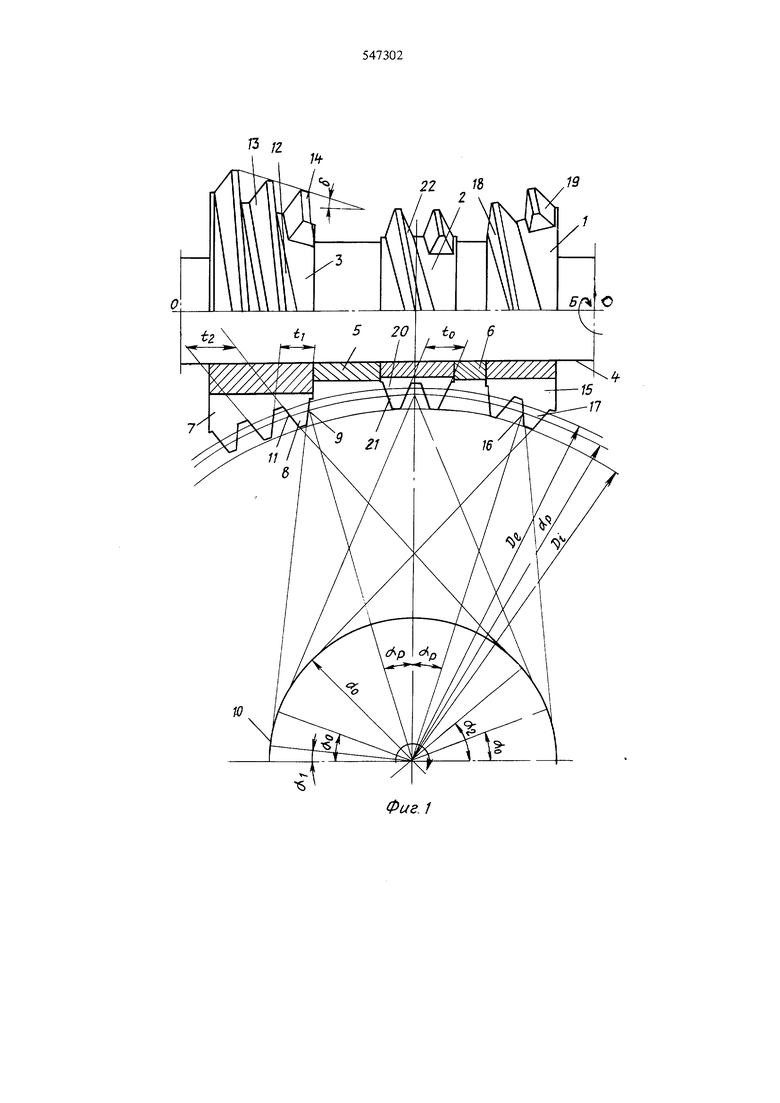
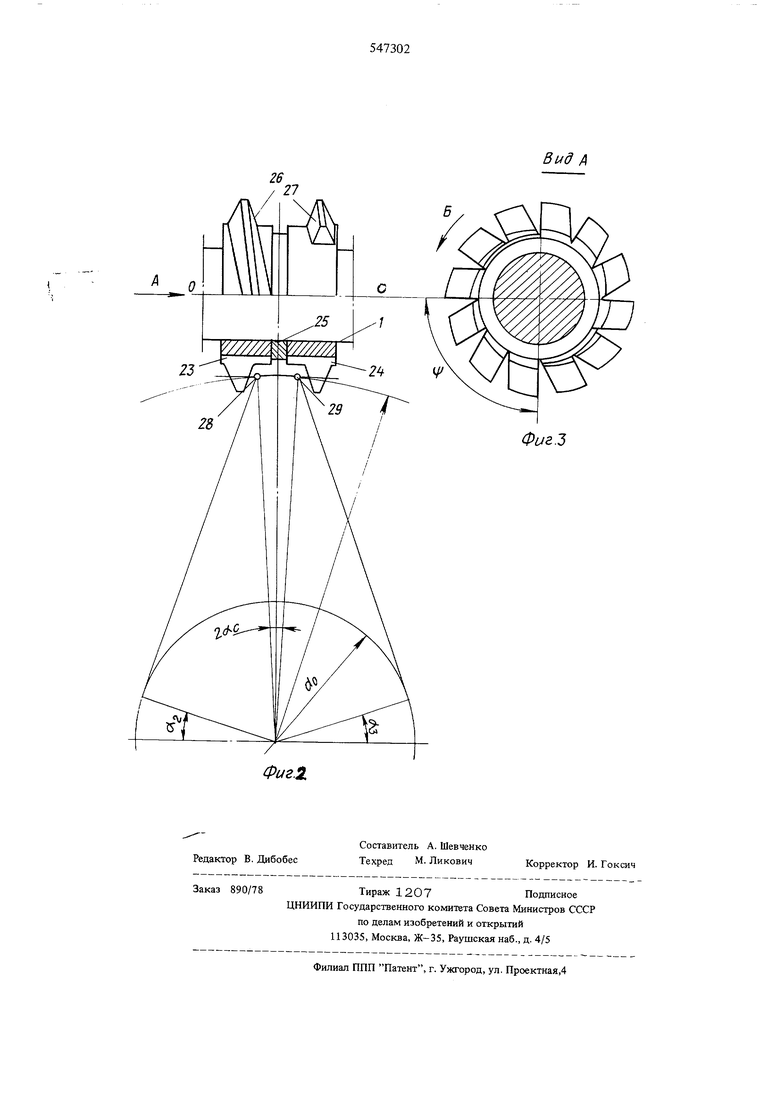
(54) СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА ДЛЯ ОБРАБОТКИ ГЛОБОИДНЫХ ЧЕРВЯЧНЫХ КОЛЕС ческих винтовых поверхностях 12 и 13, образованных винтовым движением кромки 9 и 11. При этом для того, чтобы исключить огибание режущими кромками поверхности зуба колеса, шаги инструментальных поверхностей, измеряемые вдоль оси фрезы, следует выбирать из условия: для поверхности 12: fiVD -3 /Z cosoC Гг-Т для поверхности 13: . где cti и ttj - углы профиля кромок 9 и 11, Z2 - число зубьев обрабатываемого колеса, do,De, Dj- диаметры соответственно профильной окружности, окружностей выступов и впадин колеса. Поверхность головок режущих зубьев секции 3 образована вращением вокруг оси 0-0 фрезы прямолинейной или близкой к ней образующей 14 с углом 5 при вершине конуса, приблизительно равным полуразности углов d2 и di профиля. Вторая крайняя секция режущих зубьев 15 Предназначена для обработки подрезных участков Поверхности второй стороны зуба обрабатываемого колеса. Окончательное формирование этих участков выполняется режущей кромкой 16 ее последнего зуба 17. Режущие кромки остальных зубьев этой секции расположены на конической винтовой поверхности 18, образованной винтовым движением Кромки 16. Вторая сторона 19 витка фрезы в процессе резания не участвует. Средняя часть предлагаемой фрезы предназначена для обработки обкатных участков поверхности обеих сторон зуба колеса с приданием им формы. Позволяющей локализовать контакт в передаче по Высоте и ширине зуба. Средняя секция с зубьями 20 представляет собой цилиндрическую червячную фрезу с углом Профиля режущих кромок 21, равным теоретическому углу otQ обхвата червяка и осевым шагом инструменталъкых поверхностей 22, равным: t,. где dp - диаметр расчетной окружности колеса. Средняя