(54) МЕХАНИЗМ РАСПРЕДЕЛЕНИЯ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Распределительный конвейер для автоматических поточных линий | 1972 |
|
SU437677A1 |
| Устройство для распределения потока | 1978 |
|
SU740639A1 |
| Скребковый конвейер для цилиндри-чЕСКиХ дЕТАлЕй | 1979 |
|
SU818980A1 |
| Механизм распределения деталей | 1976 |
|
SU583054A1 |
| Скребковый конвейер для цилиндрических деталей | 1980 |
|
SU996298A1 |
| ТЕЛЕСКОПИЧЕСКОЕ УСТРОЙСТВО СКРЕБКОВОГО КОНВЕЙЕРА | 2001 |
|
RU2209756C2 |
| Устройство для распределения изделий | 1979 |
|
SU963940A1 |
| Механизм распределения деталей | 1980 |
|
SU897663A1 |
| Одноцепной скребковый конвейер | 1979 |
|
SU839894A1 |
| СКРЕБКОВЫЙ КОНВЕЙЕР ДЛЯ ПЕРЕМЕЩЕНИЯ МЕЛКИХ ИЗДЕЛИЙ И ЭЛЕМЕНТНОЙ СТРУЖКИ | 1995 |
|
RU2099266C1 |
1
Изобретение относится к промышленному транспорту.
Известен механизм распределения деталей, содержащий в позициях выгрузки электромагнитные плиты, установленные над проемами настила конвейера 1. Недостатком этого механизма является возможность распределения деталей только из магнитных материалов.
Наиболее близким к предлагаемому по технической сущности является механизм расиределения деталей, включающий скребковый конвейер, имеющий днище с распределительными окнами 2. Этот механизм включает транспортирующий и отводной