(54) ОДНОЦЕПНОЙ СКРЕБКОВЫЙ КОНВЕЙЕР
имеет связанный с пластиной выключатель привода конвейера. Причем наклонный лоток одним концом шарнирно связан с желобом грузовой ветви конвейера, а другим концом, посредством рычагов, с желобом холостой ветви.
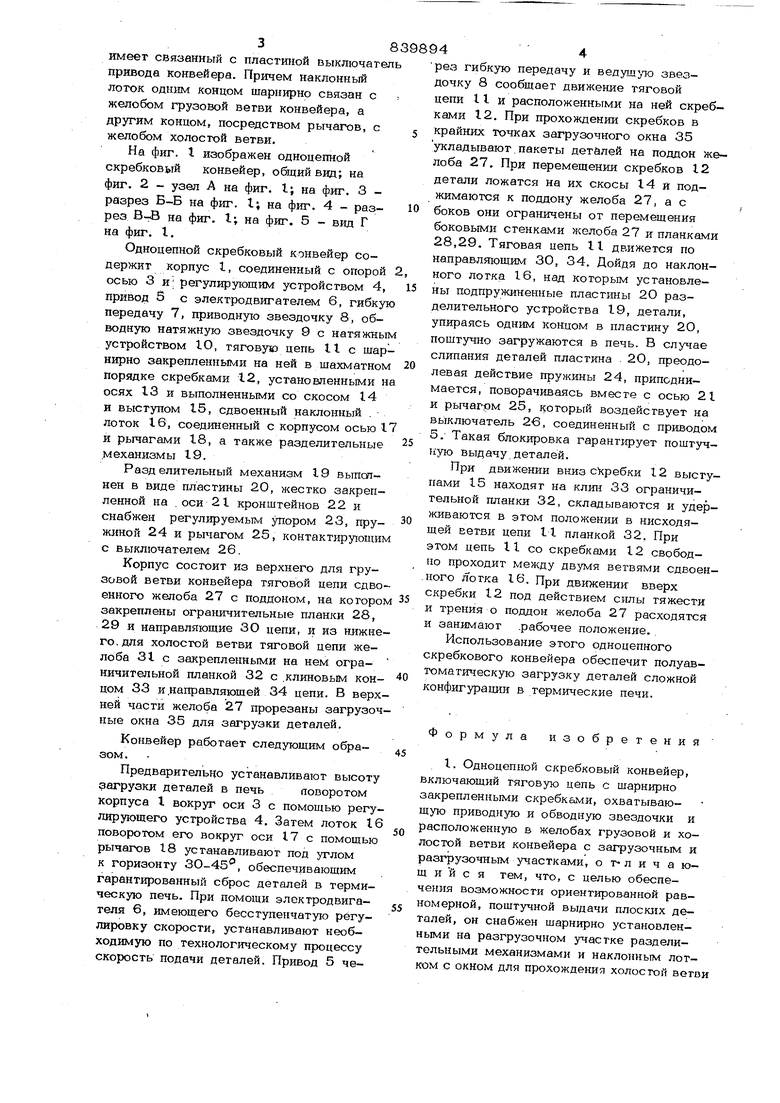
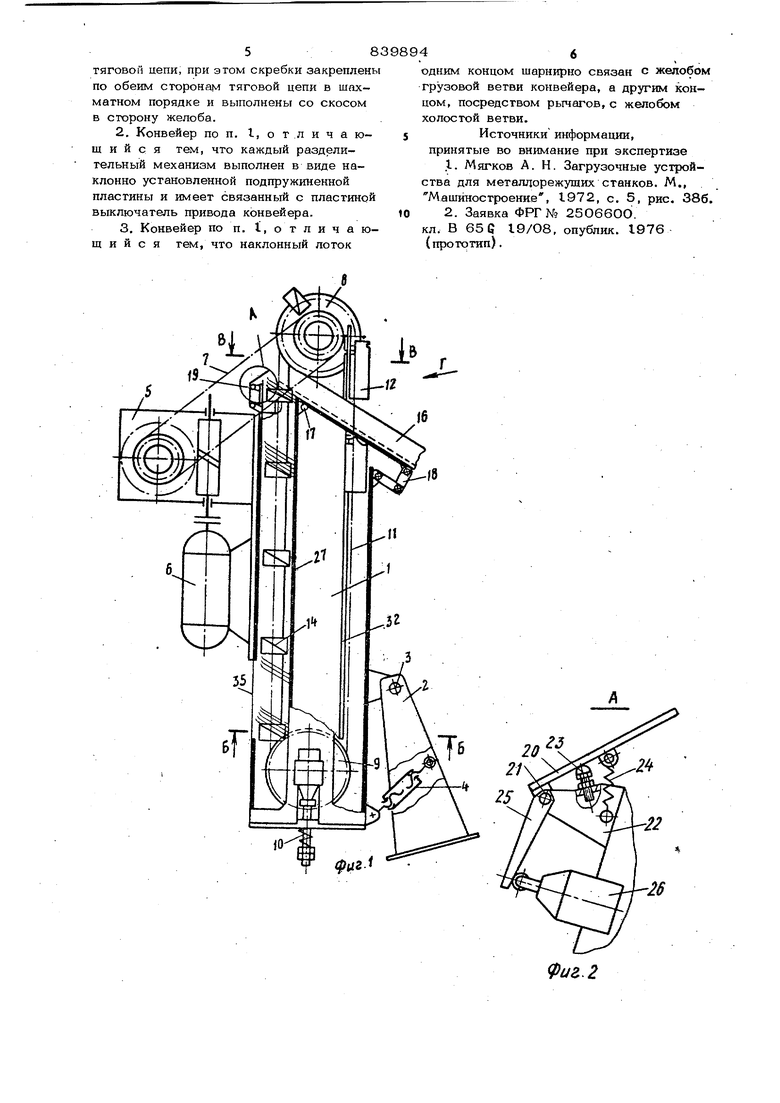
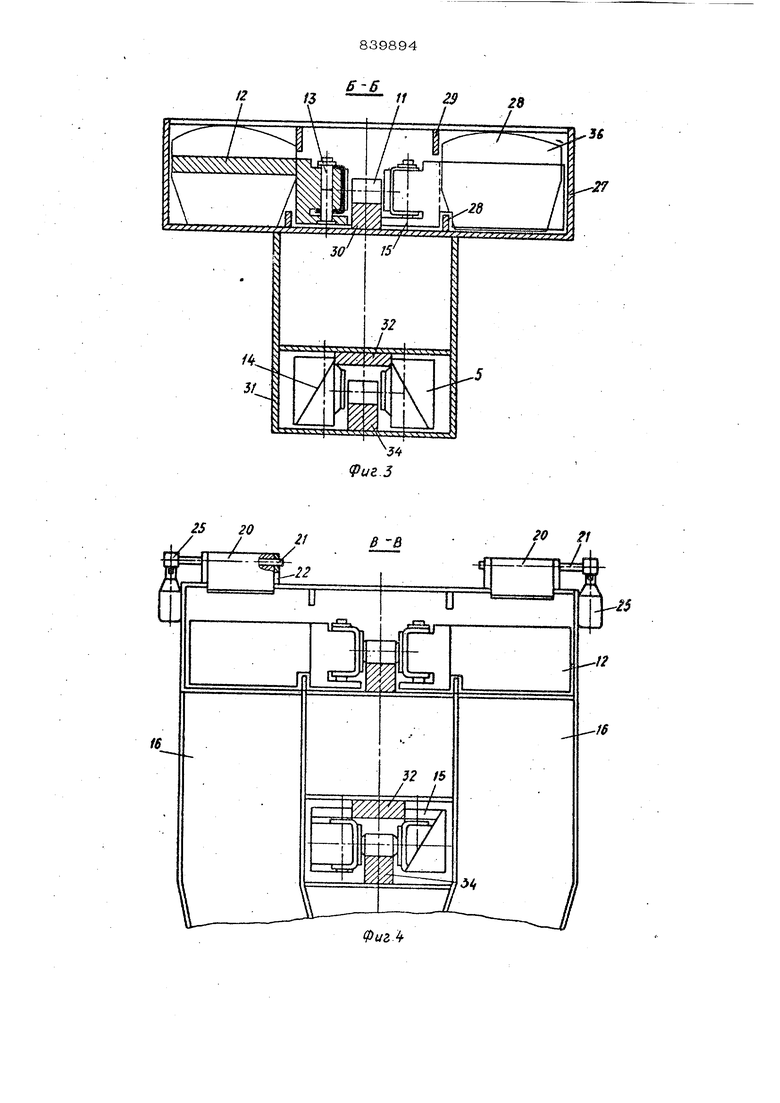
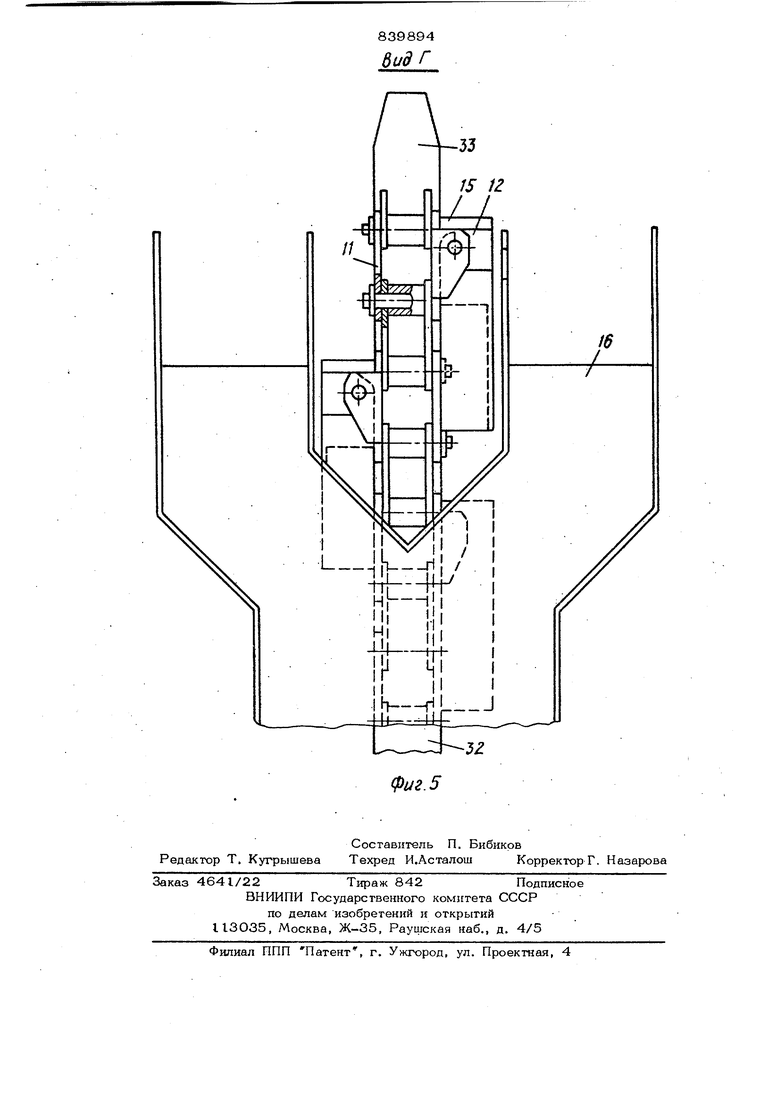
На фиг. I изображен одноцепной скребковый конвейер, общий вид; на фиг. 2 - узел А на фиг. I; на фиг. 3 разрез Б-Б на фиг. I; на фиг. 4 - разрез В-В на фиг. I; на фиг. 5 - вид Г на фиг. I.
