г7 wjsjmmozs /, 21 js 12
CD
О
сл
05 Г Т г/ JJ dii 12
Изобретение относится к производству строительных теплоизоляционных слоистых панелей.
Известно устройство для изготовления слоистых панелей, содержащее механизмы подачи облицовочных лент из вспенивающейся композиции, формовочную камеру, образованную профилированными плитами, средства отбора изделия 1.
Известное устройство - периодического действия, что увеличивает цикл изготовления панелей.
Наиболее близка к изобретению установка для непрерывного изготовления панелей, содержащая отпускные механизмы облицовочного материала, питатель вспененного наполнителя, формующий узел в виде расположенных один над другим конвейеров из связанных подвижным соединением палет с роликовыми опорами, взаимодействующих с закрепленны.ми на каркасе направляющими, и боковых формующих элементов, частично охватывающую конвейеры термокамеру и механизмы отбора и резки панелей 2.
Известная установка не позволяет прессовать полотно заготовки панели из сыпучих материалов больщой толщины с больщой степенью обжатия, так как несмотря на малый заходный угол .между конвейерами, ггоскольку формообразующие элементы движутся в зоне перехода заходных участков подающих ветвей в горизонтальные, соверщая вертикальное, горизонтальное и поворотное движения, возможен сдвиг прессуемоймассы в целом и послойно в противоположную сторону от направления движения рабочих ветвей конвейеров, что вызывает уменьщение плотности и прочности полотна заготовки, приводит к образованию .местных трещин и разрывов и в конечном счете отрицательно сказывается на качестве готовых изделий.
Кроме того, она не обеспечивает постоянного обжатия полотна заготовки горизонтальной частью подающих ветвей конвейеров из-за прогиба палет между направляющими опорами.
Целью изобретения является повыщение качества изделия и расширение технологических возможностей установки.
Поставленная цель достигается тем, что в установке для непрерывного изготовления слоистых панелей, содержащей отпускные механизмы облицовочного материала питатель вспененного наполнителя, формующий узел в виде расположенных один над другим конвейеров из связанных подвижным соединением палет с роликовыми опорами, взаимодействующими с закрепленными на каркасе направляющими, и боковых формующих элементов, частично охватывающую конвейеры термокамеру и механизмы отбора и резки панелей, передние и задние
опоры палет выполнены разновысокими, каждая из которых взаимодействует с отдельной направляющей, причем направляющие в заходной и выходной зонах подающих ветвей конвейеров образуют расположенные наклонно пря.молинейные участки, а- в зоне формования расположены горизонтально на разных уровнях.
При этом подвижное соединение соседних палет выполнено в виде серег, шарнирно соединяющих их меньшие по высоте роликовые опоры.
Кроме того, плиты палет выполнены с радиусным щитком на конце.
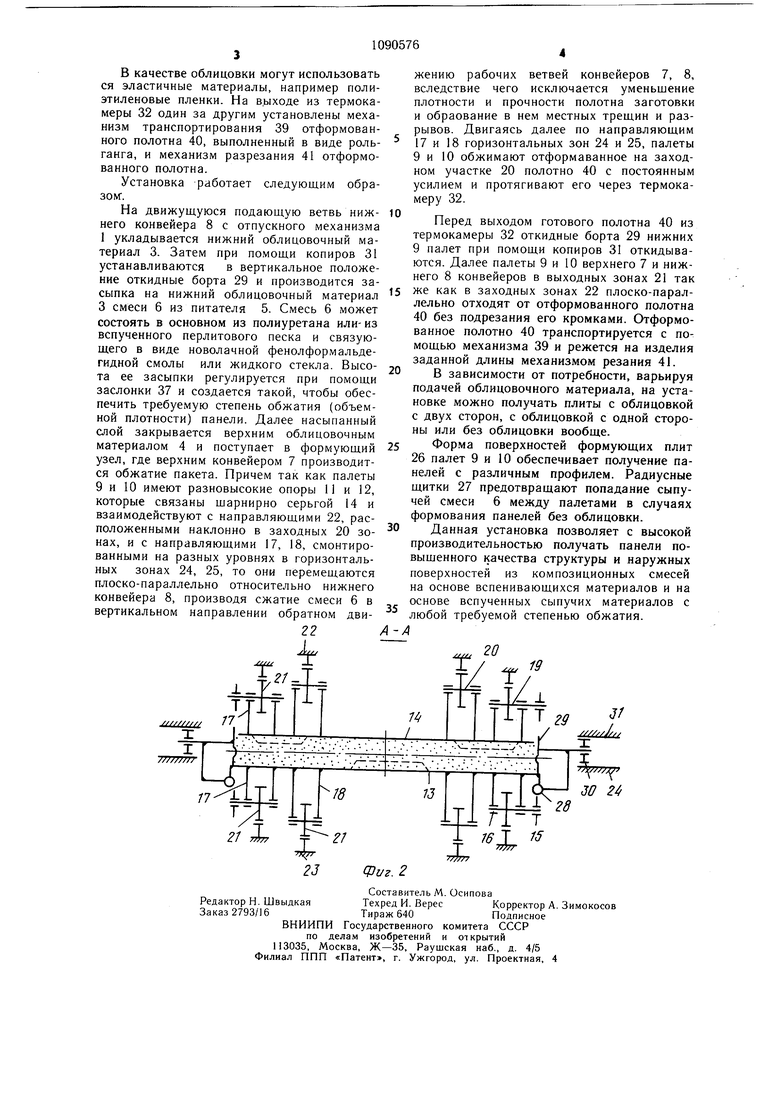
На фиг. 1 показана схема установки, общий вид; на фиг. 2 - сечение А-А на фиг. 1.
