1
Изобретение относится к транспортирующим устройствам и предназначено для использования в автоматических и механизированных поточных линиях обработки преимущественно цилиндрических деталей типа валиков, втулок, стаканов длиной более трех диаметров со смещением по длине центра тяжести.
Известен скребковый конвейер для цилиндрических деталей, в котором на петлевом участке трассы конвейера установлено устройство для ориентирования, содержащее проем в настиле конвейера и обводные звездочки, к которым прикреплено лопастное колесо со сквознымн радиальными ячейками, а внутри колеса установлен неподвижный барабан, на поверхности которого смонтирована криволинейная . направляющая /пластина 1.
Недостатками этого скребкового коНвейера для цилиндрических деталей, оснащенного устройством для ориентирования, является сложность его конструкции, необходимость устройства на трассе конвейера петлевого участка, а также наличие возможности заклинивания деталей между лопастным колесом и криволинейной направляющей пластиной устройства для ориентирования.
Наиболее близким к предлагаемому по технической сущности является скребковый конвейер для цилиндрических деталей,
5 включающий приводные и натяжные звездочки, огибающие их бесконечно замкнутые тяговые цепи со скребками между ними и настил с направляющими приспособлениями, установленными перед каждым отводя,д щим каналом 2.
Недостаток известного скребкового конвейера заключается в невозможности осуществления одновременных разгрузки и распределения цилиндрических деталей по рабочим позициям.
15 Целью изобретения является расщирение технологических возможностей путем совмещения операций разгрузки и распределения цилиндрических деталей.