конвейеры и две приводные ленты, закрепленные вертикально вне транспортирующего конвейера по обеим сторонам его на фиксированных осях, позволяющих принимать им два положения- рабочее и холостое. В холостом положении перехватывающие устройства располагаются параллельно краям транспортирующего конвейера, в рабочем положении они установлены параллельно одно другому над ним, т. е. состыкованы, в результате чего транспортируемые конвейером детали при соприкосновении с лентами перехватывающих устройств смещаются в сторону и перегрзжаются на выходной конвейер. Недостаток такого технического рещения заключается в возмол ности заклинивания перегружаемых деталей между транспортным конвейером и лентами перехватывающих устройств.
В целях исключения заклинивания распределяемых деталей в предлагаемом механизме днище конвейера выполнено составным из подвижной и неподвижной частей со скосами под углом к направлению движения. При этом подвижная часть днища закреплена
шарнирно с возможностью опускания и образования уступа с неподвижной частью.
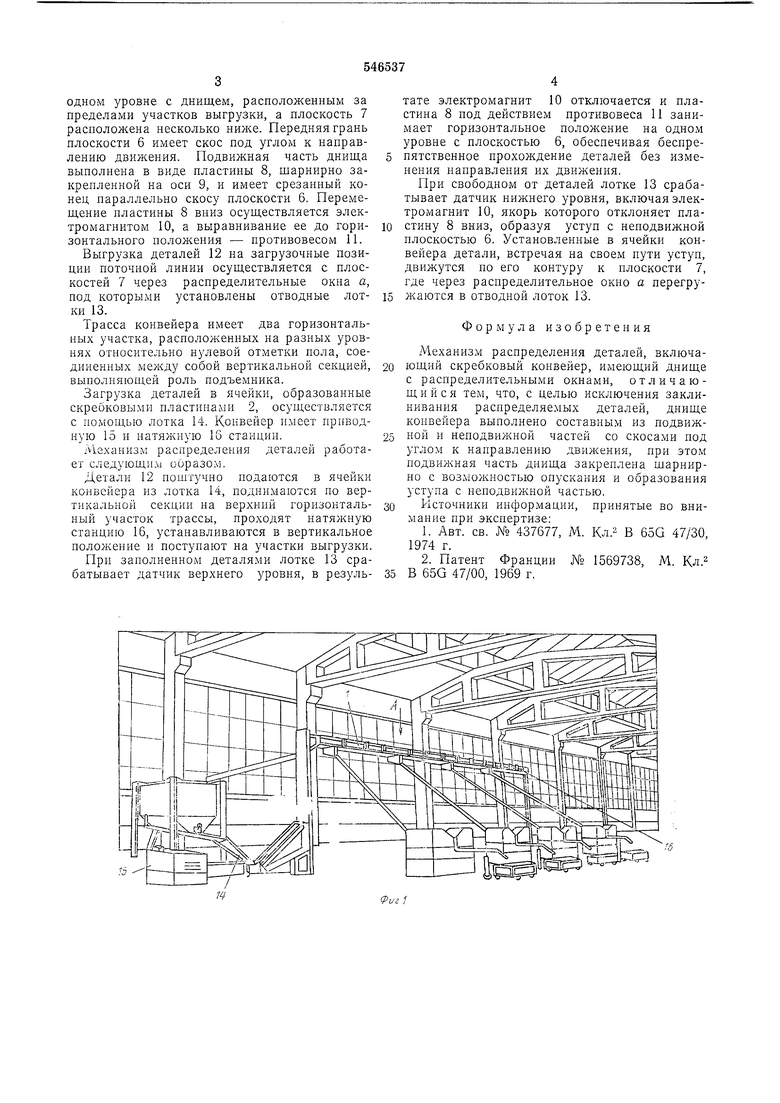
На фиг. 1 изобрал ен описываемый механизм распределения деталей, общий вид; на фиг. 2-вид по стрелке А на фиг. 1; на
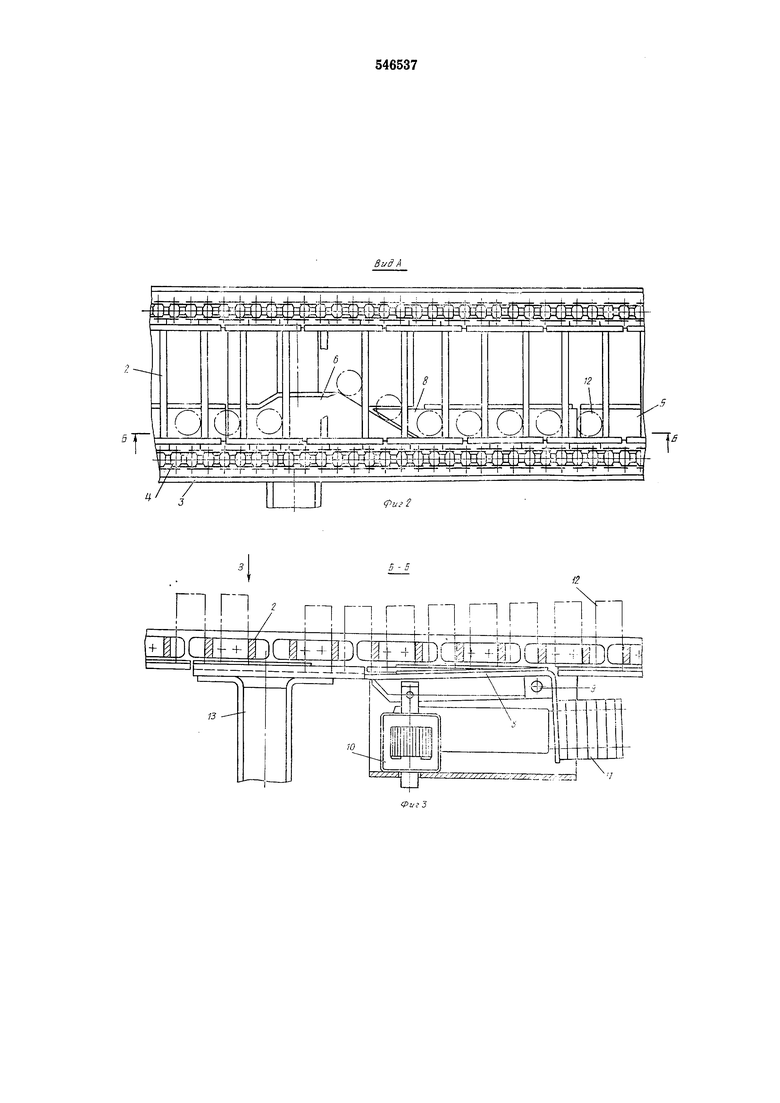
фиг. 3-разрез по Б-Б на фиг. 2; на фиг. 4- вид по стрелке В на фиг. 3.
