предлагаемый станок относится к станкам для изготовления цепей Галля, в которых отдельные звенья цепей штампуются в специальных устройствах с револьверными барабанами.
Станок, по настоящему изобретению, отличается от известных станков тем, что в нем применен сборочпый револьверный барабан, расположенный в центре между штамповальными барабанами и предназначенный для приема из последних в свои гнезда готовых звеньев, которые в сборочном барабане соединяются шпильками в готовую цепь. Для подачи проволоки для шпилек в сборочном барабане предусмотрена каретка с рычажными захватами и эксцентрик. Благодаря такому устройству отпадает необходимость в отдельном устройстве для сборки цепи, и станок выпускает готовую цепь неограниченной длины.
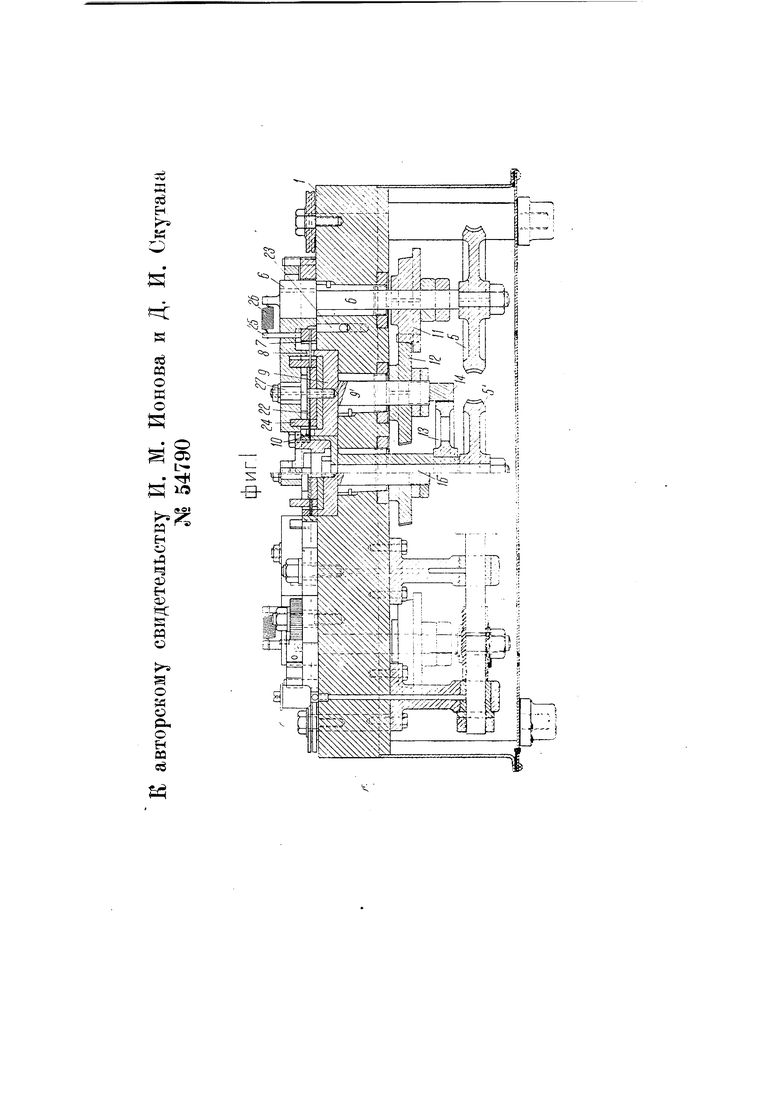
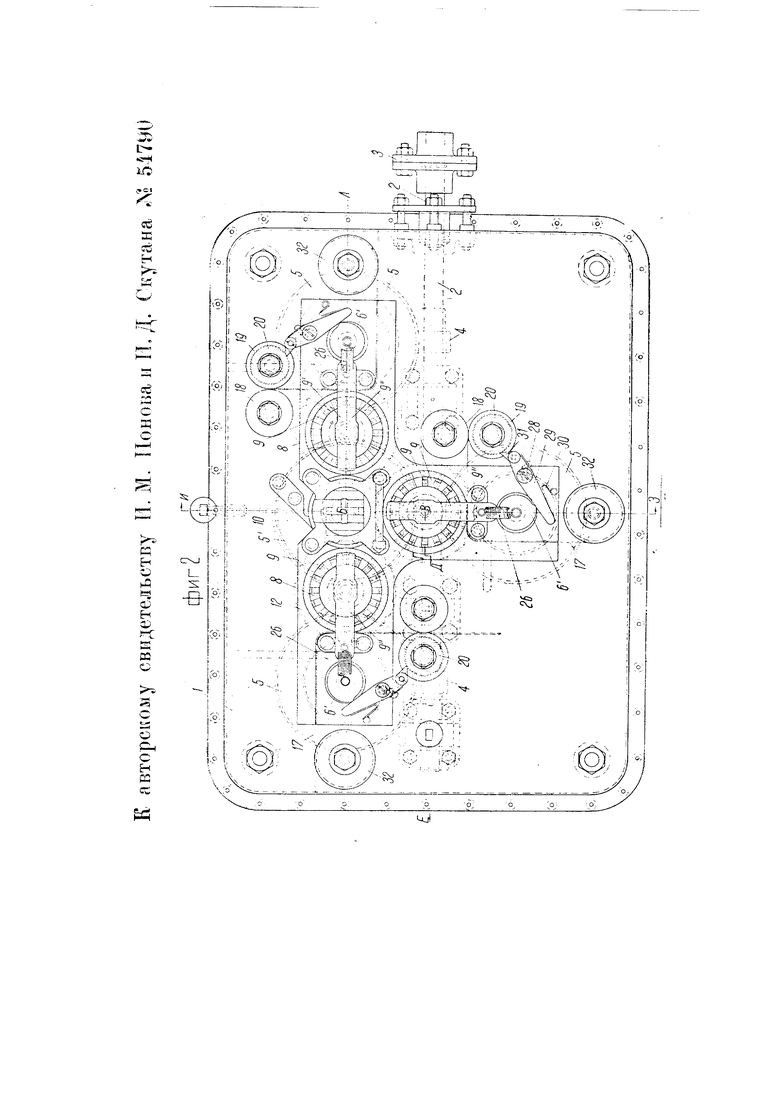
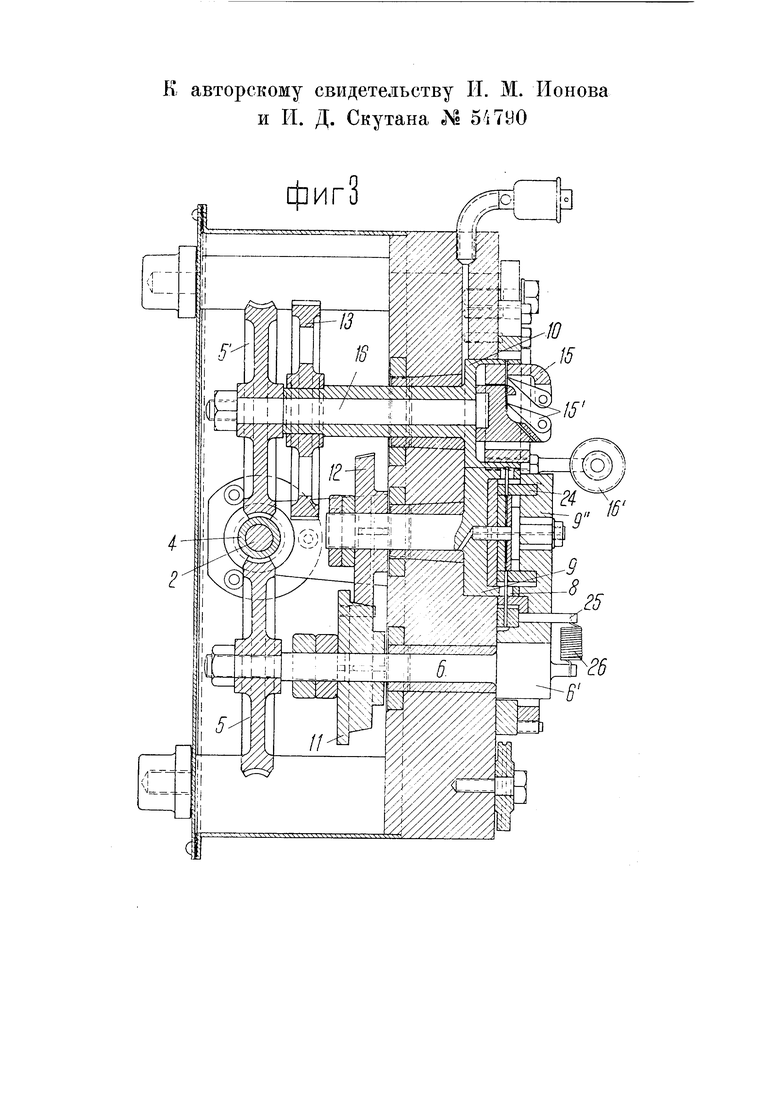
На чертеже фиг. 1 представляет разрез по АБВГДЕ фиг. 2 станка для изготовления цепей Галля, фиг. 2 - вид станка в плане, фиг. 3- разрез по ЗИ фиг. 2, фиг. 4 и 5 -
