1
Изобретение относится к станкостроению.
Известен спутник для автоматических линий, содержащий основание с базовыми элементами и механизм прижима детали { .
Недостаток этого спутника - он не обеспечивает стабильного регулируемого усилия прижима.
Цель изобретения - обеспечение стабильного регулируемого усилия прижима.
Поставленная цель достигается тем что механизм прижима детали выполнен в виде пневматической камеры с гиб- кой рабочей частью с запирающим клаг паном и с клапаном для обеспечения сброса удлиненным золотником, причем камера соединена с основанием посредством шарнира и введенного в спутник замка, снабженного автоматическим управляемым звеном.
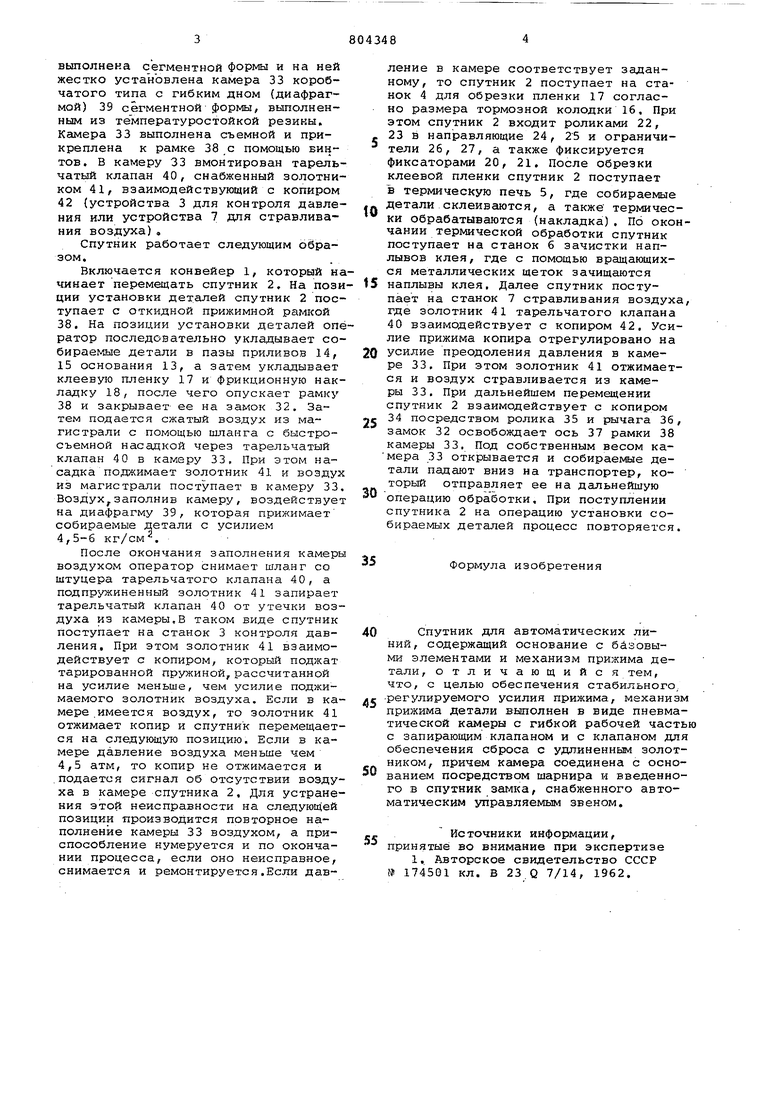
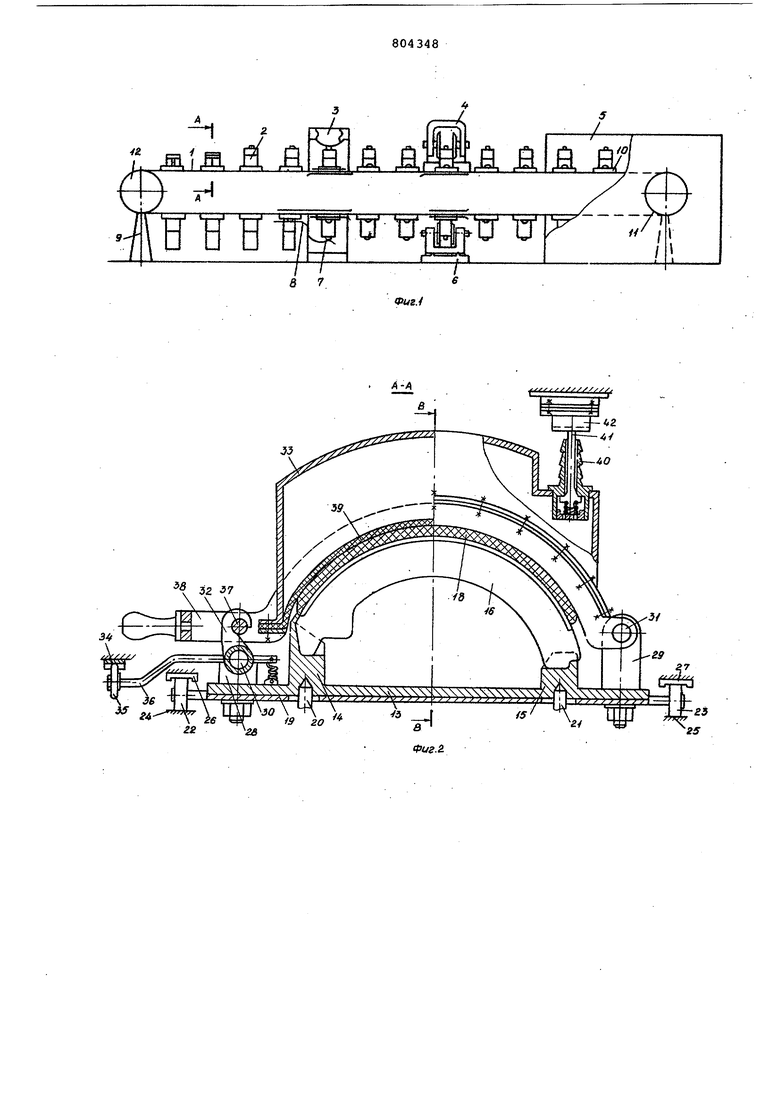
На фиг. 1 изображена автоматическая линия, общий вид; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 разрез В-В на фиг. 2,
Спутник устанавливается в автоматических линиях, выполненных в виде непрерывно движущегося между сбрабатыванлцими агрегатами шагового конвейера 1 с жестко закрепленными спутниками 2 и станка 3 контроля давления, станка 4 обрезки пленки, термической печи 5, станка 6 зачистки наплывов клея, станка 7 стравливания воздуха и устройства 8 разгрузки.
