Предметом изобретения является автоматический станок для шлифования боковых поверхностей лезвия опасных бритв.
Известны станки для этой же цели с применением двух расположенных параллельно шлифовальных шпинделей, смонтированных в подвижных в радиальном направлении головках, и подвижного в осевом направлении ползуна, несушего зажим для бритв. Шлифование лезвий на этих станках производится при ручном креплении бритв и ручном контроле толшины лезвий.
Предлагаемый станок позволяет полностью автоматизировать процесс шлифовки боковых поверхностей опасных бритв. Это достигнуто Б результате того, что в станке применен для подачи заготовок бритв магазин и автоматический револьверный барабан, на котором расположены ползуны с гнездами для закрепления бритв, получаюшие возвратно-поступательное движение от распределительной системы, связанной с обшим цриводом станка и управляемой контрольно-мерительным электромеханическим устройством.
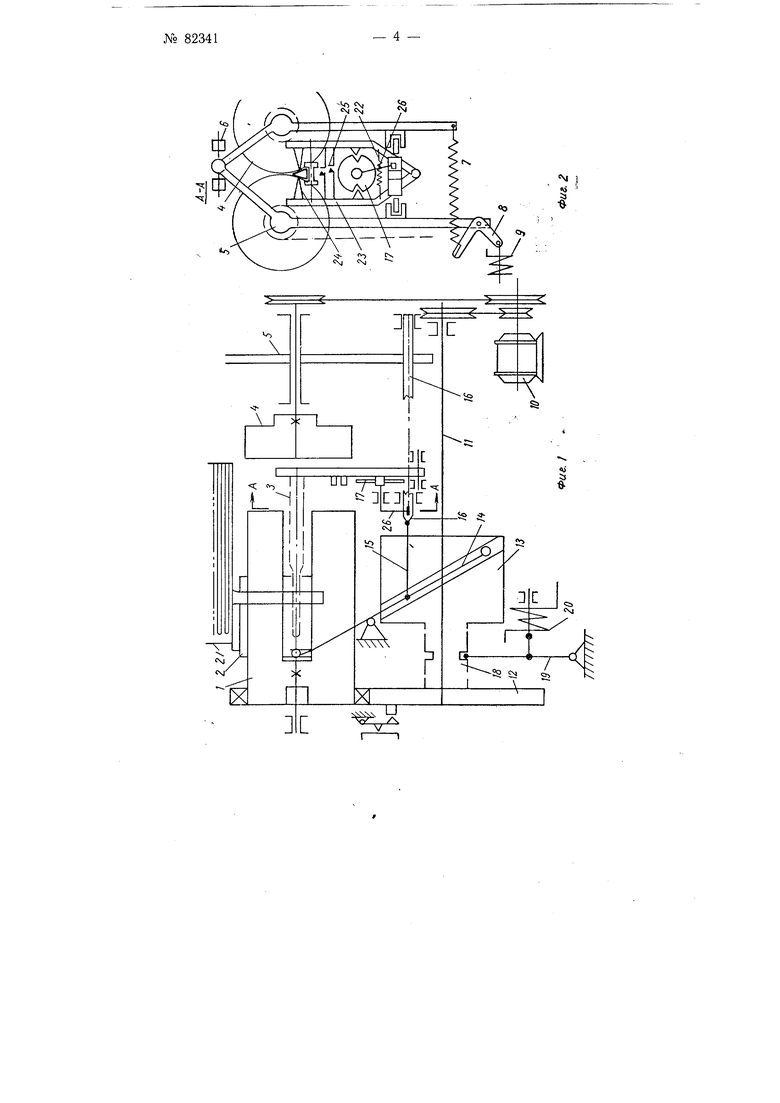
На фиг. 1 изображена общая кинематическая схема станка для шлифовки бритв, вид сбоку; на фиг. 2 - разрез по А-А на фиг. 1.
Станок имеет горизонтальный револьверный барабан с ползунами 2, снабженными гнездами для заготовок бритв 3, два шлифовальных круга 4, CiMOHTHpOBaHHbix на качающихся в перпендикулярной к их осям плоскости шпинделях рычажных бабок 5, нагруженных грузами 6 и связанных пружиной 7, управляемой посредством рычага 8 электромагнитом Я распределительное устройство в виде постоянно врашающегоСя от электродвигателя 10 распределительного вала //, на котором свободно насажены однозубый поводковый диск 12, поворачиваюший револьверный барабан /, и кулачковый барабан 13, приводяший в водило J4, сообшающий возвратно-поступательное движение ползунам 2 и связанный через систему рычагов и тяг 15, 16 с кулачком 17 контрольного мерительного устройства и с рь1чажными шпиндельными бабками 5.