Одноцепной скребковый конвейер содержит корпус I, соединенный с опорой 2 осью 3 и; регулирующим устройством 4, привод S с электродвигателем 6, гибкую передачу 7, приводную звездочку 8, обводную натяжную звездочку 9 с натяжным устройством 10, тяговую цепь 11с шарнирно закрепленными на ней в шахматном порядке скребками 12, установленными на осях 13 и выполненными со скосом 14 и выступом 15, сдвоенный наклонный . лоток 16, соединенный с корпусом осью 17 и рычагами 18, а также разделительные механизмы 19.
Разделительный механизм 19 выполнен в виде пластины 2.0, жестко закрепленной на .оси 21 кронштейнов 22 и снабжен регулируемым упором 23, пружиной 24 и рычагом 25, контактирующим с выключателем 26.
Корпус состоит из верхнего для грузовой ветви конвейера тяговой цепи сдвоенного желоба 27 с поддоном, на котором закреплены ограничительные планки 28, 29 и направляющие ЗО цепи, и из нижнего, для холостой ветви тяговой цепи желоба 31 с закрепленными на нем ограничительной планкой 32 с .клиновым кондом 33 и .направляющей 34 цепи. В верхней части желоба 27 прорезаны загрузочные окна 35 для загрузки деталей.
Конвейер работает следующим образом.
