(5) УСТРОЙСТВО для РАСПРЕДЕЛЕНИЯ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для распределения потока | 1978 |
|
SU740639A1 |
| Механизм распределения деталей | 1980 |
|
SU897663A1 |
| Механизм распределения деталей | 1976 |
|
SU583054A1 |
| Автоматическая линия | 1985 |
|
SU1296373A1 |
| Скребковый конвейер для цилиндрических деталей | 1980 |
|
SU996298A1 |
| Устройство для ориентирования цилиндрических изделий со смещенным центром тяжести на цепном скребковом конвейре | 1971 |
|
SU472876A1 |
| Распределительный конвейер для автоматических поточных линий | 1972 |
|
SU437677A1 |
| Скребковый конвейер для цилиндри-чЕСКиХ дЕТАлЕй | 1979 |
|
SU818980A1 |
| Механизм распределения деталей | 1975 |
|
SU546537A1 |
| Устройство для ориентирования цилиндрических изделий со смещенным центром тяжести на скребковом конвейере | 1975 |
|
SU579204A1 |
1
Изобретение относктся к области машиностроения, а точнее к транспортно-распределительным устройствам, и предназначено для использования в автоматических линиях обработки изделийf выполненных из магнитных и немагнитных материалов.
Известен механизм распределения деталей, включающий скребковый конвейер, . проем в настиле конвейера,рас- jo пределитель, снабженный вращающимися синхронно со скребковыми пластинами дисками, на цилиндрической поверхности которых выполнены ложэлементы и отсекатель в виде перемещаю-, is
щегося сектора 1 .
Недостатком известного механизма является наличие больиюго количества взаимодействующих элементов, что 20 усложняет конструкцию, а применение , блокировки с системой датчиков, конечного выключателя и электромагнитного привода снижает надежность работы, так как отказ одного из элементов может явиться причиной заклинивания изделия в устройстве.
Наиболее близким решением к предлагаемому является распределительный конвейер для автоматических поточных линий,включающий скребковый конвейер, проем в настиле, приемные лотки и распределители, выполненные в виде электромагнитных плит и установлен, ные над проемами в настиле конвейера 2.
Однако такой механизм распределяет изделия, выполненные только из магнитных материалов.
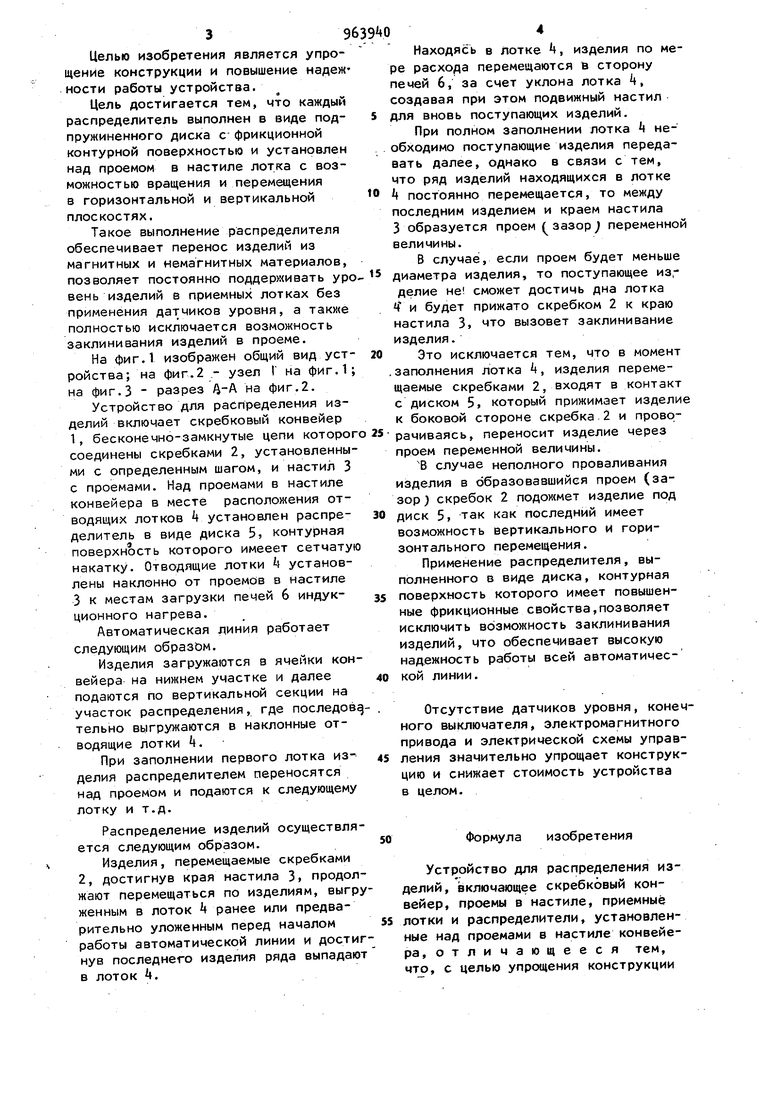
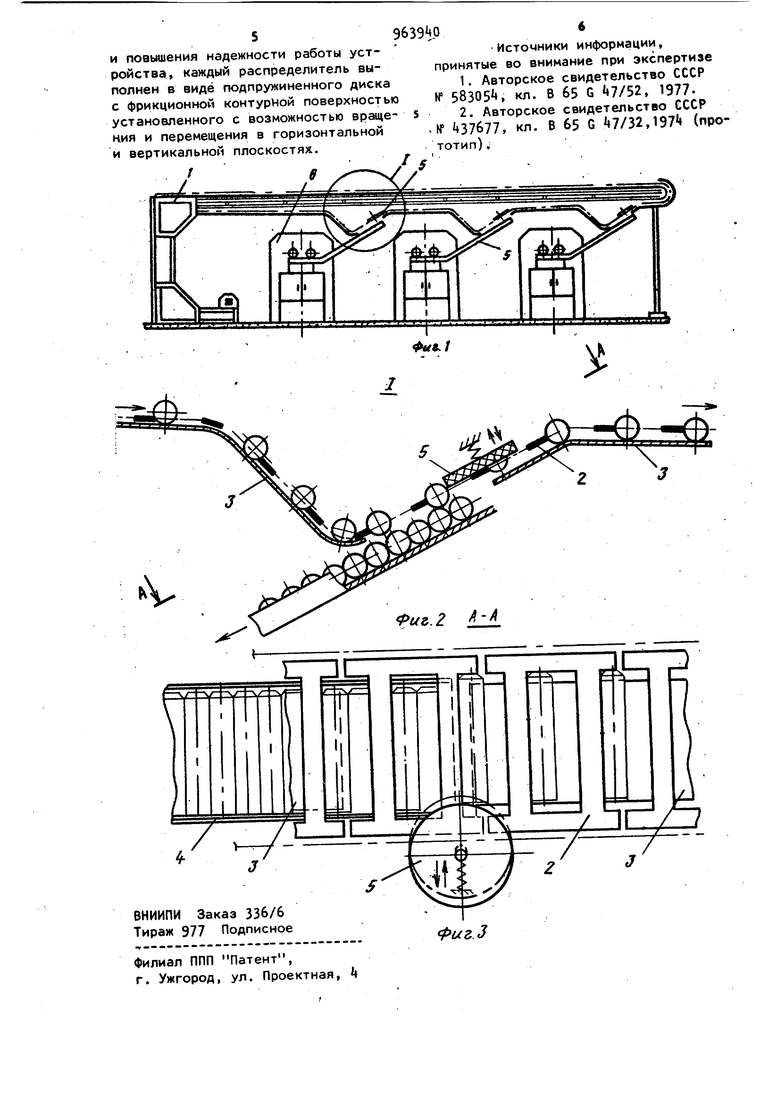
Кроме того, известный механизм допускает заклинивание изделий между образом проема и скребком в момент падения в проем настила, когда отключается электромагнитная плита и скребки, перекрывая проем, оставляют минимальный зазор для прохождения изделия. 39 Целью изобретения является упрощение конструкции и повышение надеж ности работы устройства. Цель достигается тем, что каждый распределитель выполнен в виде подпружиненного диска с фрикционной контурной поверхностью и установлен над проемом в настиле лотка с возможностью вращения и перемещения в горизонтальной и вертикальной плоскостях. Такое выполнение распределителя обеспечивает перенос изделий из магнитных и немагнитных материалов, позволяет постоянно поддерх ивать ур вень изделий в приемных лотках без применения датчиков уровня, а также полностью исключается возможность заклинивания изделий в проеме. На фиг.1 изображен общий вид уст ройства; на фиг.2 - узел Г на фиг.1 на фиг.