Конвейер 1 содержит раму 9, цепь с пластинами 10, натяжной и приводной барабаны 11, 12. Спутник 2 со0держит основание 13, представляющее пластину с приливами 14, 15, в которых вгзтолнены пазы для установки базовой детали тормозной колодки 16, клеевой пленки 17 и фторопластовой
5 накладки 18. Основание 13 жестко крепится к пластинам 19 шагового цепного конвейера 1 и на позициях обработки ориентируется двумя фиксаторами 20 и 21. Ролики 22, 23 цепного
0 :конвейера взаимодействуют с направляющими 24, 25 и ограничителями 26, 27. На основании 13 закреплены стойки 28 и 29 с осями 30 и 31,на которых шарнирно установлены замок 32 и ка5мера 33. Замок 32 на позиции разгрузки взаимодействует с копиром 34 посредством ролика 35, сидящего на подпружиненном рычаге 36 и одновременно освобождает ось 37, установленную на рашс 38 камеры 33. Рамка 38
0
выполнена сегментной формы и на ней жестко установлена камера 33 коробчатого типа с гибким дном (диафрагмой) 39 сегментной формы, выполненным из температуростойкой резикы. Камера 33 выполнена съемной и прикреплена к рамке 38 с помощью винтов. В камеру 33 вмонтирован тарельчатый клапан 40, снабженный золотником 41, взаимодействующий с копиром 42 (устройства 3 для контроля давления или устройства 7 для стравливания воздуха),
Спутник работает следующим образом.
