1
Изобретение относится к установкам для обработки изделий, например для склеивания фрикционной накладки с тормозной колодкой.
Известна установка для обработки изделий по авт. свид. № 520257, содержащая устройство для опрессовки соединяемых изделий, включающее в себя корпус сегментной формы, камеру с эластичной диафрагмой и с вмонтированным в нее клапаном для подачи и спуска воздуха и замковое устройство.
Недостаток известного устройства заключается в том, что оно не позволяет отделить некачественно склеенное изделие от качественного, так как все изделия автоматически выгружаются в общую тару, а затем сортируются.
Для обеспечения автоматизации процесса сортировки изделий предлагаемая установка содержит пневмоцилиндр и копир, а контрольное устройство содержит электропреобразователь, связанный с пиевмоцилиндром, шток поршня которого соединен с щарнирно закрепленным на основании копиром, взаимодействующим с замком опрессовочного устройства.
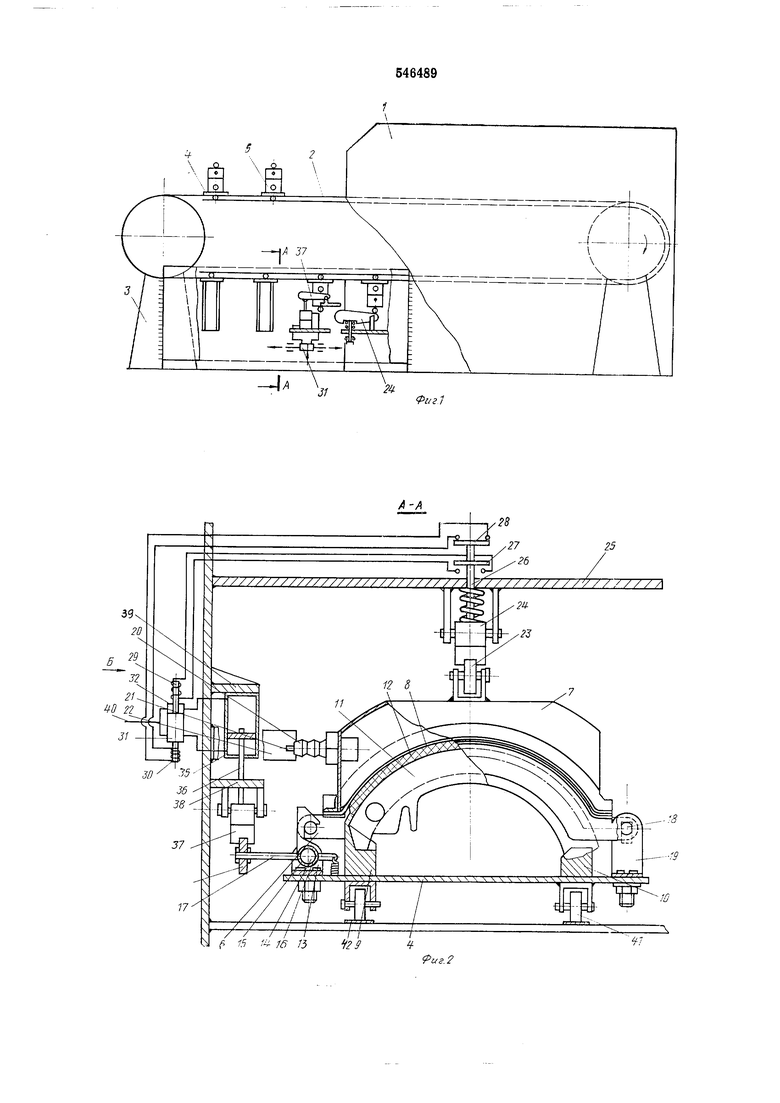
На фиг. 1-3 показана описываемая установка, содержащая печь 1 для полимеризации и частично встроенный в нее замкнутый цепной конвейер 2, смонтированные на общем основании 3. На пластинах 4 конвейера установлены опрессовочные устройства 5, включающие корпус сегментной формы, выполненный в виде рамы 6, укрепленную на раме