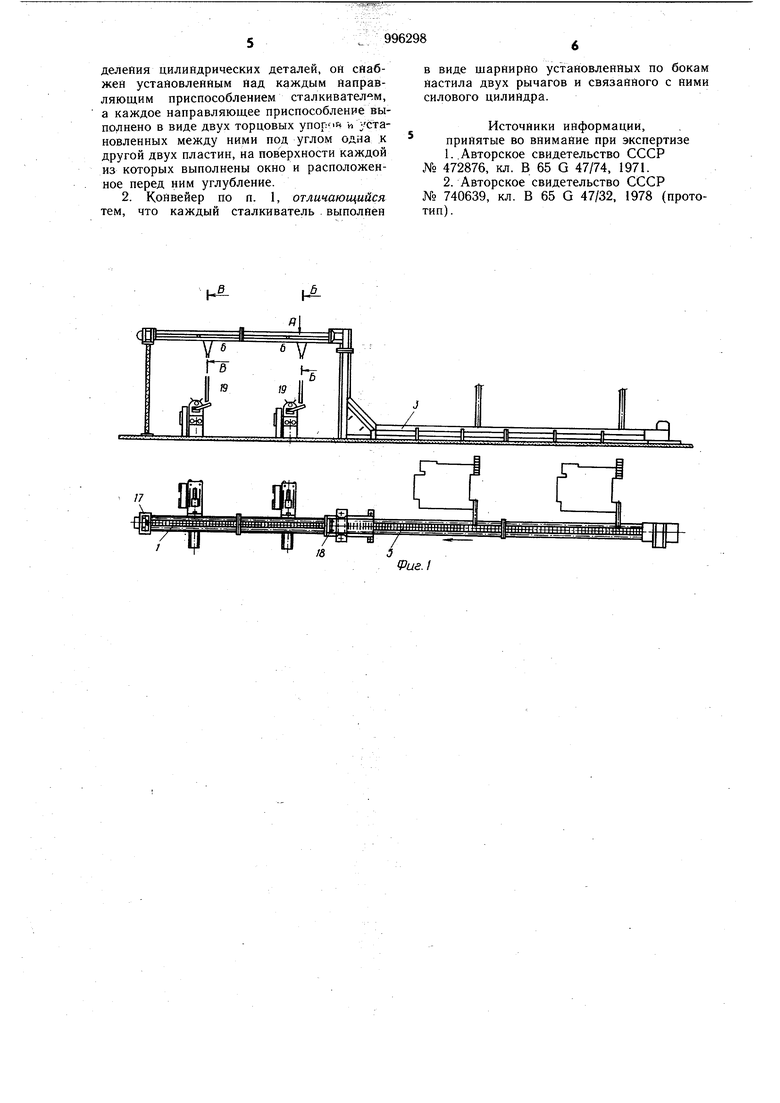
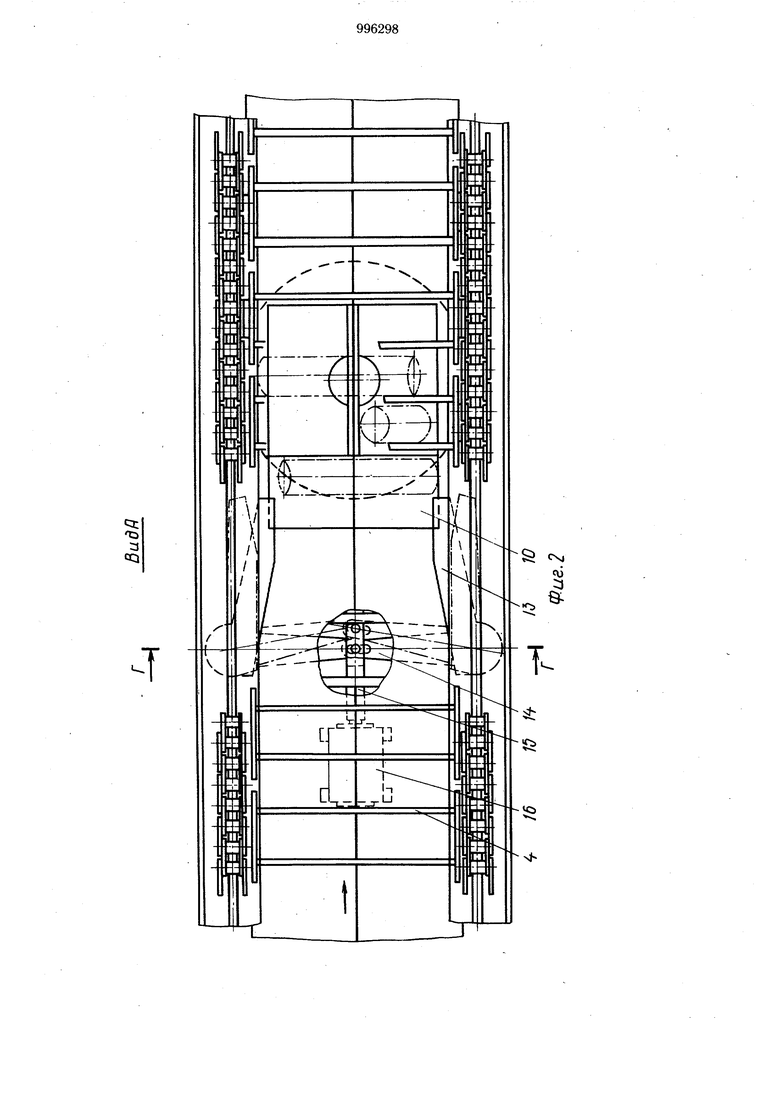
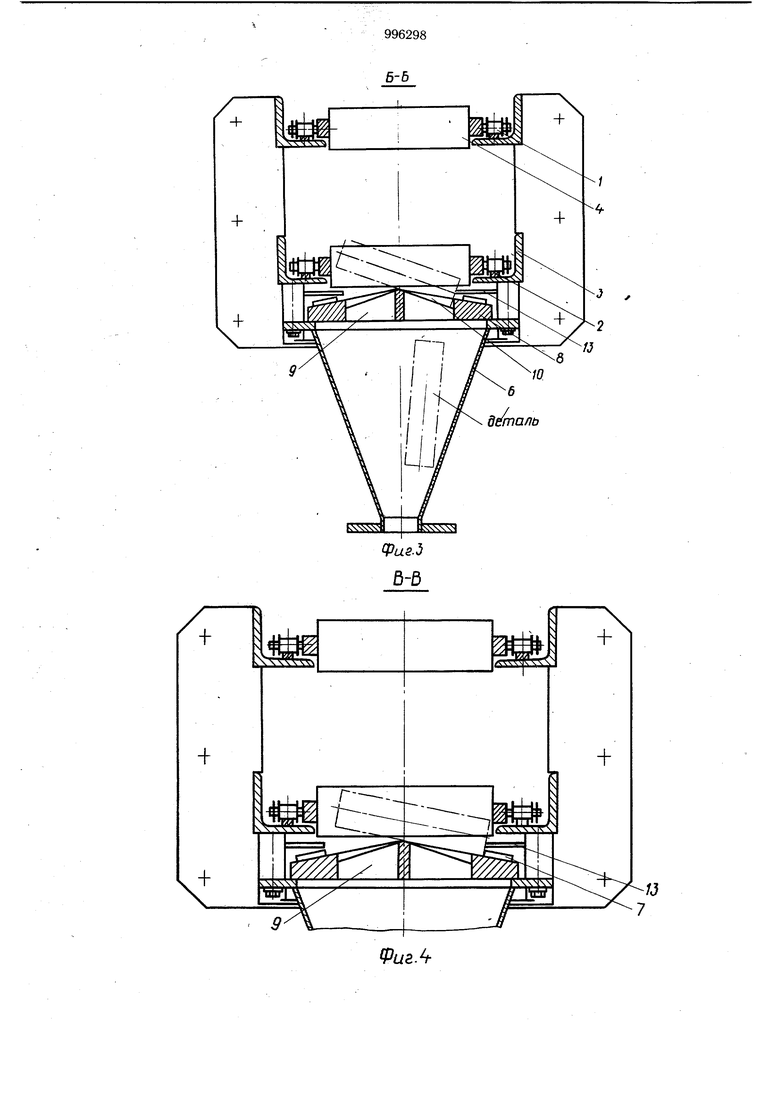
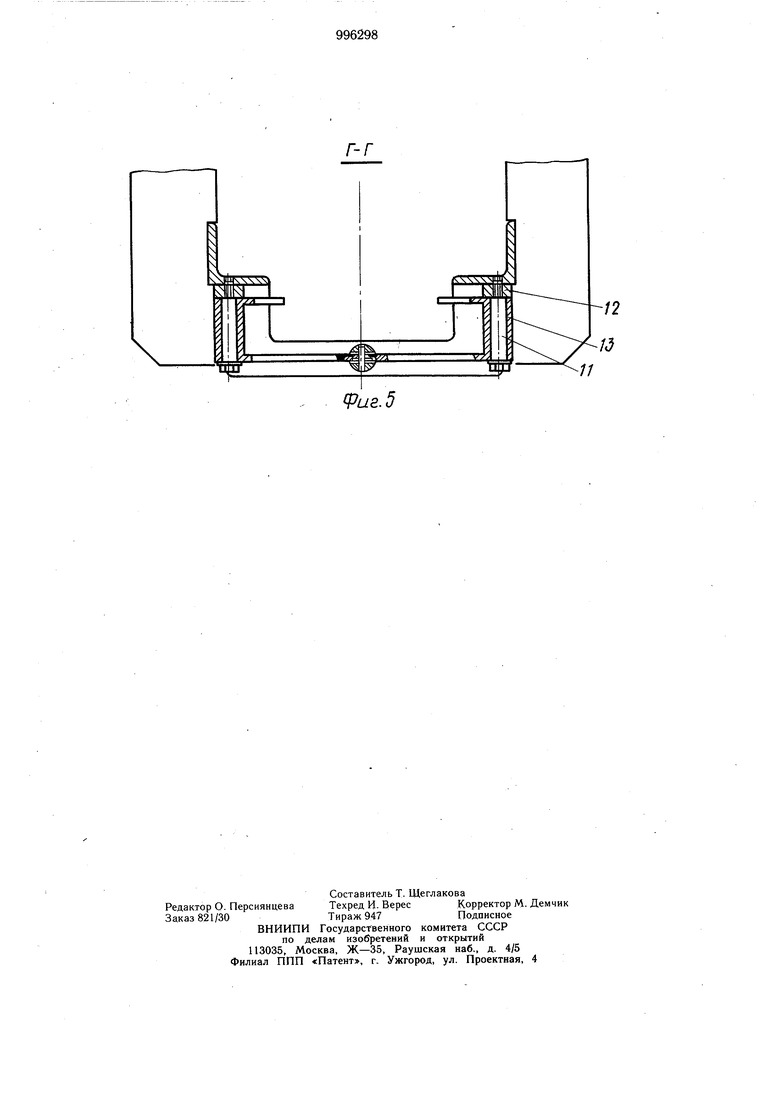
Указанная цель достигается тем, что скребковый конвейер для цилиадрических деталей, включающий приводные и натяжные звездочки, огибающие их бесконечно замкнутые тяговые цепи со скребками между ними и настил с направляющими приспособлениями, установленными перед каждым отводящим каналом, снабжен установленным над каждым направляющим приспособлением сталкивателем, а каждое направляющее приспособление выполнено в виде двух торцовых упоров и установленных между ними под углом одна к другой двух ,пластиН, на поверхности каждой из которых выполнены окно и расположенное перед Ним углубление. Каждый сталкиватель выполнен в виде шарнирно установленных по бокам настила двух рычагов и связанного с ними силового цилиндра. На фиг. 1 изображен скребковый конвейер для цилиндрических деталей, общий вид; на фиг. 2 - вид А на фиг. 1; на Лиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4- разрез В-В на фиг. 1; на фиг. 5 - разрез Г-Г на фиг. 2. Скребковый конвейер для цилиндрических деталей содержит бесконечно замкнутые тяговые цепи 1, установленные на на2 металлоконструкции 3, правляющих соединенные скребками 4, образующими ячейки для транспортируемых деталей. Ширина каждой ячейки выполнена размером, исключающим загрузку в нее двух горизонтально расположенных деталей. Под скребками 4 в зоне загрузки конвейера установлен горизонтально грузонесущий настил 5 с установленным перед каждым отводящим каналом в виде воронки 6 направляющим