Механизм содержит скребковый конвейер 1 с бесконечно-замкнутыми тяговыми цепями, соединенными собой скребками 2, установленными с определенным шагом. Для перемещения тяговых цепей на металлоконструкции 3 конвейера установлены направляющие шнны 4. Меладу ними под скребковыми пластинами 2 располол ;ено дннще 5 конвейера, выполненное в виде полосы, смещенной к одной стороне конвейера.
На участках выгрузки днище состоит из подвил ной и неподвил ной частей. Неподвижная часть образована двумя плоскостями с
разными уровнями: плоскость 6 проходит на
одном уровне с днищем, расположенным за пределами участков выгрузки, а плоскость 7 распололсена несколько ниже. Передняя грань плоскости 6 имеет скос под углом к направлению движения. Подвижная часть днища выполнена в виде пластины 8, шарнирно закрепленной на оси 9, и имеет срезанный конец параллельно скосу плоскости 6. Перемещение пластины 8 вниз осуществляется электромагнитом 10, а выравнивание ее до горизонтального положения - противовесом И.
Выгрузка деталей 12 на загрузочные позиции поточной линии осуществляется с плоскостей 7 через распределительные окна а, под которыми установлены отводные лоткп 13.
Трасса конвейера имеет два горизонтальных участка, расположенных на разных уровнях относительно нулевой отметки пола, соединенных между собой вертикальной секцией, выполняющей роль подъемника.
Загрузка деталей в ячейки, образованные скребковыми пластинами 2, осуществляется с помощью лотка 14. Конвейер имеет приводпую 15 и натяжную 16 станции.
Механизм распределения деталей работает следующи.м образом.
Детали 12 поштучно подаются в ячейки конвейера из лотка 14, подни.маются по вертикальной секции на верхний горизонтальный участок трассы, проходят натяжную станцию 16, устанавливаются в вертикальное положение и поступают иа участки выгрузки.
При заполненном деталями лотке 13 срабатывает датчик верхнего уровня, в результате электромагнит 10 отключается и пластина 8 под действием противовеса И занимает горизонтальное положение на одно.м уровне с плоскостью 6, обеспечивая беспрепятственное прохождение деталей без изменения направления пх движения.
При свободном от деталей лотке 13 срабатывает датчик нижнего уровня, включая электромагнит 10, якорь которого отклоняет пластину 8 вниз, образуя уступ с неподвижной плоскостью 6. Установленные в ячейки конвейера детали, встречая на своем пути уступ, движутся по его контуру к плоскости 7, где через распределительное окно а перегружаются в отводной лоток 13.
Формула изобретения
Механизм распределения деталей, включающий скребковый конвейер, имеющий днище с распределительными окнами, отличающийся тем, что, с целью исключения заклинивания распределяемых деталей, днище коивейера выполнено составным из подвижной и неподвижной частей со скосами под углом к направлению движения, при этом подвижная часть днища закреплена шарнирно с возможностью опускания и образования уступа с неподвижной частью. Источники информации, принятые во внимание при экспертизе:
ГП ГП
:DC
ЗСЖ
-- 4E
0
П П ГП ГП
( л I
IDQ -Hi Jl,JiT
M.
Uttt
„,, „ /
