В предлагаемом станке для изгибания металлических труб применяются три стола, сидящие на общей оси; один стол неподвижен и несет тиски для закрепления конца изгибаемой трубы, а другие два стола устроены поочередно поворотными вокруг общей оси и несут направляющие для охвата изгибаемой трубы. Поочередный поворот столов осуществляется при помощи вала, который укреплен на одном из столов и соединен с остальными при помощи рычажной системы и эксцентрика.
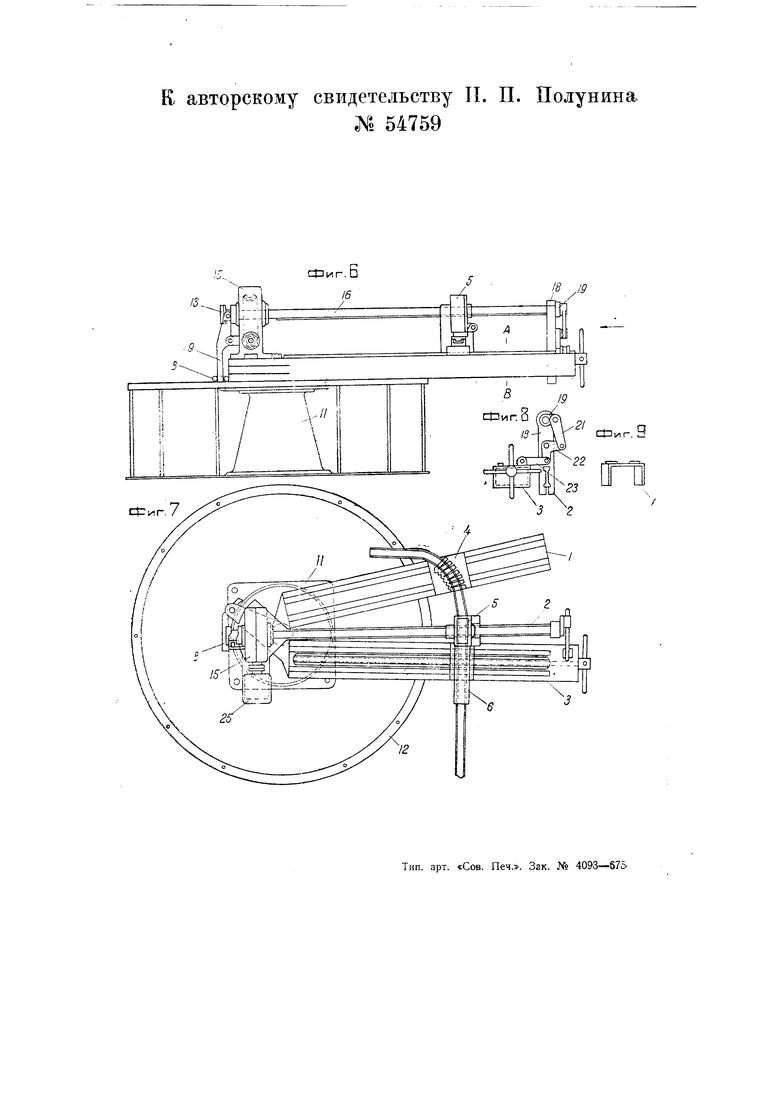
На чертеже фиг. 1, 2, 3, 4 и 5 изображают процесс изгиба трубы на предлагаемом станке; фиг. 6 и 7-- станок для изгибания металлических труб в двух проекциях; фиг. 8- вид части станка по стрелке в сечении по АВ на фиг. 6 и фиг. 9 - вид стола/с торца.