приспособлением, которое выполнено в виде двух торцовых упоров 7 и установленных между ними под углом одна к другой двух пластин 8. Угол пластин 8 совпадает с продольной осью конвейера. На поверхности каждой пластины 8 выполнены окно 9 и расположенное перед ним углубление 10. Над углублением 10 каждого Направляющего приспособления установлен сталкиватель, выполненный в виде шарнирно установленных на осях 11, закрепленных в опорах 12, двух рычагов 13, несущих в нижней своей части кронштейны 14, концы которых шарнирно закреплены на штоке 15 приводящего их в движение силового цилиндра 16. Бесконечно замкнутые тяговые цепи 1 огибают приводные17 и Натяжные 18 звездочки. Под воронкой 7 установлены лотки 19 с сигнализатором верхнего уровня (не показан) каждый. Скребковый конвейер для цилиндрических деталей работает следующим образом. Преимущественно малогабаритные цилиндрические детали со смещенными центрами тяжести, длиной более трех диаметров, с оборудования предыдущей технологической операции загружаются поштучно между скребками 4 в горизонтальном положейии и, опираясь на грузонесущий настил 5, транспортируются к оборудованию следующей технологической операции. В зоне разгрузки детали, опираясь На вершину, образованную пластинами 8, занимают наклонное положение, ориентируясь под воздействием центра тяжести относительно вершины угла между пластинами 8 тяжелым концом вниз, опираясь торцовой частью на один из торцовых упоров 7. Перегрузка деталей в воройку 6 осуществляется в случае поступления сигнала от сигнализатора верхнего уровня лотка 19 на силовой цилиндр 16, который, совершая прямой ход, перемещает кронштейны 14 рычагом 13 и через них