1
Известно устройство для формования изделий из пенополистирола, состоящее из поворотного кольца с золотниковыми формами, и пластинчатым поджимным механизмом и расположенных по траектории перемещеш-ия форм загрузочного механизма, нагревательной камеры, механизма выталкивания изделий и системы копиров, управляющих раскрытием форм, перемещением затворов нагревательной камеры и пластины поджимного механизма.
Предлагаемое устройство отличается от известного тем, что, с целью повыщения надежности: в работе и упрощения смены форм, зоЛОТН1ИКИ форм жестко связаны с пластиной поджимного механизма, а механизм выталкивания изделий снабжен пиевмоцилиндром с плавающим поршнем, периодически взаимодействующим с торцами ЗОЛОТН1ИКОВ.
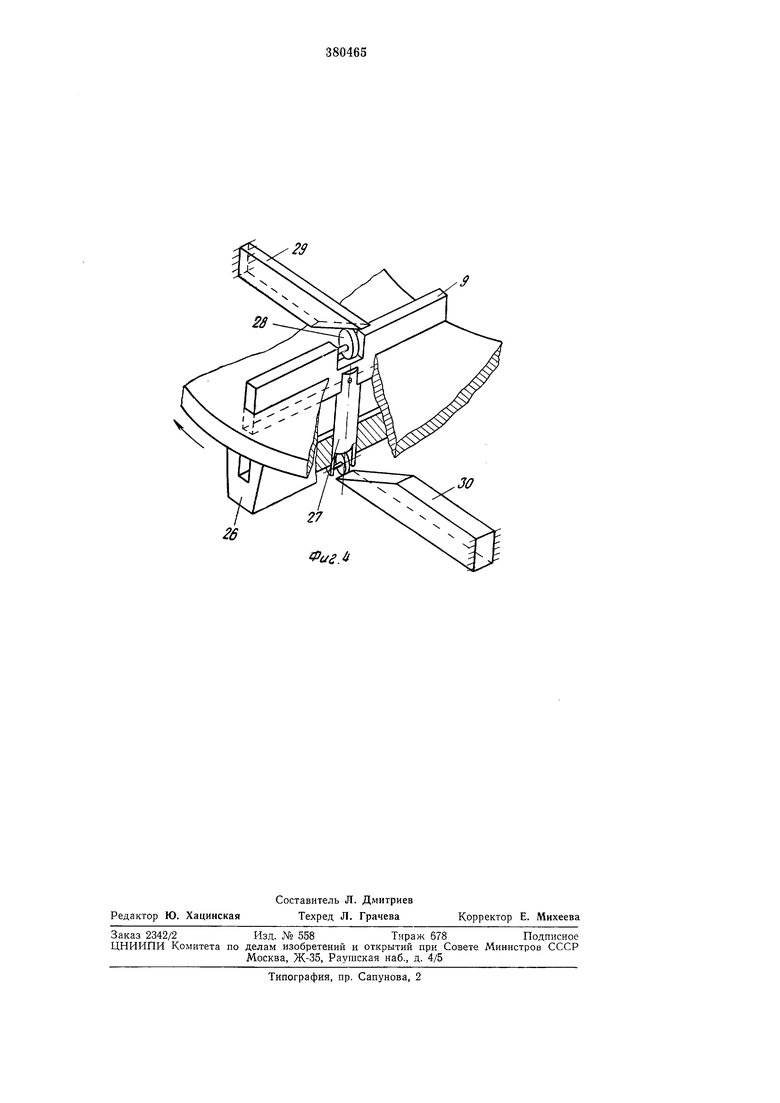
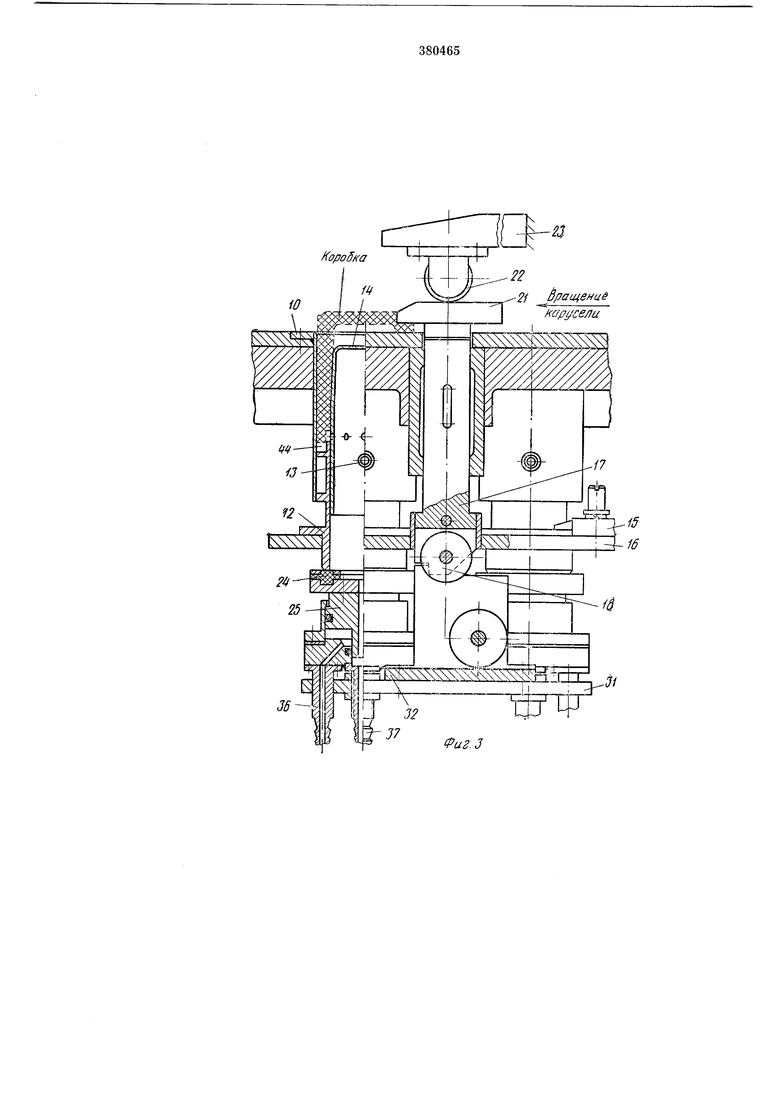
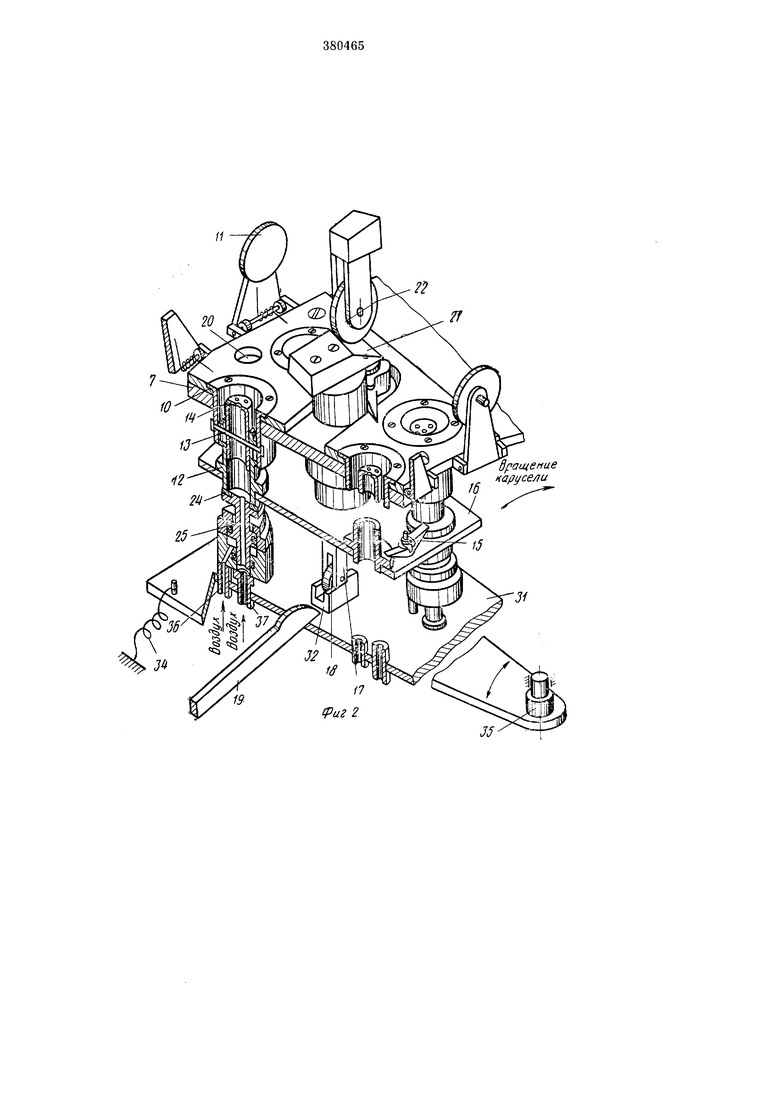
На фиг. 1 показано предлагаемое устройство, общий вид; на фиг. 2 - механизм выгрузки с формами; на фиг. 3 - то же, разрез; на фиг. 4 - затвор со штоком и роликами.
