1
Изобретение относится к транспортным устройствам и предиазначено для использования в автоматических поточных линиях обработки преимущественно малогабаритных стальных цилиндрических деталей, например колпаков, колец, полых втулок, валов.
.Известны распределительные ко нвейеры для автоматических поточных линий, включающие две приводные бесконечно-замкнутые цепи со скребками и отсекатели для направления деталей в распределительные окна отводных лотков.
Однако при использований известных распределительных конвейеров не обеспечивается надежная работа отсекателей, что может являться причиной заклинивания транспортируемых деталей в зоне их перегрузки через распределительные окна «а отводные лотки.
Цель изобретения -повышение надежности в работе отсекателей.
Эта цель достигается тем, что отсекатели выполнены в виде электромагнитных плит, установленных над распределительными окнами отводных лотков.
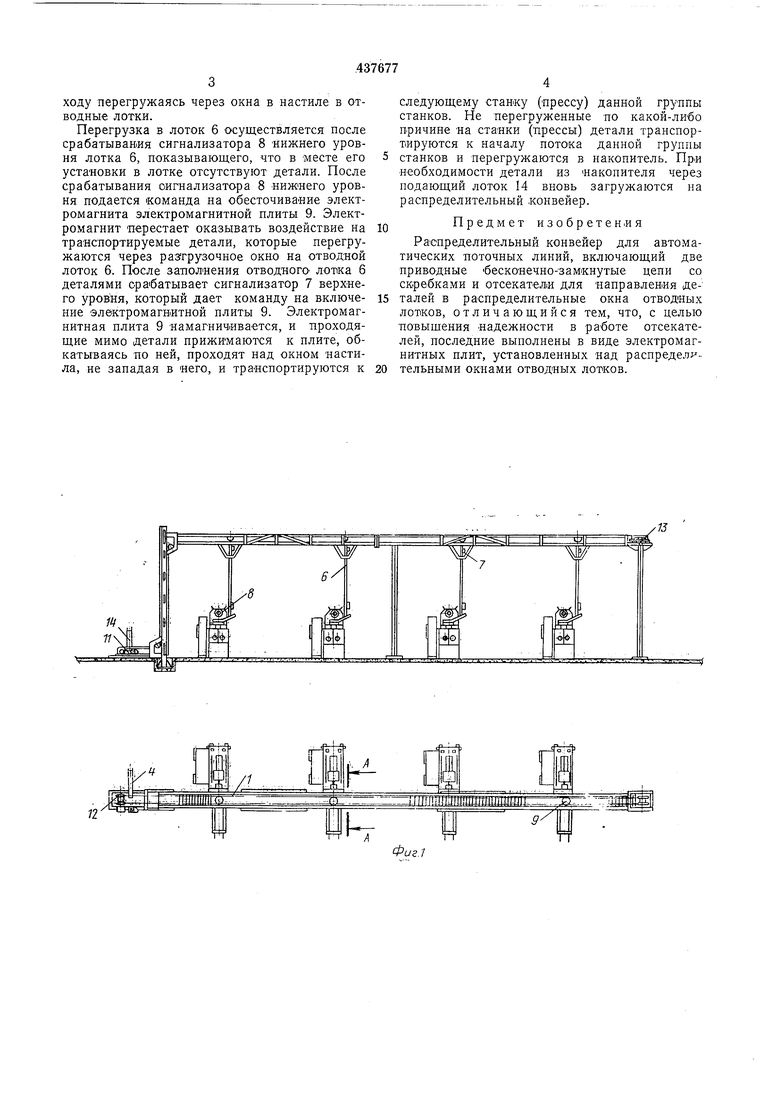
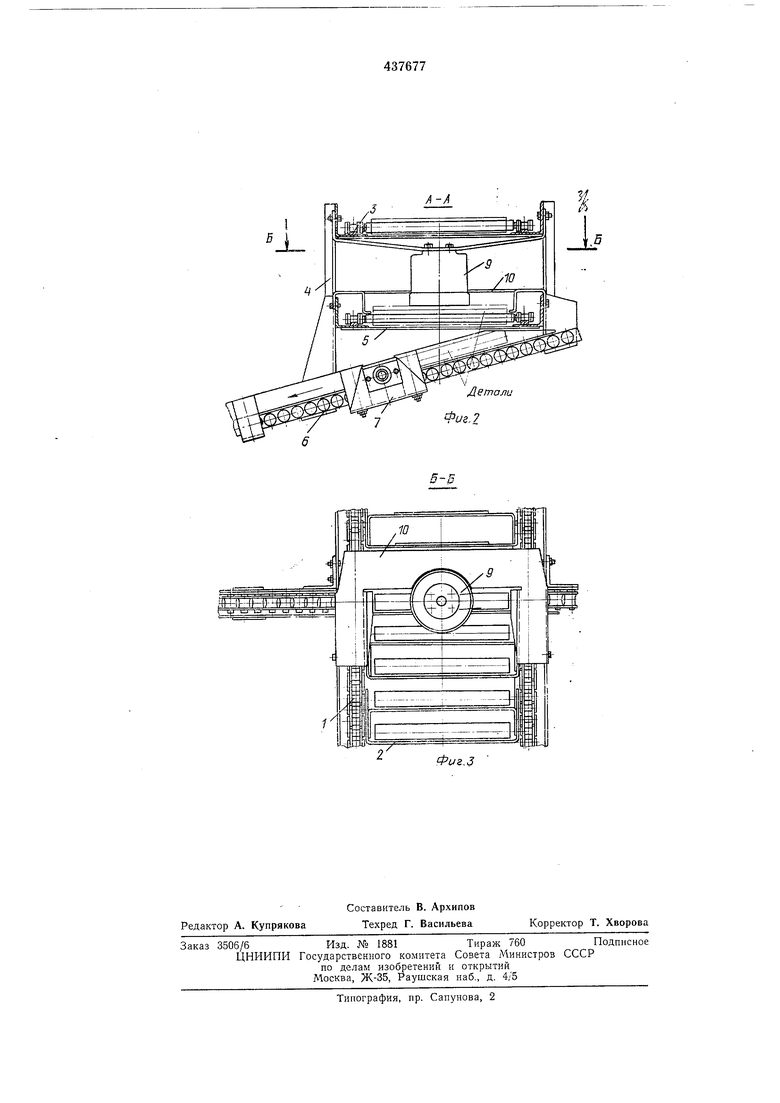
На фиг. 1 схематично показан предлагаемый конвейер, вид и вид сверху; «а фнп 2- продольный разрез по А--А на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 2.