вид цепи, изготовляемой на этом станке.
Через боковую стенку корпуса 1 станка проходит вал 2, сцепленный муфтой 5 с двигателем, на чертеже не показанным. На валу 2 жестко насажены три червяка 4 с последними находятся в зацеплении три червячных колеса 5 и одно червячное колесо 5, сцепленное со средним червяком и расположенное против среднего колеса 5 (фиг. 3). Колеса 5 сидят на вертикальных валах 6, оканчивающихся кулачками 6. На каждом валу 6 жестко закреплены щайбы // с пальцем, взаимодействующим с мальтийским крестом 12, насаженным на хвостовик 9 штамповального барабана 9. Нижняя часть хвостовика 9 выполнена в виде спиральной шестерни/. Червячное колесо 5 жестко сидит на валу 16, свободно несущем хвостовую часть сборочного револьверного барабана 10, на которой жестко насажена спиральная щестерня 13, сцепленная с шестерней 14. К верхней части вала 1) эксцентрично прикреплена каретка 15 с двумя захватами 15, служащими для зажима проволоки, сматываемой с катка 16, Штамповальный барабан 9 представляет собой диск, на периферии которого расположены радиальные гнезда 8, представляющие собой, собственно, матрицы, в которых производится штампование гнезд цепи. Над каждым барабаном 9 расположен рычаг 9, несущий палец 24 и хвостовик 25 пуансона 7 и свободно сидящий на болте 27. Нижней своей поверхностью рычаг 9 опирается на плоскую поверхность корпуса / и вследствие натяжения пружины 23 всегда прижат к кулачку 6. На болте 28, укрепленном в корпусе /, свободно сидит рычаг 29, прижимаемый к кулачку 6 плоской пружиной 30. Рычаг 29 заканчивается собачкой 51, входящей в углубления храповика 20, сидящего на одной оси с валиком 19. Рядом с последним на расстоянии толщины ленты 17, из который щтампуются и вырубаются звенья цепи, расположен второй ролик 18. Боковая поверхность ролика 19 снабжена выступами, соответствующими форме пуансона 7, Лента 17 навита на барабан 32.