Устройство содержит нагревательную камеру 1, обогреваемую паром, поступающим через отверстия днища и крышки 2 камеры. По концам обогреваемой камеры установлены водяные шлюзы 5 и 4, внутренние стенки которых имеют отверстия 5 для истечения воды. Вращающееся от зубчатого колеса 5 плоское
кольцо 7 на роликовых опорах 8 частично расположено в обогреваемой камере /. Между вертикальными затворами 9 на кольце 7 установлены формы, состоящие из корпуса 10, крышки и и подвижного днища, выполненного в виде золотника 12. В корпусе 10 осью 13 жестко закреплен пуансон 14. Байоиеты 15 прил имают золотник 12 к пластине 16 подл-симного устройства, шток 17 которого опирается роликом 18 на копир 19, расположенный в камере /.
На каждой пластине 16 расположены четыре байонета 15, каждый ие которых прижимает одновременно два золотника 12. Отверстия 20 ;в плите фчрм и кольце предусмотрены для прохода специального ключа, с помощью которого производится управление байонетами при установке или снятии форм.
На верхием конце штока 17 закреплен копир 21, взаимодействующий с роликом 22 кулака 23 в момент отрыва золотников от оформованных изделий И1 посадки золотников на уплотнительные резиновые кольца 24 поршней пневмоцилиндра 25. Затворы, предназначенные для уменьшения утечки пара из камеры 1 и получения необходимой температуры в ее зоне нагрева, выполнены в виде нижней неподвижной 26 и верхней подвижной 9 пластив.
Обе пластины имеют конфигурацию, соответствующую форме внутреннего сечения камеры /.
Подвижные пластины 9 снабжены штоками 27, на концах которых закреплены ролики 28, взаимодействующие с копиром 29 вне зоны нагрева и с копиром 30 в зоне вагрева камеры 1.
Механизм выгрузки изделий из форм содержит смонтированные на водите 31 пневмоцилиндры 25, предназначенные для уплотнения нижней кромки золотника 12 во время подачи воздуха, упор 32 для захвата штока 17 поджимного устройства и кронштейн, поддерживаюший лотки 33. Водило 31 связано с камерой / пружиной 34, ось водила совпадает с осью 35 враш,ения карусели.
К корпусу пневмоцилиндра 25 подведены штуцеры 36 И1 37. Через первый подается воздух для перемеш,ения поршня, уплотняюш,его нижнюю кромку золотника 12, а через второй - для выгрузки изделия.
Механизм смазки форм состоит из вертикальных и горизонтальных пульверизаторов 38, через которые с помош,ью воздуха подается смазываюшая жидкость в формы.
Механизм загрузки 39 форм гран1улами вспененного пенополистирола содержит дозатор, состояший из подпружиненных к диску кольца 7 стаканов 40. Закрытие крышек 11 осуществляется копирами 41, а удерживание их в закрытом состоянии байонетами 42, поворот которых осуществляется неподвижными упорами 43.
Агрегат работает следующим образом.
Кольцо 7 вращается от привода непрерывно.
В момент совмещения выходного отверстия дозатора с формами происходит их заполнение гранулами вспененного пенополистирола. При дальнейшем вращении поток гранул отсекается диском кольца, а копир 41, воздействуя на крыщки 11, закрывает их и в этом состоянии они удерживаются байонетами 42, поворот которых осуществляется воздействием на них упора 43. После прохода формами шлюза 4 пластины 9 под действием копира 30 поднимаются И1 вместе с пластиной 26 кольца 7 перекрывают камеру нагрева. Проходя шлюз 4, формы подогреваются горячей водой, вытекающей через отверстия стенок шлюза, причем вода одновременно конденсирует прорвавшийся из камеры пар. Поджимное устройство 16 под действием копира 19 поднимает золотники 12, которые подпрессовывают гранулы пенюполистирола в формах.