Беоконечно-замкнутые тяговые цепи 1 конвейера соединены скребковыми пластинами 2,
установленными с определенным шагом и образующими между собой ячейки, в которых перемещаются транспортируемые детали. Тяговые цепи скользят по направляющим пластинам 3, установленным на уголках металлоконструкции 4 конвейера.
Между направляющими пластинами закреплен неподвижный настил 5, выполненный в ВИде полосы с рядом окон, к которым присоединены отводные роликовые лотки 6, снабженные сигнализаторами 7 и 8 верхнего и нижнего уровня заполнения лотков деталями. Над окнами, на металлоконструкции конвейера установлены электромагнитные плиты 9 и ограничительные пластины Ю. Привод 11 сообЩает вращение приводным звездочкам 12. Натяжка тяговых цепей конвейера осуществляется с помощью натяжной станции 13. Загрузка конвейера деталями производится с помощью
лотка 14, снабженного механизмом пощтучной загрузки скребкового конвейера.
Распределительный конвейер работает следующим образом. Детали с подающего лотка 14 перегружаются в ячейки цепного конвейера и, ведомые скребковыми пластинами 2, перемещаются по настилу 5 к станкам для выполнения следующей операции. Здесь скребковые пластины 2 поднимают детали, и они вновь транспортируются по горизонтальному участку трассы, по
ходу перегружаясь через окна в настиле в отводные лотки.
Перегрузка в лоток 6 осуществляется после срабатывания сигнализатора 8 нижнего уровня лотка 6, показывающего, что в месте его установки в лотке отсутствуют детали. После срабатывания сигнализатора 8 нижнего уровня подается команда на обесточиваеие электромагнита электромагнитной плиты 9. Электромагнит перестает оказывать воздействие на транспортируемые детали, которые перегружаются через разгрузочное окно на отводной лоток 6. После заполнения отводногО лотка 6 деталями срабатывает сигнализатор 7 верхнего уровня, который дает команду на включение электромагнитной плиты 9. Электромагнитная плита 9 -намагничивается, и проходящие мимо детали прижимаются к плите, обкатываясь по ней, проходят над окном настила, не западая в него, и транспортируются к
следующему станку (прессу) данной группы станков. Не перегруженные по какой-либо причине на станки (прессы) детали транспортируются к началу потока данной группы станков и перегружаются в накопитель. При необходимости детали из накопителя через подающий лоток 14 вновь загружаются на распределительный .конвейер.
Предмет изобретения
Распределительный конвейер для автоматических поточных линий, включающий две приводные бесконечно-замкнутые цепи со скребками и отсекател.и для направления деталей в распределительные окна отводных ЛОТ1КОВ, отличающийся тем, что, с целью повышения надежности в работе отсекателей, последние выполнены в виде электромагнитных плит, установленных над распредел тельными окнами отводных лотков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм распределения деталей | 1975 |
|
SU546537A1 |
| Скребковый конвейер для цилиндрических деталей | 1980 |
|
SU996298A1 |
| Механизм распределения деталей | 1976 |
|
SU583054A1 |
| Скребковый конвейер для цилиндри-чЕСКиХ дЕТАлЕй | 1979 |
|
SU818980A1 |
| Устройство для распределения изделий | 1979 |
|
SU963940A1 |
| Устройство для распределения потока | 1978 |
|
SU740639A1 |
| Устройство для ориентирования цилиндрических изделий со смещенным центром тяжести на цепном скребковом конвейре | 1971 |
|
SU472876A1 |
| Устройство для транспортирования деталей | 1975 |
|
SU601201A1 |
| Автоматическая линия | 1985 |
|
SU1296373A1 |
| Механизм распределения деталей | 1980 |
|
SU897663A1 |
7J
г
у
/L
iiiMiiairo:
9
kА-А
Детали Фиг. 7
Фиг.З