часть фрезы по второму варианту состоит из двух секций режущих зубьев 23 и 24, разделенных регулируемой по длине прокладкой 25. Каждая из этих секций обрабатывает свою сторону зуба колеса режущими кромками, расположенными на обыкновенных винтовых поверхностях 26 и 27, обращенных к межосевому перпендикуляру. Угол профиля этих режущих кромок должен быть равен углу «з профиля витка глобоидного червяка, проходящего соотвественно через точки 28 и 29. Локализация пятна контакта по ширине зуба колеса обеспечивается в том случае, если угол ас определяющий положение этих точек на расчетной окружности колеса, выбран в пределах от 0° (как это имеет место в варианте, показанном на фиг. 1) до360°/г2. Если осевые шаги профилируюшлх инструменальных поверхностей удовлетворяют выражению: tj TTdp/Z Co oi-. о профиль зуба в средней плокости колеса полуается вблизи расчетной окружности эвольвентным, ем и обеспечивается локализация пятна контакта о высоте зуба. У верпшны и у ножки зуба зта эвольвента переходит в прямые, представляющие собой следы первой и последней режущих кромок секции. Стрелка выпуклости такого профиля связана с угловой протяженностью Ф витка инструментальной поверхности зависимостью: do(( -dSinO Sind де h - высота зуба колеса; Q Zi/2Z2; Zj - исло заходов червяка и фрезы (на фиг. 1 и 2 зображена двухзаходная фреза). Расположение режущих кромок всех секций фрезы на обыкновенных винтовьк поверхностях озволяет использовать для затылования ее режущих зубьев универсально-затыловочное оборудование. Таким образом, она технологична в изготовлении. Распределение объема снимаемой стружки между большим числом режуш11х зубьев позволяет резко увеличить подачу на один оборот фрезы и тем самым производительность обработки зубьев колеса. Кроме того, в передаче, включающей обработанное ею колесо, пятно контакта локализуется