воздействует на деталь, находящуюся в зоне их действия. В результате этого деталь теряет контакт с торцовым упором 7, На который перед этим опиралась торцом, и западает тяже концом в углубление 10 на одйои из пластин 8. При дальнейшем перемещении скребка 4 деталь по углублению 10 подходит к соответствующему окну 9 и проваливается в воронку 6 и затем в лоток 19. После заполнения деталями лотка 19 срабатывает сигнализатор верхнего уровйя, подавая команду на переключение силового цилиндра 16; последний совершает обратный ход, перемещая рычаги 13 в исходное положение, при котором они не взаимодействуют с проходящими мимо и опирающимися на торцовой упор 7 деталями, которые проходят в таком положении над окнами 9 и транспортируются к следующим разгрузочным позициям. Возможность заклинивания деталей между окном 9 настила 5 и скребками 4 полностью устранена, так как момент срабатывания рычагов 13 не зависит от положения проходящих мимо них ячеек конвейера с находящимися в ячейках деталями. Детали по какой-либо причине занявшие после переключения рычагов 13 над углом, образованным пластиной 8, неустойчивое положение, до подхода к окну 9 успевают по наклонной стороне пластины 8 ПОД действием собственного веса спуститься вниз до торцового упора 7 или до торцовой стенки углубления 10, т.е. занять ДО подхода к окнам 9 устойчивое положение в ячейках конвейера. Изобретение позволяет расщирить технологические возможности скребкового конвейера для цилиндрических деталей. Формула изобретения 1. Скребковый конвейер для цилиндрических деталей, включающий приводные и натяжные звездочки, огибающие их бесконечно замкнутые тяговые цепи со скребками