(54) ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ ГОЛОВОК БОЛТОВ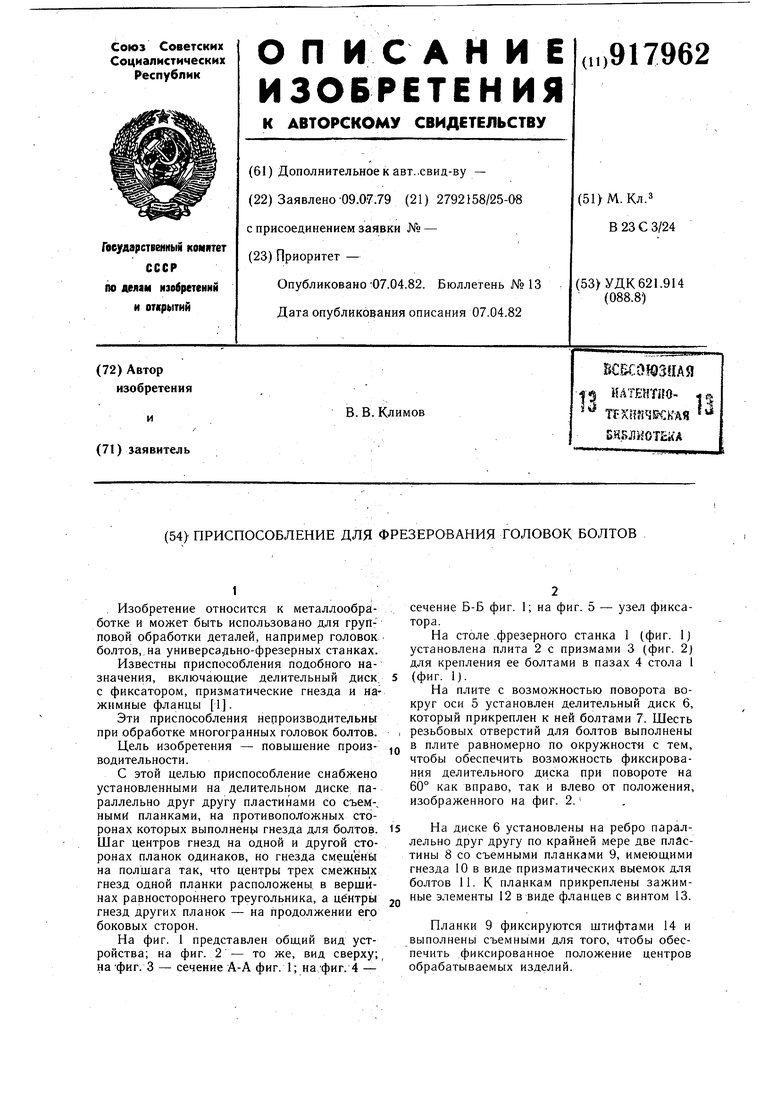
1
. Изобретение относится к металлообработке и может быть использовано для групповой обработки деталей, например головок болтов, на уннверса.дьно-фрезерных станках.
Известны приспособления подобного назначения, включающие делительный диск, с фиксатором, призматические гнезда и нажимные фланцы 1.
Эти приспособления непроизводительны при обработке многогранных головок болтов.
Цель изобретения - повышение производительности.
С этой целью приспособление снабжено установленными на делительном диске, параллельно друг другу пластинами со съем-, ными планками, на противоположных сторонах которых выполнен гнезда для болтов. Шаг центров гнезд на одной и другой сторонах планок одинаков, но гнезда смещены на полшага так, чТо центры трех смежных гнезд одной планки расположены в вершинах равностороннего треугольника, а центры гнезд других планок - на продолжении его боковых сторон.