камеру 7 с эластичной диафрагмой 8, приливы 9 н 10 на пластине 4 для размещения в них тормозной колодки 11 и фрикционной накладки 12. На пластине жестко закреплена стойка 13 с осью 14, на которой щарнирно укреплено замковое устройство, содержащее крюк 15, жестко связанный с втулкой 16. К втулке жестко
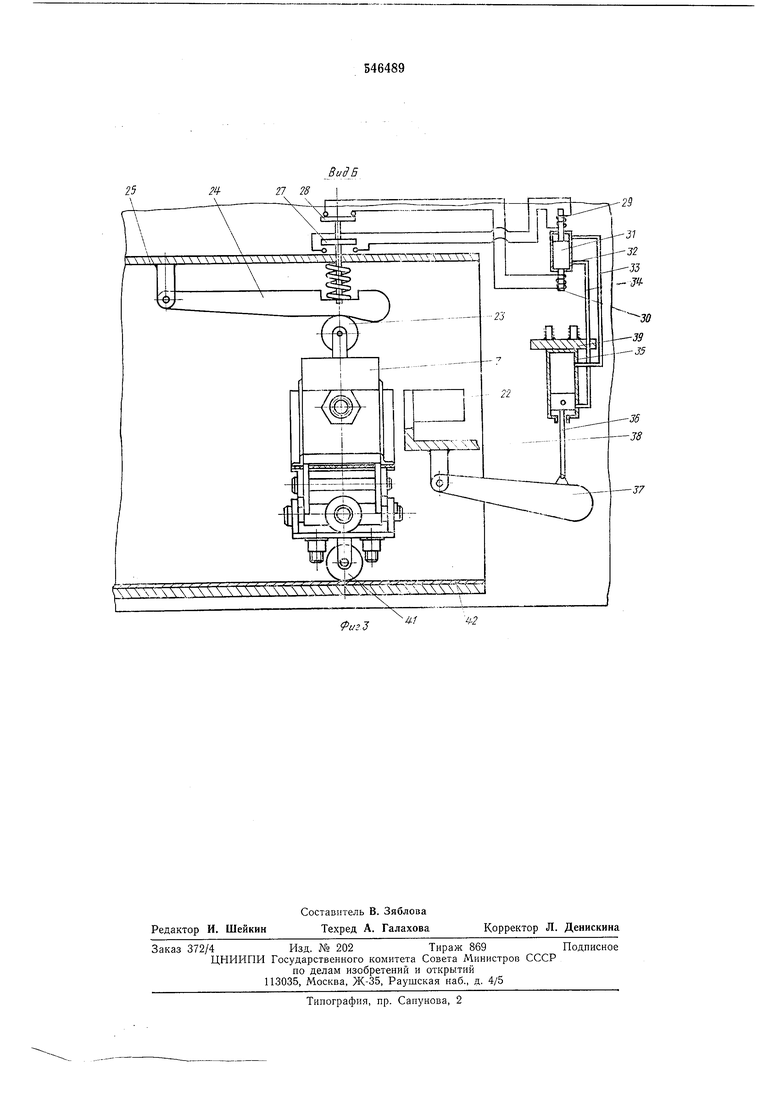
нрикренлен подпружиненный рычаг 17, снабженный роликом. Рама 6 и расположенная на ней камера 7 щарнирно закреплены на оси 18 стойки 19, связанной с пластиной 4. Камера 7 снабжена пневматическим клапаном 20 с удлинейным щтоком 21, взаимодействующим с копиром 22, установленным на основании 3. На камере установлен ролик 23, взаимодействующий с копиром 24 передачи давления, щарнирно закрепленным на кронщтейне 25
основания 3. Копир воздействует на подпружиненный упор 26 с электроконтактным н пластинами 27 и 28. Электроконтакты 27 и 28 связаны с электромагнитами 29 и 30 золотника 31 воздухораспределителя 32, который через
трубопроводы 33 и 34 связан с пневмоцилиндром 35, шток 36 порщня которого подвижно соединен с копиром 37, закрепленным на кронштейне 38 основания 3. Пневмоцилиндр 35 установлен на кронштейне 39 основания 3
и связан с воздушной магистралью 40. Корпус
и камера установлены на ролики 42, перемещаемые по направляющей 42, расположенной по ходу конвейера.
