Известны фрезерные станки для прорезания шлицев в шурупах и тому подобных изделиях, состоящие из магазина, подающего устройства и двух установленных под углом дисков, служащих для приема изделий, подведения к фрезе и освобождения их после обработки.
В предлагаемом фрезерном станке этого типа, предназначаемом для прорезания шлицев в установочных безголовочных винтах и тому подобных деталях, на ободах вращающихся дисков, перед каждым гнездом для винта, расположены сортирующие планки, которые, в случае выпадения винта из воронки магазина в правильном направлении,т.е. конической заточкой вниз, пропускают его между своими скосами к гнезду, где винт и задерживается для последующей обработки. При неправильном направлении винта вниз цилиндрическим концом, на котором должен быть прорезан шлиц, планки удерживают винт и последний, под действием пружинного бойка, выкидывается из промежутка между магазином и дисками.
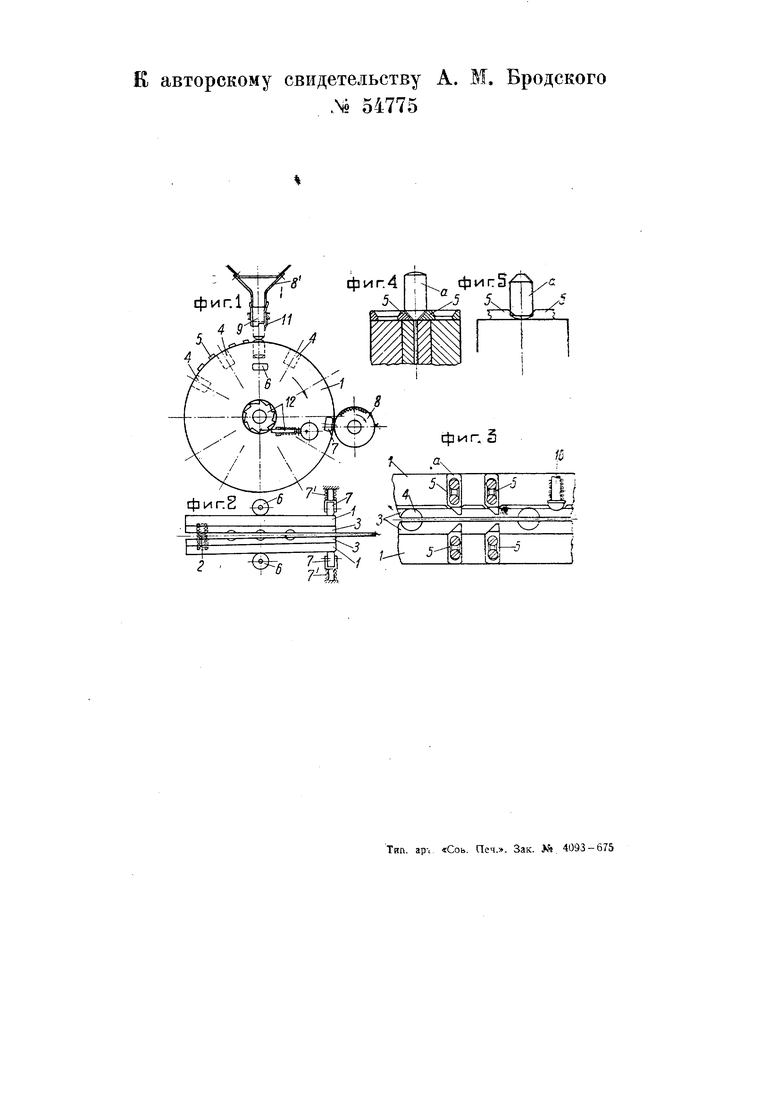
На схематическом чертеже фиг. 1 изображает вид спереди фрезерного станка для прорезания шлицев в установочных безголовочных винтах и тому подобных деталях, фиг. 2 - вид сверху дисков, фиг. 3 - вид сверху сортирующих планок на ободах дисков, фиг. 4 - правильное направление винта, фиг. 5 - неправильное направление его.
Загрузочный барабан образован двумя вращающимися дисками /, установленными под углом друг к другу и разжимаемыми шестью пружинами 2. К дискам прикреп;.ены кольца 3, снабженные вырезами, образующими гнезда 4 для винтов. На ободах дисков между гнездами расположены сортирующие планки 5 со скошенными концами. Ролики 6 устанавливаются до касания их о диски с целью воспрепятствования дискам разжаться в момент прохождения винта между планками 5. Зажимные ролики 7 установлены на уровне фрезы S и диски /, проходя между ними, сближаются и тем самым производится плавный зажим винта во время фрезеровки; зажим регулируется пружи1нами 7 воздействующими на обоймы ,роликов 7.
Винты помещаются в непрерывно -встряхиваемый магазин 8 и выпа.дают по одному через неподвижную воронку р.
Винт, выступающий из воронки, поддерживаемый пружиной //, тор1цем входит в контакт с периферией барабана.
Если винт а поступает в правильном положении, т. е. конической заточкой вниз (фиг. 4), то он беспрепятственно проходит между парами сортирующих планок 5, имеющих соответственные скосы, и попадает в гнездо 4 барабана.
Если же винт поступает из воронки в неправильном положении, т. е. цилиндрическим концом с закруглением вниз (фиг. 5), то винт а, взаимодействуя торцем с периферией барабана, зацепляется за сортирующие планки 5, которые его вытаскивают из воронки, и затем пружинный боек W (фиг. 3) выкидывает винт из промежутка между магазином 8 и дисками 1, направляет данный винт в специальную коробку, из которой, по мере накопления, винты пересылают обратно в бункер.
Гнезда барабана, вращаемого посредством храпового механизма 12,
останавливаются напротив воронки; таким образом, они никогда не могут остаться не заполненными.
Сортирующие планки 5 могут совершенно точно быть установленными по винту, независимо от степени точности его изготовления.
При дальнейшем вращении барабана винт попадает под фрезу 5, прорезающую в нем шлиц. Затем винт выходит из зоны зажима дисков роликами 7 и свободно выпадает из гнезда в коробку, находящуюся в станине станка.
Предмет изобретения.
Фрезерный станок для прорезания щлицев в установочных безголовочных винтах и тому подобных деталях, состоящий из магазина, подающего устройства, и двух установленных под углом дисков, служащих для приема изделий, подведения к фрезе и освобождения после обработки, отличающийся применением расположенных на ободах дисков перед каждым гнездом сортирующих планок 5, служащих для удержания изделий, падающих из магазина цилиндрическим концом вниз и удаления их путем выкидывания бойком 10 из промежутка между магазином 8 и дисками /.
к авторскому свидетельству А.
.Ni 54775
U Бродского
7U it-- о v
Г
фип2
j- л
- .. .у -
-3
- .d