З - разрез А-А на фиг.2. Устройство для распределения изделий включает скребковый конвейер 1, бесконечно-замкнутые цепи которо соединены скребками 2, установленны ми с определенным шагом, и настил 3 с проемами. Над проемами в настиле конвейера в месте расположения отводящих лотков 4 установлен распрев виде диска 5 контурная делитель поверхность которого имееет сетчату накатку. Отводящие лотки установлены наклонно от проемов в настмле 3 к местам загрузки печей 6 индукционного нагрева. Автоматическая диния работает следующим образом. Изделия загружаются в ячейки кон вейера на нижнем участке и далее подаются по вертикальной секции на участок распределения, где последов тельно выгружаются в наклонные отводящие лотки k. При заполнении первого лотка изделия распределителем переносятся над проемом и подаются к следующему лотку и т.д. Распределение изделий осуществля ется следующим образом. Изделия, перемещаемые скребками 2, достигнув края настила 3, продол жают перемещаться по изделиям, выгр женным в лоток 4 ранее или предварительно уложенным перед началом работы автоматической линии и дости нув последнего изделия ряда выпадаю в лоток . Находясь в лотке М, изделия по мере расхода перемещаются b сторону печей 6, за счет уклона лотка k, создавая при этом подвижный настил для вновь поступающих изделий. При полном заполнении лотка А необходимо поступающие изделия передавать далее, однако в связи с тем, что ряд изделий находящихся в лотке постоянно перемещается, то между последним изделием и краем настила 3 образуется проем ( зазору переменной величины. В случае, если проем будет меньше диаметра изделия, то поступающее из,делие не сможет достичь дна лотка f и будет прижато скребком 2 к краю настила 3, что вызовет заклинивание изделия. Это исключается тем, что в момент заполнения лотка k, изделия перемещаемые скребками 2, входят в контакт с диском 5, который прижимает изделие к боковой стороне скребка 2 и проворачиваясь, переносит изделие через проем переменной величины. В случае неполного проваливания изделия в образовавшийся проем (зазор ) скребок 2 подок мет изделие под диск 5, так как последний имеет возможность вертикального и горизонтального перемещения. Применение распределителя, выполненного в виде диска, контурная поверхность которого имеет повышенные фрикционные свойства,позволяет исключить возможность заклинивания изделий, что обеспечивает высокую надежность работы всей автоматической линии. Отсутствие датчиков уровня, конечного выключателя, электромагнитного привода и электрической схемы управления значительно упрощает конструкцию и снижает стоимость устройства в целом. Формула изобретения Устройство для распределения изделий, включающее скребковый конвейер, проемы в настиле, приемные лотки и распределители, установленные над проемами в настиле конвейера,отличающееся тем, что, с целью упрощения конструкции