по высоте и ширине зуба. И, наконец, конструкция предлагаемой фрезы позволяет регулировать толщину обрабатьшаемого зуба после переточки инструмента. Формула изобретения Сборная червячная фреза для обработки глобоидных червячных колес, содержащая центральную и крайние вставные секции с режущими зубьями, отличающаяся тем, что.с целью упрощения технологии ее изготовления и обеспечения необходимой локализации пятна контакта в передаче по высоте и длине зубьев, режущие кромки центральной секции расположены на цилиндрической винтовой поверхности, а режущие кромки зубьев крайних секций - на конической винтовой поверхности причем режущие кромки последних, ближайшие к центральной секции, являются профилирующими и расположены на исходной глобоидной поверхности. Источники информации, принятые во внимание при экшертизе. 1. Авторское свидетельство N 184112, М. кл. В 23 F 21/16, 1962.
/3 /2
19
Фиг. 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления колеса модифицированной глобоидной передачи | 1986 |
|
SU1328092A1 |
| Способ нарезания зубьев колес модифицированных червячных глобоидных передач | 1968 |
|
SU294415A1 |
| Способ нарезания червячного колеса | 1980 |
|
SU952480A1 |
| Фреза-летучка | 1981 |
|
SU965652A1 |
| СБОРНЫЙ ГИПЕРБОЛОИДНЫЙ ЧЕРВЯЧНЫЙ ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ, СМЕННЫЕ ПОВОРОТНЫЕ НЕПЕРЕТАЧИВАЕМЫЕ РЕЖУЩИЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ И СПОСОБ ИХ ЭКСПЛУАТАЦИИ | 2014 |
|
RU2634565C2 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Обкаточная головка с режущими пластинами для обработки зубьев червячных и спироидных колес | 2021 |
|
RU2787187C1 |
| Червячный инструмент | 1980 |
|
SU931334A1 |
| ЧЕРВЯЧНАЯ ЗУБОРЕЗНАЯ ФРЕЗА ГРЕБЕНЮКА | 2009 |
|
RU2429952C2 |
| Способ образования червячной передачи с локализованным контактом | 1981 |
|
SU963742A1 |