На позицию установки изделия опрессовочное устройство поступает с откидной рамой. После укладки склеиваемых изделий устройство запирают. Процесс укладки изделий производят на движущемся конвейере. Из магистрали в камеру через клапан подают сжатый воздух, который прижимает фрикционную накладку к тормозной колодке с усилием 4,5- 5,0 кг/см. При достижении необходимого давления подачу воздуха в камеру прекращают и клапан запирает ее. Оирессовочное устройство поступает в печь полимеризации. Затем из печи опрессовочные устройства поступают со склеенными изделиями на позицию разборки и выгрузки. В процессе эксплуатации возможно нарушение герметизации камеры, следовательно в ней не будет создано необходимое усилие прижима, а это нарушит технологический процесс, и качество склеивания будет неудовлетворительным. Па выходе из печи перед участком разгрузки установлен пост контроля усилия нрижима. При этом опрессовочиое устройство нижними роликами 41 движется по направляющей 42, а верхний ролик 23 перемещается по копиру 25, который начинает воздействовать на подпружиненный упор 26.
В случае наличия необходимого давления в камере 7 замыкается контактная пластина 28, и электрический импульс поступает на электромагнит 29. В результате втягивается сердечник, являющийся частью золотника 31, и открывается доступ воздуха из магистрали 40 по трубопроводу 33 в верхнюю полость цилиндра 35, и шток поршня 36 перемещается вниз, опуская копир 37 в положение для разгрузки опрессовочного устройства 5. При дальнейшем движении ролик 23 сходит с копира 24, а копир 22 воздействует на шток 21 клапана 20, в результате чего воздух из камеры 7 сбрасывается в атмосферу. При дальнейшем перемещении опрессовочное устройство 5 роликом рычага 17 наезжает на копир 37,
и устройство открывается, т. е. откидывается крюк 15, и камера открывается под собственным весом (откидывается относительно оси 18). При этом склеенные изделия падают на транспортирующее устройство (на чертеже не показано). Далее цикл повторяется.
В случае, если давление в камере упало или отсутствует, то ролик 23 не преодолевает усилие подпружиненного электроконтакта, и контактиая пластина 27 замыкается. Электрический импульс поступает на электромагнит 30. Он втягивает сердечник золотника 31 воздухораспределителя 32. При этом воздух из магистрали по трубопроводу 34 поступает в нижнюю полость пневмоцилиндра 35, и его поршень 36 движется вверх, поднимая конец копира 37. Затем ироисходит стравливание воздуха из камеры, как оиисаио выше. При прохождении оирессовочного устройства 5 мимо
копира 37, конец которого поднят, ролик рычага 17 проходит мимо копира 37, не взаимодействуя с ннм. Опрессовочное устройство остается закрытым, так как камера удерживается крюком замкового устройства. В этом случае опрессовочное устройство поступает на позицию установки склеиваемых изделий в закрытом положении. Онератор снимает с конвейера вышедшее из строя устройство вместе с бракованными изделиями. Изделия поступают в брак, а опрессовочное устройство- в ремонт. Предложенная установка позволяет автоматически отделить годные изделия от бракованных.
Формула нзобретения
Установка для обработки изделий по авт. свид. № 520257, отличающаяся тем, что, с целью обеспечения автоматизации процесса сортировки изделий, она содержит пневмоцилиндр и копир, а контрольное устройство содержит электропреобразователь, связанный с пневмоцилиндром, шток поршня которого соединен с шарнирно закрепленным на основанин копиром, взаимодействующим с замком
опрессовочного устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Спутник для автоматических линий | 1978 |
|
SU804348A1 |
| Устройство для наложения заготовки верха резиновой клееной обуви | 1985 |
|
SU1358916A1 |
| УСТРОЙСТВО для ФОРМОВАНИЯ ИЗДЕЛИЙ из ПЕНОПОЛИСТИРОЛА | 1973 |
|
SU380465A1 |
| Устройство для перестановки изделий | 1986 |
|
SU1348271A1 |
| Установка для обработки изделий | 1974 |
|
SU520257A1 |
| МАШИНА ДЛЯ КОНТРОЛЯ ГЕРМЕТИЧНОСТИ ТАРЫ | 1969 |
|
SU244677A1 |
| Устройство для удаления облоя | 1986 |
|
SU1362640A2 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ В ПРОЦЕССЕ ИХ ТРАНСПОРТИРОВАНИЯ | 1972 |
|
SU355989A1 |
| ВОЛОЧИЛЬНАЯ ТЕЛЕЖКА | 1971 |
|
SU305936A1 |
| Устройство для сварки деталей из термопластов | 1980 |
|
SU887225A1 |