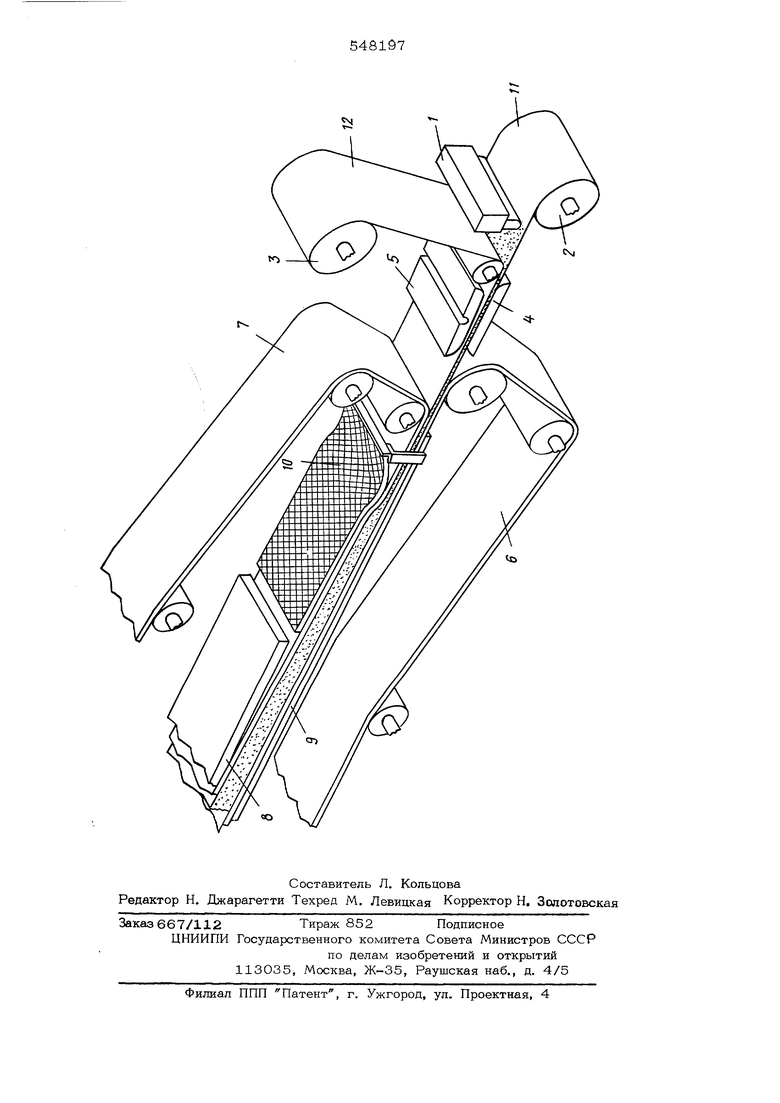
НИИ 7 конвейеры в виде бесконечных лент, калибровочные плиты 8 и 9. По внутренней поверхности с верхнего конвейера 7 размещена гибкая плита 10, выполненная в виде металлической сетки, конец которой со сторо- ны входа в конвейер жестко зафиксирован.
Устройство работает следующим образом. Смесь порообразующих компонентов из приспособления 1 распределяется на нижнем облицовочном листе 11, подаваемом с приспособления 2 и непрерывно поступательно перемещаюп1имся. Верхний облицовочный лист 12 накладьтается на жидкую смесь компонентов и заготовка слоистой панели поступает в первый формующий узел, где между
поверхностями 4 и 5 происходит распределение смеси и предварительное формование панели. Затем заготовка панели поступает в зазор между конвейерами 6 и 7.