При прохождении формами зоны нагрева камеры 1 происходит спекание гранул в иеделие. Далее, проходя щлюз 3, формы с изделием охлаждаются холодной водой до температуры, необходимой для прекращения роста гранул в изделии. При дальнейшем вращении карусели затворы опускаются в пазы, байонет 42 поворачивается от взаимодействия с неподвижным упором 23, тем самым освобождаются и поднимаются крышки //.
Поджимное устройство под действием копира 19 поднимает золотники 12, которые отрывают готовое изделие от корпуса формы 10 и пуансона 14. Далее иоджимное устройство с
жестко закрепленными с ним золотниками 12 под действием кулака 23 падает вниз и устанавливается золотниками на резиновые, кольца 24 плавающего порщня 25 пневмоцилиндра. Между изделием и золотником 12 образуется воздущная полость 44.
При подаче воздуха в штуцер 36 порщень прижимает резиновое кольцо 24 к нижней кромке золотника 12. Одновременно подаваемый в штуцер 37 воздух, проходя через отверстие 45 в пуансоне 14, открывающееся при движении золотников 12 вниз, попадая в полость 44 даввт на торец изделия и выбрасывает его по лоткам 34 в приемную тару. При дальнейшем повороте кольца поджимное устройство своим роликом 18 заходит на копир 19 и поднимается вместе с золотниками вверх, освобождая пневмоцилиндры. Водило 31 возвращается в исходное положение. Форма смазывается опрыскиванием из пульверизаторов, и далее весь цикл повторяется.
Предмет изобретения
Устройство для формования изделий из пенополистирола, состоящее из поворотного
кольца с золотниковыми формами и пластинчатым поджимным механизмом и расположенных вокруг кольца загрузочного механизма, нагревательной камеры с затворами, механизма выталкивання изделий и системы копиров,
управляющих раскрытием форм, перемещением затворов нагревательной камеры и пластины поджимного механизма, отличающееся тем, что, с целью повышения надежности в работе и упрощения смены форм, золотники
форм жестко связаны с пластиной поджимного механизма, а механизм выталкивания ивделий снабжен пневмоцилиндром с плавающим поршнем, периодически взаимодействующим с торцами золотников.
29
26
Фиг.
| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПЕНОПОЛИСТИРОЛА | 1968 |
|
SU212511A1 |
| МАШИНА ДЛЯ КОНТРОЛЯ ГЕРМЕТИЧНОСТИ ТАРЫ | 1969 |
|
SU244677A1 |
| Установка для изготовления изделий из пенопласта | 1976 |
|
SU722775A1 |
| УСТАНОВКА ДЛЯ ПРИГОТОВЛЕНИЯ МАЛОВЯЗКИХ ВЗРЫВЧАТЫХ СМЕСЕЙ И ЗАЛИВКИ ИМИ БОЕПРИПАСОВ БЕСКУСКОВЫМ ИЛИ ВАКУУМ-КУСКОВЫМ СПОСОБАМИ | 1966 |
|
SU1841114A1 |
| Термопресс-автомат для изготовления трубчатых полимерных фильтров | 1988 |
|
SU1523387A1 |
| Устройство для наполнения банок | 2022 |
|
RU2793984C1 |
| Устройство для извлечения изделий из форм | 1975 |
|
SU528215A1 |
| Установка литья под низким давлением | 1978 |
|
SU789233A1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ПЛАСТИКОВЫХ КОНТЕЙНЕРОВ | 2011 |
|
RU2556674C2 |
| СПОСОБ ФОРМОВАНИЯ ИЗДЕЛИЯ СТУПЕНЧАТОЙ ФОРМЫ ИЗ ТРУБЧАТОЙ ЗАГОТОВКИ ЦЕЛЛЮЛОЗНО-ПИРОКСИЛИНОВОГО ПОЛОТНА, ПРОПИТАННОГО ТРОТИЛОМ, И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2126321C1 |

Составитель Л. Дмитриев
Редактор Ю. Хацинская Техред Л. Грачева Заказ 2342/2 ЦНИИПИ Комитета по
Корректор Е. Михеева Изд. № 558Тираж 678Подписное делам изобретений и открытий при Совете Министров СССР Москва, Ж-35, Раушская наб., д. 4/5 Типография, пр. Сапунова, 2
/ opoS/(a
23
J/
13ТФ
Фи2.3
//