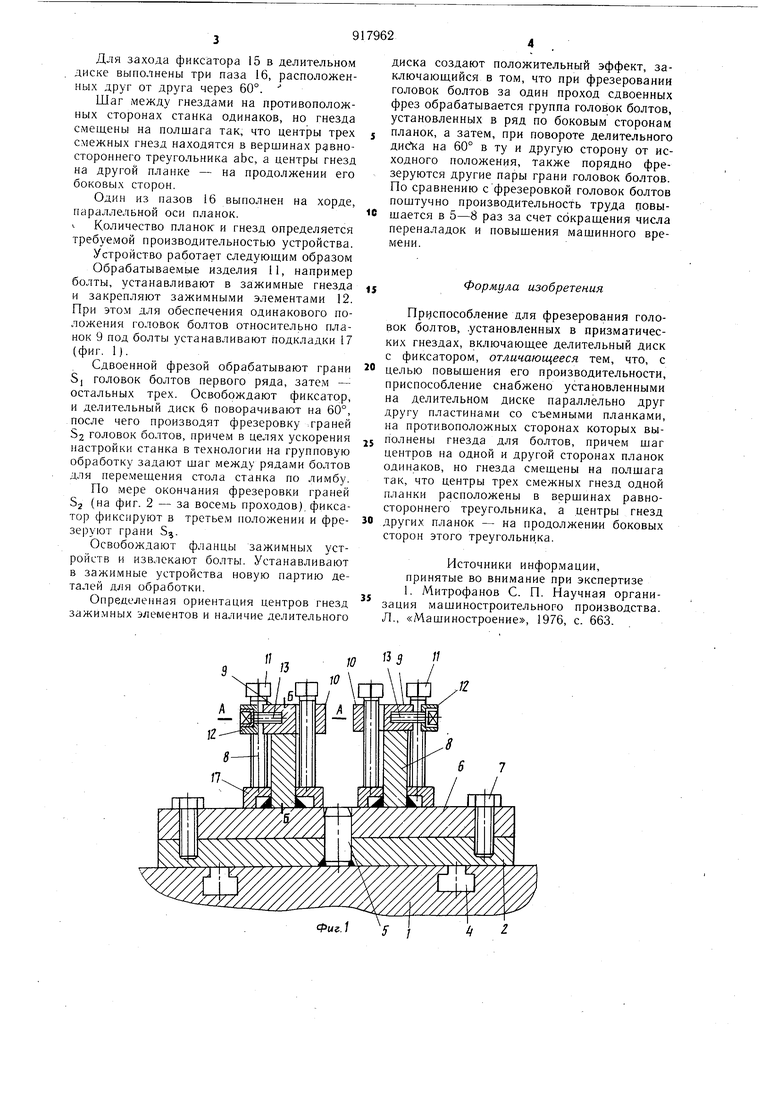
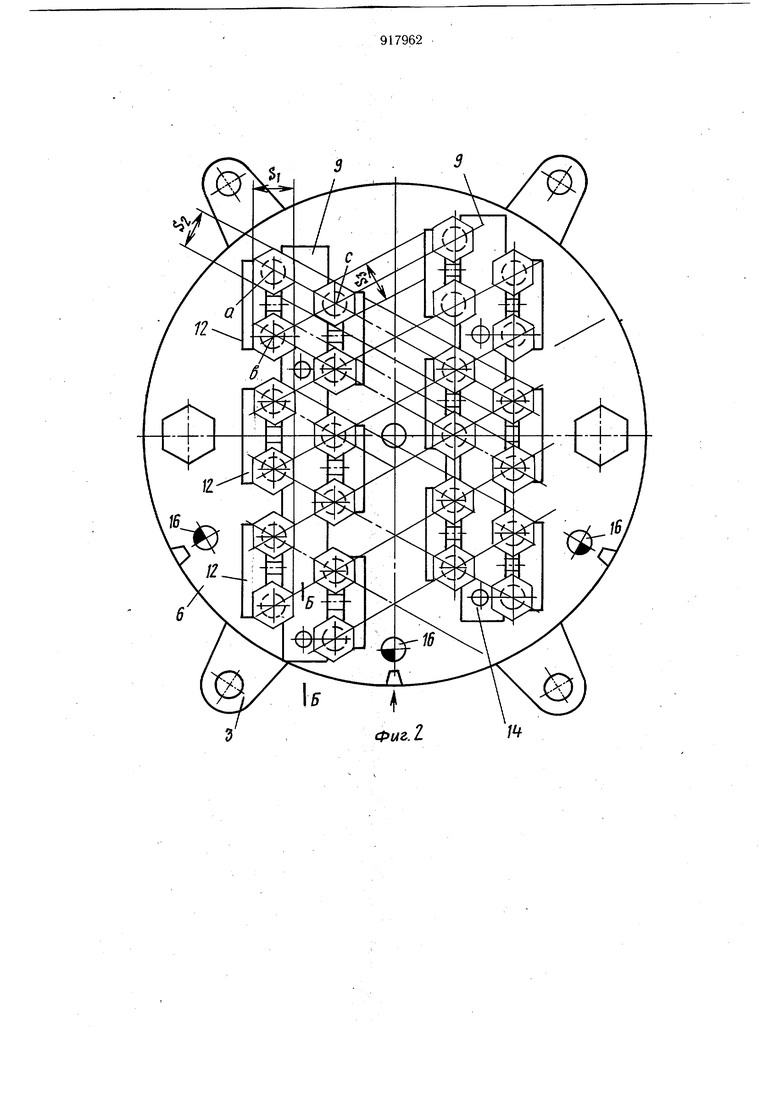
На фиг. 1 представлен общий вид устройства; на фиг. 2 - то же, вид сверху; нафиг. 