Станок работает следующим образом: при вращении вала 2 червячные шестерни 5 и 5 и, соответственно, валы 6 и 16 получают постоянное вращение, передаваемое кулачкам 6 и каретке 15. Палец диска // через мальтийский крест 12 сообщает хвостовику 9 и штамповальному барабану 9 периодическое вращение, сообщаемое через винтовую пару 14, 13 и сборочному револьверному барабану 10. Лента 17 стягивается с барабана 32 роликами 19, 18 периодически, с каждым поворотом кулачка 6 и протягивается в зазор между пуансоном 7 и матрицей 8 барабана Р. При каждом повороте кулачка 6 рычаг 9 получает от него перемещение, в результате которого происходит следующее: хвостовик 25 пуансона 7 заставляет последний передвигаться и вырубать из ленты звено цепи; пуансон 22, также закрепленный в рычаге 9, пробивает в звене, вырубленном раньше и находящемся в матрице 8, расположенной диаметрально противоположно той матрице, в которой происходит вырубка звена, дыры для осей цепи, и, наконец, палец 24 выталкивает это звено в сборочный револьверный барабан 10. Все три действия происходят одновременно. Отходы от пробивки дыр падают в канал 23 и отводятся наружу. Вокруг сборочного барабана 10 расположены три штамповальных барабана 9; три кулачка 6 взаимно расположены так, что в сборочном барабане собирается цепочка из вырубленных и снабженных отверстиями пластинок, согласно фиг. 4, 5. Проволока сматывается с катка 16 и продевается в дыры собранного звена. Отрезается проволока в момент примыкания каретки 15 к своей направляющей и в момент поворота сборного барабана 10.
Предмет изобретения.
1.Станок для изготовления цепей Галля, состоящий из нескольких штамповальных устройств с револьверными барабанами, отличающийся применением центрально расположенного сборочного револьверного барабана 10, служащего для приема в свои гнезда готовых звеньев из гнезд штамповальных барабанов 9, соединения их шпильками и вывода готовой цепи.
2.Форма выполнения станка по п. 1, отличающаяся применением в сборочном барабане 10 каретки, несущей рычажные захваты, и эксцентрика для подачи проволоки при соединении пластин отдельных звеньев.
се я
гб Н
и «б
CQ О И О
Ы S S
&
о fl ч ф н о к а
о
S о W о р. о н оа сё -Cv-j 11 II
к авторскому свидетельству И. М. Ионова и PI. Д. Окутана Л1 54790
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для шлифовки опасных бритв | 1949 |
|
SU82341A1 |
| ОДНОШПИНДЕЛЬНЫЙ ТОКАРНЫЙ АВТОМАТ | 1935 |
|
SU50823A1 |
| Станок для изготовления полотен капеллированных сит | 1932 |
|
SU36930A1 |
| Приспособление для автоматической установки резца в рабочее положение на станках с копирным резьбонарезным приспособлением | 1945 |
|
SU68304A1 |
| ОДНОШПИНДЕЛЬНЫЙ АВТОМАТИЧЕСКИЙ ТОКАРНО-РЕВОЛЬВЕРНЫЙ СТАНОК | 1949 |
|
SU91305A1 |
| Проволочно-ткацкий станок | 1946 |
|
SU71864A1 |
| ЗУБОШЕВИНГОВАЛЬНЫЙ СТАНОК | 1969 |
|
SU254314A1 |
| Ткацкий станок | 1928 |
|
SU12782A1 |
| Устройство для смены инструмента | 1986 |
|
SU1414549A1 |
| НАЯ Н. Н. Рулев, В. П. Солошенко и А. Р. Зеленчуков /Г'У?'--^- -...,,,.,.:' !---^-н;--А??;:^Е:.ШСпециальное конструкторское оюро при Рязанском станкозаводе' • :";,;^;,]Г)-.--,^г , | 1971 |
|
SU290788A1 |
к авторскому свидетельству П. М. Попова и И. Д. Скутана № 54790