между ними и настил с направляющими приспособлениями, установленными перед каждым отводящим каналом, отличающийся тем, что, с целью расширения технологических возможностей путем совмещения операций разгрузки и распределения цилиндрических деталей, он снабжен установленным над каждым направляющим приспособлением сталкивателем, а каждое направляющее приспособление выполнено в виде двух торцовых упоров и установленных между ними под углом одна к другой двух пластин, на поверхности каждой из которых выполнены окно и расположенное перед ним углубление.
2. Конвейер по п. 1, отличающийся тем, что каждый сталкиватель . выполнен
в виде щарнирно установленных по бокам настила двух рычагов и связанного с ними силового цилиндра.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 472876, кл. В 65 G 47/74, 1971.
2.Авторское свидетельство СССР
№ 740639, кл. В 65 G 47/32, 1978 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Распределительный конвейер для автоматических поточных линий | 1972 |
|
SU437677A1 |
| Скребковый конвейер для цилиндри-чЕСКиХ дЕТАлЕй | 1979 |
|
SU818980A1 |
| Грохот | 1987 |
|
SU1500393A1 |
| Скребковый конвейер | 1981 |
|
SU977308A1 |
| ЗАБОЙНЫЙ СКРЕБКОВЫЙ ЗАРУБНОЙ КОНВЕЙЕР | 2014 |
|
RU2574090C1 |
| Механизм распределения деталей | 1976 |
|
SU583054A1 |
| Одноцепной скребковый конвейер | 1979 |
|
SU839894A1 |
| Механизм распределения деталей | 1975 |
|
SU546537A1 |
| Устройство для ориентирования цилиндрических изделий со смещенным центром тяжести на цепном скребковом конвейре | 1971 |
|
SU472876A1 |
| Устройство для разгрузки напольного склада сыпучего груза | 1989 |
|
SU1698161A1 |
сэ:
1:1
3
CQ
ФигЛ
fpua.S