3 - сечение А-А фиг. 1; на/фиг. 4-
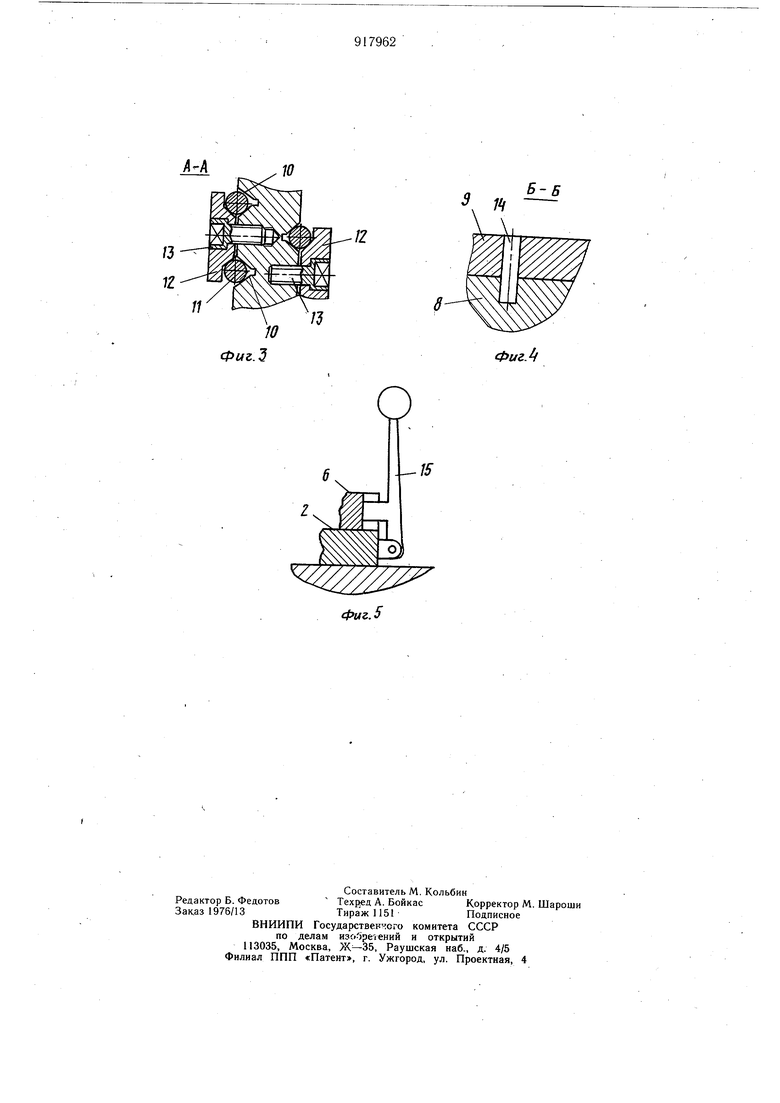
сечение Б-Б фиг. 1; на фиг. 5 - узел фиксатора.
