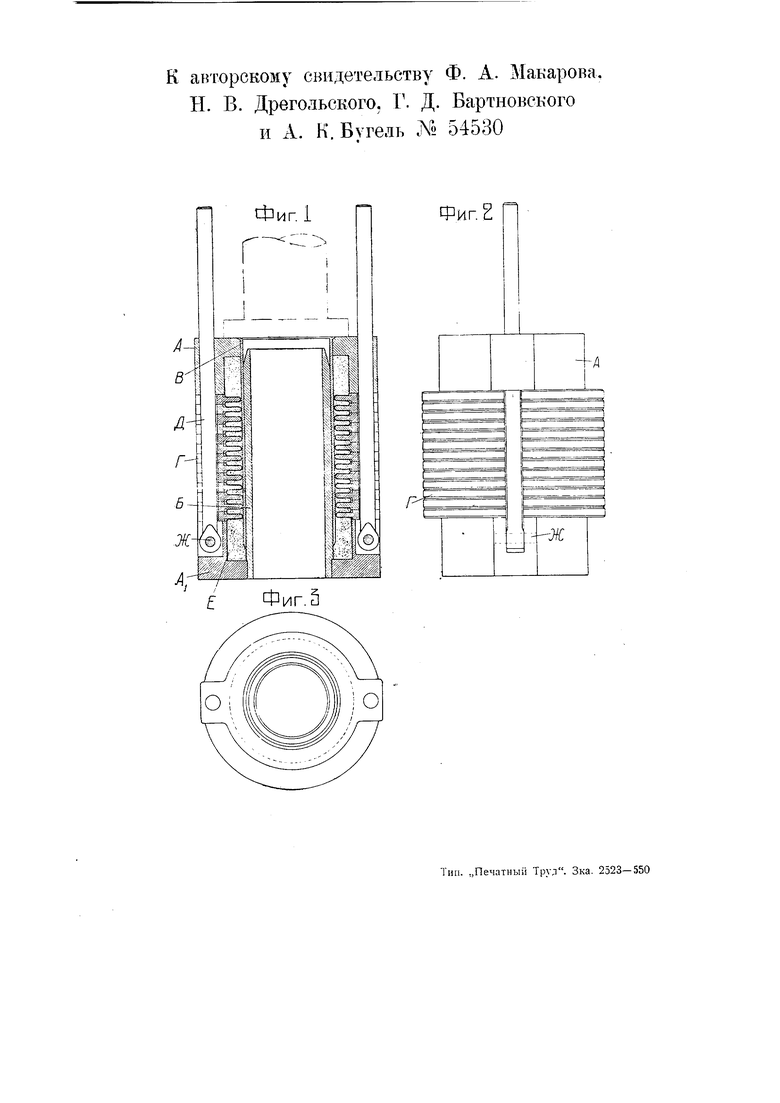
В предлагаемом устройстве для сжатия гофрированных труб в осевом направлении, при помощи фасонной разъемной оправки, применена оправка, снабженная сердечником, состоящим из двух концентрично расположенных труб, прикрепленных одна к основанию оправки, а другая - к нажимному кольцу, и предназначенным для уплотнения набивки.
Па чертеже фиг. 1 представляет общий вид оправки в вертикальном разрезе; фиг. 2-боковой вид ее фиг. 3 представляет вид оправки в плане.
Рифление трубы производится на токарном станке, в супорте которого, закрепляется давильный ролик. Труба надевается на разъемнхю фасонную оправку, внешняя цилиндрическая поверхность которой снабжена кольцевыми выемка.ми, размер которых соответствует размеру гофров. Труба закрепляется оправкой в центрах ток авторскому свидетельству Ф. А. Макарова.
Н. В. Дрегольского. Г. Д. Бартновского
и А. К. Бугель Х« 54530
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИНЗОВОГО КОМПЕНСАТОРА ТЕМПЕРАТУРНЫХ УДЛИНЕНИЙ ТЕПЛООБМЕННЫХ АППАРАТОВ | 2022 |
|
RU2791559C1 |
| Станок для рассверливания отверстий в фарфоровых чайниках | 1928 |
|
SU13585A1 |
| Способ изготовления фасонных резцов для зуборезных фрез | 1921 |
|
SU318A1 |
| Станок для газопрессовой сварки | 1951 |
|
SU93074A1 |
| Способ изготовления гофрированных трубок | 1976 |
|
SU674342A1 |
| НЕЙТРАЛИЗАТОР-ГЛУШИТЕЛЬ | 2003 |
|
RU2249707C1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ОБЕЧАЕК | 1996 |
|
RU2121406C1 |
| ЛОПАТА | 2013 |
|
RU2538380C2 |
| Машина для намотки тесьмы заданной длины в мотки | 1959 |
|
SU129626A1 |
| СУПЕРЛОПАТА С МЕТАЛЛИЧЕСКИМ ЧЕРЕНКОМ ИЗ ТРУБЫ КВАДРАТНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ И ПОЛОТНО ЛОПАТЫ | 2012 |
|
RU2528471C2 |
Фиг. 1
Фиг. 2
(УЩ
т
Фиг.З