Предварительно устанавливают высоту загрузки деталей в печьповоротом
корпуса I вокруг оси 3 с помощью регулирующего устройства 4. Затем лоток 16 поворотом его вокруг оси 17 с помощью рычагов 18 устанавливают под углом к горизонту 30-45, обеспечивающим гарантированный сброс деталей в термическую печь. При помощи электродвигателя 6, имеющего бесступенчатую регулировку скорости, устанавливают необходимую по технологическому процессу скорость подачи деталей. Привод 5 через гибкую передачу и ведущую звездочку 8 сообщает движение тяговой цепи 11 и расположенными на ней скребками 12. При прохождении скребков в крайних точках загрузочного окна 35 укладывают. пакеты деталей на поддон желоба 27. При перемещении скребков 12 детали ложатся на их скосы 14 и поджимаются к поддону желоба 27, а с боков они ограничены от перемещения боковыми стенками желоба 27 и планками 28,29. Тяговая цепь II движется по направляющим 30, 34. Дойдя до наклонного лотка 16, над которым установлены подпружиненные пластины 20 разделительного устройства 19, детали, упираясь одним концом в пластину 2О, поштучно загружаются в печь. В случае слипания деталей пластина 2О, преодолевая действие пружины 24, нрипсднн- мается, поворачиваясь вместе с осью 21 и рычагрм 25, который воздействует на выключатель 26, соединенный с приводом 5.- Такая блокировка гарантирует поштучную выдачу деталей.
При движении вниз схребки 12 выступами 15 находят на клин 33 ограничительной планки 32, складываются и удерживаются в этом положении в нисходящей ветви цепи И планкой 32, При этом цепь 11 со скребками 12 свободно проходит между двумя ветвями сдвоен.ного jfoTKa 16. При движении вверх скребки 12 под действием силы тяжести и трения о поддон желоба 27 расходятся и зан.имают .рабочее положение.
Использование этого одноцепного скребкового конвейера обеспечит полуавтоматическую загрузку деталей сложной конфигурации в термические печи.
Формула изобретения
I. Одноцепной скребковый конвейер, включающий тяговую цепь с шарнирно закрепленными скребками, охватывающую приводную и обводную звездочки и расположенную в желобах грузовой и холостой ветви конвейера с загрузочным и разгрузочным участками, о т-л и ч а ющ и и с я тем, что, с целью обеспечения возможности ориентированной равномерной, поштучной выдачи плоских деталей, он снабжен шарнирно установленными на разгрузочном участке разделительными механизмами и наклонным лотком с окном для прохождения холостой вет
тяговой цепи, при этом скребки закреплены по обеим сторонам тяговой цепи в шахматном порядке и выполнены со скосом в сторону желоба.
2. Конвейер по п. I, о т л и ч а ющ и и с я тем, что каждый разделительный механизм выполнен в виде наклонно установленной подпружиненной пластины и имеет связанный с пластиной выключатель привода конвейера.
3. Конвейер по п. 1,отлича ющ и и с я тем, что наклонный лоток
одним концом шарнирно связан с желобом грузовой ветви конвейера, а другим концом, посредством рычагов, с желобом холостой ветви.
Источники информации, принятые во внимание при экспертизе
1.Мягков А. Н. Загрузочные устройства для металлорежущих станков. М,, Машиностроение, 1972, с. 5, рис. 386.
2.Заявка ФРГ № 25О660О.
кл. В 65G 19/О8, опублик. 1976 (прототип). 1«
фиг. 2 г
Б-б
Фиг 3
| название | год | авторы | номер документа |
|---|---|---|---|
| Скребковый конвейер | 1981 |
|
SU977308A1 |
| ЗАБОЙНЫЙ СКРЕБКОВЫЙ ЗАРУБНОЙ КОНВЕЙЕР | 2014 |
|
RU2574090C1 |
| Скребковый конвейер | 1979 |
|
SU874515A1 |
| Забойный скребковый конвейер | 1989 |
|
SU1699870A1 |
| ЗАБОЙНЫЙ СКРЕБКОВЫЙ КОНВЕЙЕР | 2018 |
|
RU2692392C1 |
| Скребковый конвейер | 1975 |
|
SU562666A1 |
| ЗАБОЙНЫЙ СКРЕБКОВЫЙ КОНВЕЙЕР | 1990 |
|
RU2042593C1 |
| Скребковый конвейер с вертикальным участком транспортирования | 1990 |
|
SU1756235A1 |
| Скребковый забойный конвейер | 1989 |
|
SU1676945A1 |
| СПОСОБ ПРОФЕССОРА КАРИМАНА ПОДЗЕМНОЙ РАЗРАБОТКИ ПЛАСТОВЫХ МЕСТОРОЖДЕНИЙ ПОЛЕЗНЫХ ИСКОПАЕМЫХ С ВЫЕМКОЙ ИХ БЛОКАМИ И ТРАНСПОРТИРОВКОЙ ЭСКАЛАТОРАМИ | 2008 |
|
RU2383736C2 |
839894
дидГ
16
/
/