На столе .фрезерного станка 1 (фиг. 1) установлена плита 2 с призмами 3 (фиг. 2) для крепления ее болтами в пазах 4 стола 1 5 (фиг. 1).
На плите с возможностью поворота вокруг оси 5 установлен делительный диск 6, который прикреплен к ней болтами 7. Шесть , резьбовых отверстий для болтов выполнены ,- в плите равномерно по окружности с тем, чтобы обеспечить возможность фиксирования делительного диска при повороте на 60° как вправо, так и влево от положения, изображенного на фиг. 2.
15 На диске 6 установлены на ребро параллельно друг другу по крайней мере две пластины 8 со съемными планками 9, имеющими гнезда 10 в виде призматических выемок для болтов 11. К планкам прикреплены зажимные элементы 12 в виде фланцев с винтом 13.
Планки 9 фиксируются штифтами 14 и выполнены съемными для того, чтобы обеспечить фиксированное положение центров обрабатываемых изделий.
Для захода фиксатора 15 в делительном диске выполнены три паза 16, расположенных друг от друга через 60°.
Шаг между гнездами на противоположных сторонах станка одинаков, но гнезда смещены на полшага так, что центры трех смежных гнезд находятся в вершинах равностороннего треугольника аЬс, а центры гнезд на другой планке - на продолжении его боковых сторон.
Один из пазов 16 выполнен на хорде, параллельной оси планок.
Количество планок и гнезд определяется требуемой производительностью устройства.
Устройство работает следуюш им образом
Обрабатываемые изделия 11, например болты, устанавливают в зажимные гнезда и закрепляют зажимными элементами 12. При этом для обеспечения одинакового положения головок болтов относительно планок 9 под болты устанавливают подкладки 17 (фиг. 1).
Сдвоенной фрезой обрабатывают грани Sj головок болтов первого ряда, затем - остальных трех. Освобождают фиксатор, и делительный диск 6 поворачивают на 60°, после чего производят фрезеровку граней $2 головок болтов, причем в целях ускорения настройки станка в технологии на групповую обработку задают шаг между рядами болтов для перемещения стола станка по лимбу.
По мере окончания фрезеровки граней Зг (на фиг. 2 - за восемь проходов), фиксатор фиксируют в третьем положении и фрезеруют грани Sj.
Освобождают фланцы зажимных устройств и извлекают болты. Устанавливают в зажимные устройства новую партию деталей для обработки.
Определенная ориентация центров гнезд зажимных элементов и наличие делительного
диска создают положительный эффект, заключающийся в том, что при фрезеровании головок болтов за один проход сдвоенных фрез обрабатывается группа головок болтов, установленных в ряд по боковым сторонам планок, а затем, при повороте делительного ди( на 60° в ту и другую сторону от исходного положения, также порядно фрезеруются другие пары грани головок болтов. По сравнению с фрезеровкой головок болтов поштучно производительность труда повышается в 5-8 раз за счет сокращения числа переналадок и повышения машинного времени.
Формула изобретения
Приспособление для фрезерования головок болтов, .установленных в призматических гнездах, включающее делительный диск с фиксатором, отличающееся тем, что, с целью повыщения его производительности, приспособление снабжено установленными на делительном диске параллельно друг другу пластинами со съемными планками, на противоположных сторонах которых выполнены гнезда для болтов, причем шаг центров на одной и другой сторонах планок одинаков, но гнезда смещены на полщага так, что центры трех смежных гнезд одной планки расположены в вершинах равностороннего треугольника, а .центры гнезд
других планок - на продолжении боковых сторон этого треугольника.
Источники информации, принятые во внимание при экспертизе 1. Митрофанов С. П. Научная организация машиностроительного производства. Л., «Машиностроение, 1976, с. 663.
из /
12
В-Б
Фuz.J,
Фиг.
Фиг. 5