Включается конвейер 1, который начинает перемещать спутник 2. На позиции установки деталей спутник 2 поступает с откидной прижимной рашсой 38. На позиции установки деталей оператор последовательно укладывает собираемые детали в пазы приливов 14, 15 основания 13, а затем укладывает клеевую пленку 17 и фрикционную накладку 18, после чего опускает рамку 38 и закрывает ее на замок 32. Затем подается сжатый воздух из магистрали с помощью шланга с быстросъемной насадкой через тарельчатый клапан 40 в камеру 33, При этом насадка поджимает золотник 41 и воздух из магистрсши поступает в камеру 33. Воздух заполнив камеру, воздействует на диафрагму 39, которая прижимает собираемые детали с усилием 4,5-6 кг/см.
После окончания заполнения камеры воздухом оператор снимает шланг со штуцера тарельчатого клапана 40, а подпружиненный золотник 41 запирает тарельчатый клапан 40 от утечки воздуха из камеры,В таком виде спутник поступает на станок 3 контроля давления. При этом золотник 41 взаимодействует с копиром, который поджат тарированной пружиной, рассчитанной на усилие меньше, чем усилие поджимаемого золотник воздуха. Если в камере .имеется воздух, то золотник 41 отжимает копир и спутник перемещается на следующую позицию. Если в камере давление воздуха меньше чем 4,5 атм, то копир не отжимается и .подается сигнал об отсутствии воздуха в камере спутника 2, Для устранения этой неисправности на следующей позиции производится повторное наполнение камеры 33 воздухом, а приспособление нумеруется и по окончании процесса, если оно неисправное, снимается и ремонтируется.Если давление в камере соответствует заданному, то спутник 2 поступает на станок 4 для обрезки пленки 17 согласно размера тормозной колодки 16. При этом спутник 2 входит роликами 22, 23 в направляющие 24, 25 и ограничители 26, 27, а также фиксируется фиксаторами 20, 21. После обрезки клеевой пленки спутник 2 поступает в термическую печь 5, где собираемые
детали склеивгиотся, а также термически обрабатываются (накладка). По окончании термической обработки СПУТНИК поступает на станок б зачистки наплывой клея, где с помощью вращающихся металлических щеток зачищаются
наплывы клея. Далее спутник поступает на станок 7 стравливания воздуха, где золотник 41 тарельчатого клапана 40 взаимодействует с копиром 42. Усилие прижима копира отрегулировано на
усилие преодоления давления в камере 33. При этом золотник 41 отжимается и воздух стравливается из камеры 33, При дальнейшем перемещении спутник 2 взаимодействует с копиром
34 посредством ролика 35 и рычага 36, замок 32 освобождает ось 37 рамки 38 камеры 33, Под собственным весом камера 33 открывается и собираемые детали падают вниз на транспортер, который отправляет ее на дальнейшую
--операцию обработки. При поступлении спутника 2 на операцию установки собираемых деталей процесс повторяется.
Формула изобретения
40Спутник для автоматических линий, содержащий основание с бйзовыми элементами и механизм прижима детали, отличающийся тем, что, с целью обеспечения стабильного.
.с -регулируемого усилия прижима, механизм прижима детали выполнен в виде пневматической камеры с гибкой рабочей часть с запирающим клапаном и с клапаном для обеспечения сброса с удлиненным золотником, причем камера соединена с осно ванием посредством шарнира и введенного в спутник заглка, снабженного автоматическим управляемым звеном.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 174501 кл. В 23 Q 7/14, 1962.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка дляя обработки изделий | 1975 |
|
SU546489A2 |
| Ленточно-шлифовальный станок | 1977 |
|
SU704765A2 |
| Автоматическая линия для обработки деталей | 1985 |
|
SU1315242A1 |
| МНОГОЦЕЛЕВОЙ СТАНОК | 1993 |
|
RU2108219C1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU611763A1 |
| Шлифовальный станок | 1980 |
|
SU889398A1 |
| Автоматическая линия спутникового типа | 1985 |
|
SU1505757A1 |
| Обдирочно-шлифовальный станок | 1983 |
|
SU1703403A1 |
| Токарный вертикальный многошпиндельный станок | 1985 |
|
SU1296304A1 |
| Станок для обрезки полых деталей | 1981 |
|
SU958044A1 |
tl
rai33VJ
21
I ИД/// // / х/ хху7л/7уУЗ
; V / i-T-H h-i-H - x---y
/
I
a
9
ItZ
т
«/ ЛО
77// ///
-A3
4)
u:
о
г/