Поводковый диск 12 и кулачковый барабан 13 соединяются с распределительным валом 11 посредством двухсторонней торцевой муфты 18, перемещаемой через рычаг 19 электромагнитом 20, который управ№ 82341- 2 -
ляется путевым переключателем, взаимодействующим с револьверным барабаном и с контрольно-мерительным устройством.
Контрольно-мерительное устройство, предназначенное для промера толщины лезвия в процессе щлифования, состоит из двух стягиваемых пружиной 22 и раздвигаемых кулачком П рычагов 22, опирающихся лапками 24 на боковые поверхности лезвия и снабженных двухпредельным контактом 25.
револьверным барабаном / расположен магазинный питатель 21 для подачи заготовок в ползуны 2. При пуске станка муфта 18 находится в крайн;ем левом положении и соединяет поводковый диск 12 с распределительным валом //. Диск 12, взаимодействуя своим зубом .с выступом револьверного барабана, поворачивает его на один шаг.
Заготовка, поступающая из магазина в ползун, переносится при повороте револьверного барабана в рабочую позицию, в которой ролик ползуна 2 входит во взаимодействие с водилом 14.
Одновременно путевой переключатель включает электромагнит 20. который перемещает посредством рычага 19 муфту 18 вправо и соединяет с распределительным валом // кулачковый барабан 13. Кулачковый барабан 13 через водишо 14 сообщает возвратно-поступательное движение ползуну 2 с расположенной в нем бритвой, которая шлифуется цилиндрическими поверхностями шлифовальных кругов 4. При каждом ходе ползуна 2 водило 14 через систему тяг и рычагов 15, 16 и 26 поворачивает кулачок 17, вследствие чего рычаги 23 кОНтрольно-мерительного устройства сближаются и производят замер толщины лезвия бритвы. При достижении определенной заданной толщины лезвия замыкается первый контакт 25, включающий электромагнит Я который повертывает рычаг 8 и, освобождая пружину 7, уменьшает силу прижатия щлифовальных кругов к лезвию бритвы. Дальнейшая шлифовка продолжается при более мягком до тех пор, пока при достижении окончательного размера толщины лезвия замкнется второй контакт 25, который выключает электромагнит 20, вследствие чего муфта 18 выключает кулачковый барабан 13 и включает поводковый диск 12. Происходит очередной поворот револьверного барабана и цикл повторяется. Отшлифованная бритва выпадает в следующей позиции револьверного барабана.
Предмет изобретения
1.Станок для щлифовки опасных бритв с применением двух параллельно расположенных щлифовальных шпинделей, смонтированных в подвижных в перпендикулярной к их осям плоскости головках, отличающийся тем, что, с целью автоматизации его работы, в нем применен автоматический револьверный барабан с расположенными на нем подвижными вдоль его осц ползунами, снабженными гнездами для бритв и получающими в рабочей позиции барабана возвратно-поступательное движение от двуплечего водила, связанного с общим распределительным устройством.
2.Форма выполнения станка по п. 1, отличающаяся тем, что, с целью автоматической щлифовкИ бритв до заданного размера по толщине, в нем применено электроконтактное контрольно-мерительное устройство, с целью измерения изделия после каждого рабочего хода, связанного с приводом ползунов, а распределительное устройство станка выполнено в виде свободно вращающихся на распределительном валу дискового кулачка для поворота револьверного барабана, кулачкового -барабана для привода ползунов и расположенной между кулачком HI кулачковым барабаном вращающейся вместе с валом передвижной торцевой зубчатой муфты включения, которая, с целью выключения привода ползунов и включения привода револьверного барабана, при достижении требуемого размера изделия, связана с электромагнитом, управляемым контрольно-мерительным устройством п путевым переключателем, срабатывающим при повороте револьверного барабана.
3.Форма выполнения станка по пп. 1-2, отличающаяся тем, что для уменьщения усилия прижима щлифовальных кругов к изделию при окончательной щлифовке, контрольно-мерительное устройство выполнено двухпредельным и в цепь его второго контакта, замыкающегося при достижении предварительного размера изделия, включен электромагнит, связанный с рычагом, разгружающим щлнфовальные круги от действия пружин, прижимающих их к изделию.
4.В станке по пп. 1-3 применение магазина для подачи заготовок в револьверный барабан.
- 3 -№ 82341
л.
, ,i
I
D