Стол 1, закрепляемый неподвижно на станине 11 при изгибе трубы, несет тиски 4, в которых крепится конец изгибаемой трубы. Столы 2 и 5 выполнены поочередно поворотными вокруг оси 10 и несут направляющие 5 и 6 для охвата изгибаемой части трубы. Тиски 4 и направляющие 5 и б могут быть установлены
на своих столах на любом расстоянии от оси 10. Все столы снабжены роликами, которыми они опираются на круговую раму 12, От двигателя 25, установленного вместе с редуктором /5 на площадке стола 2, вращение передается через червячную передачу редуктора на вал 16, который также укреплен на столе 2, От вала 16 через рычажную систему 19, 21, 22 и 23 получают поочередное движение столы 2 и 5. Поочередность их движения регулируется при ломощи эксцентрика 75, поводка 9 и вилки 8, укрепленной на станине. Конструкция вилки такова, что она жестко связывает со станиной стол 2 при повороте стола 3, а через полуоборот эксцентрика 13 при помощи рычажного поводка 9, взаимодействующего одним концом с эксцентриком 13, а другим - с вилкой 8, освобождает стол 2 и жестко связывает стол 3, что дает возможность при помощи рычажной системы 19-23 подвести стол 2 к столу 3.
Изгиб трубы производится следующим образом. В тиски 4 стола / закрепляется конец изгибаемой трубы. От двигателя 25 через червячную передачу сообщается вращение валу 16,
после полуоборота которого, при помощи рычажной системы 19, 21, 22 и 23 получает движение стол 5, отходящий от стола 2. Последний в это время при помощи эксцентрика 13, поводка 9 и вилки 8 скреплен неподвижно со станиной станка. Изгибаемая труба зажата в тисках 4 и направляющих 5, а потому стол 5, двигаясь, изгибает трубу направляющими 6. Через следующие полуобороты вала эксцентрик 13 освобождает от станины стол 2 и закрепляет стол 5 и при помощи той же рычажной системы 19, 21, 22 и 23 подвигает стол 2 столу 3.
При стола 2 труба от зажима в направляющих 5 освобождается. Освобождение и зажатие трубы в направляющих 5 производится при помощи насаженного на вал 16 эксцентрика (не показанного на чертеже), который через каждый полуоборот вала/6давит наспециаль- ные плашки, установленные в направляющих, и тем самым зажимает изгибаемую трубу в направляющих при движении стола 2 к столу, 5. Таким образом, изгиб трубы осуществляется периодически движением стола 3 и пододвиганием к нему стола 2. Через каждые 45° продвижения столов 2 и 5 от стола 1, последний вручную открепляют от станины, подводят к отошедщим столам, вновь закрепляют и продолжают дальнейший изгиб трубы выщеуказанным образом.