Благодаря размещению по внутренней
поверхности бесконечной ленты конвейера 7 гибкой плиты 10, деформирующейся во всех направлениях, образуется наклонная плоскость которая направляет ленту конвейера 7 и удерживает ее постоянно прижатой к облицовочному листу 12 в процессе вспенивания матее- риала. Гибкая плита 1О, выполненная в виде металлической сетки, плотно облегает все неровности профилей, независимо от их формы и направления, что устраняет образо- вание складок на листе 12. В конце вспенивания конвейеры 6 и 7 направляют панель в зазор между калибрующими плитами 8 и 9, расстояние между которыми предварительно устанавливают в зависимости от толщины панели.
Соединение между калибрующими плитами 8 и 9 и облицовочными листами 11 и 12 осуществляется практически между парал-
лельными сторонами этих плит, угол между плитой 8 и вспененным материалом максимально мал. Вследствие этого формование складок на облицовочном листе 12 исключается между концом гибкой плизы 10 и местом соединения калибрующих плит 8 и 9, так как расстояние между ними минимальное. Таким образом, предложенное устройство позволяет повысить качество панелей и исключить образование складок на поверхности. облицовочных листов и газовых карманов в панели.
Формула изобретения
Устройство для непрерывного изготовления слоистых панелей с сердцевиной из пористого пластического материала, размешенной между облицовочными слоями, содержащ два расположенных один над другим конвейера, верхний из которых имеет размещенную по его внутренней поверхности гибкую плиту с зафиксированным со стороны входа конвейера концом, и приспособления для подачи в зазор между конвейерами смеси порообразующих компонентов и облицовочных листов, отличающееся тем, что, с целью повыщения качества панелей и исключения образования складок на их поверхности, гибкая плита выполнена в виде металлической сетки.
Источники информации, принятые во внимание при экспертизе:
1.Патент США № 3142864, кл. 18-, 1964 г.
2.Патент СССР № 210048,
кл. В 29 d 27/ОО, 1964 г. (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ СЛОИСТЫХ ИЗДЕЛИЙ | 1968 |
|
SU210048A1 |
| Установка для непрерывного изготовления слоистых изделий | 1981 |
|
SU1090577A1 |
| Установка длля непрерывного изготовления листов из пенопласта | 1974 |
|
SU605533A3 |
| Установка для непрерывного изготовления слоистых панелей | 1981 |
|
SU1090576A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВНЕДРЕНИЯ ХОЛСТА В ИЗГОТАВЛИВАЕМЫЕ МОКРЫМ СПОСОБОМ ПАНЕЛИ | 2007 |
|
RU2443550C2 |
| УСТРОЙСТВО ДЛЯ ОДНОВРЕМЕННОГО И РАВНОМЕРНОГО НАНЕСЕНИЯ ВСПЕНИВАЕМОЙ РЕАКЦИОННОЙ СМЕСИ НА ПОВЕРХНОСТЬ, УСТРОЙСТВО И СПОСОБ ПРОИЗВОДСТВА ЭЛЕМЕНТОВ СЭНДВИЧ-КОНСТРУКЦИЙ | 2007 |
|
RU2440855C2 |
| БЕСПРАЙМЕРНЫЙ СПОСОБ ПРОИЗВОДСТВА ПОЛИИЗОЦИАНУРАТНЫХ НЕГОРЮЧИХ СТРОИТЕЛЬНЫХ СЭНДВИЧ-ПАНЕЛЕЙ | 2014 |
|
RU2561119C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПО ПРОИЗВОДСТВУ МНОГОСЛОЙНОЙ ШТУЧНОЙ КРОВЕЛЬНОЙ ТЕРМОЧЕРЕПИЦЫ | 2017 |
|
RU2668901C1 |
| СОСТАВНЫЕ СЭНДВИЧ-ЭЛЕМЕНТЫ | 2010 |
|
RU2524395C2 |
| ПОЛИМЕРНЫЕ ПЕНОКОМПОЗИТЫ, КОТОРЫЕ УДОВЛЕТВОРЯЮТ ТРЕБОВАНИЯМ СТАНДАРТА FACTORY MATERIAL 4880 | 2003 |
|
RU2315787C2 |