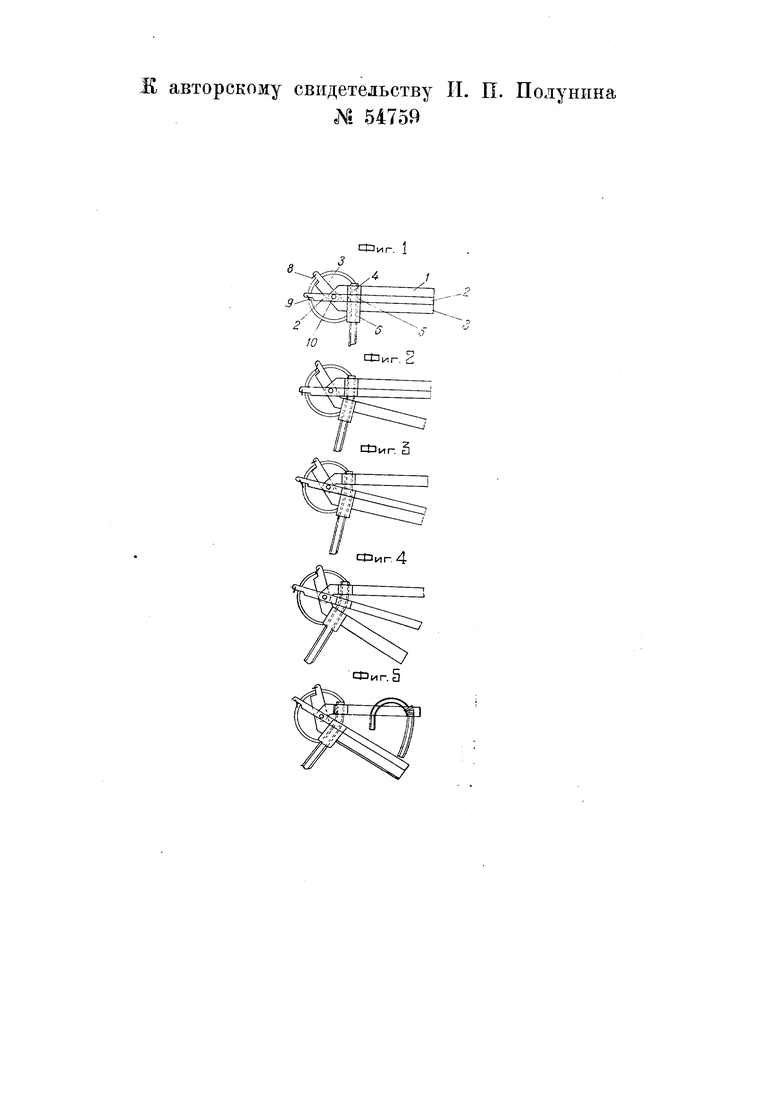
Последовательный процесс изгиба трубы изображен на фиг. 1-5.
За первый полуоборот вала 16 при помощи рычажной системы 19-23 отходит стол 3 (фиг. 2), затем, согласно выщесказанному, за следующий полуоборот стол 2 поворачивается к столу 5, который при этом закрепляется при помощи вилки 8, действующей от рычажного поводка 9; дальше процесс изгиба повторяется по предыдущему до тех пор, пока столы 2 и 5 не повернутся на 45° от начального положения, после чего вручную подводится стол 1.
Предмет изобретения.
1.Станок для изгибания металлических труб, отличающийся применением трех щарнирно соединенных общей осью 10 столов 1, 2, 3, из которых стол / неподвижен и несет тиски для закрепления конца изгибаемой трубы, а столы 2 и 5 устроены поочередно поворотными вокруг оси 10 и несут направляющие для охвата изгибаемой части трубы.
2.Форма выполнения станка по п. 1, отличающаяся тем, что, для осуществления поочередных поворотов столов 2 и 3, применен укрепленный на столе 2 вал 16, несущий на одном конце рычажный механизм 19, 21, 22, 28, связанный со столом 5, а на другом конце - эксцентрик 13 для воздействия через поводок 9 на вилку 8 с целью сцепления последней со станиной станка. Е авторскому свидетельству И. Ni 54759 П. Полунина
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изгибания труб | 1936 |
|
SU49752A1 |
| Станок для изгибания заготовок из листового металла в дугу переменного сечения и разной кривизны по длине | 1938 |
|
SU55582A1 |
| МАШИНА ДЛЯ ИЗГИБАНИЯ ПОЛОСОВОГО, ПРОФИЛЬНОГО И Т.П. ЖЕЛЕЗА | 1928 |
|
SU14589A1 |
| ШТАМП ДЛЯ ПЕРФОРАЦИИ ПЛОСКИХ ПО ФОРМЕ ПРЕДМЕТОВ | 1993 |
|
RU2107612C1 |
| Устройство для изгибания труб | 1934 |
|
SU41314A1 |
| Станок для холодного изгибания труб | 1935 |
|
SU49750A1 |
| Станок для насечки поперечных пил | 1933 |
|
SU41310A1 |
| Прибор для испытания лент на изгиб | 1930 |
|
SU21520A1 |
| ПЕРЕКЛЮЧАТЕЛЬНЫЙ МЕХАНИЗМ ДЛЯ ПЕРЕМЕННО-ВОЗВРАТНОГО ДВИЖЕНИЯ СТОЛА ШЛИФОВАЛЬНОГО СТАНКА | 1926 |
|
SU20979A1 |
| Станок для изгибания труб | 1929 |
|
SU19894A1 |
к авторскому свидетельству П. СРиг.Б № 54759 Ф П. Полунина иг. 9