Установка для непрерывного изготовления слоистых панелей содержит отпускные механизмы 1, 2 облицовочных лент 3, 4,
0 питатель 5, наполнитель 6, расположенные один над другим верхний 7 и нижний 8 конвейеры, образованные бесконечными лентами, выполненными из нижних 9 и верхних 10 палет, имеющих разновысокие опоры 11, 12 с роликами 13. Соседние палеты
соединены между собой шарнирно установленной на меньших опорах серьгой 14.
Палеты 9 и 10 роликами 13 опор 11 и 12 взаимодействуют с рельсовыми направляющими 15, 16 верхнего конвейера 7 и с на° правляющими 17, 18 нижнего конвейера 8, закрепленными на каркасе 19. Направляющие 15, 16 и 17, 18 в заходных 20 и выходных 21 зонах выполнены в виде прямолинейных рельсов 22 и 23, расположенных наклонно, а направляющие в горизонтальной формующей зоне 24, 25 - в виде рельсов 17, 18, расположенных на разных уровнях. Формующие плиты 26 палет 9 и 10 могут быть выполнены с радиусными щитками 27 в конце и по профилю изготавли0 ваемого изделия. Каждая палета 10 нижнего конвейера 8 имеет закрепленные на шарнире 28 (фиг. 2) откидные борта 29, которые закрывают и открывают при помоши укрепленного на борту 29 ролика 30 и закрепленного на каркасе 19 копира 31.
Откидные борта 29 образуют боковые формообразующие элементы. Конвейеры 7 и 8 частично заключены в термокамеру 32. Верхний 7 и нижний 8 конвейеры движутся синхронно с помощью привода 33 и передачи
g 34, включающей зубчатые колеса 35, взаимодействующие с осями роликом 13 низких опор И. Нижний облицовочный материал 3 прижимается к нижнему конвейеру 8 роликом 36, питатель 5 для подачи композиционной вспениваюшейся смеси 6 име5 ет для регулировки высоты насыпки заслонку 37. Верхний облицовочный материал 4 подают с помощью направляющего ролика 38.
В качестве облицовки могут использовать ся эластичные материалы, например полиэтиленовые пленки. На выходе из термокамеры 32 один за другим установлены механизм транспортирования 39 отформованного полотна 40, выполненный в виде рольганга, и механизм разрезания 41 отформованного полотна.
Установка работает следующим образом.
На движущуюся подающую ветвь нижнего конвейера 8 с отпускного механизма 1 укладывается нижний облицовочный материал 3. Затем при помощи копиров 31 устанавливаются в вертикальное положение откидные борта 29 и производится засыпка на нижний облицовочный материал 3 смеси б из питателя 5. Смесь 6 может состоять в основном из полиуретана или-из вспученного перлитового песка и связующего в виде новолачной фенолформальдегидной смолы или жидкого стекла. Высота ее засыпки регулируется при помощи заслонки 37 и создается такой, чтобы обеспечить требуемую степень обжатия (o6beMj ной плотности) панели. Далее насыпанный слой закрывается верхним облицовочным материалом 4 и поступает в формующий узел, где верхним конвейером 7 производится обжатие пакета. Причем так как палеты 9 и 10 имеют разновысокие опоры 11 и 12, которые связаны шарнирно серьгой 14 и взаимодействуют с направляющими 22, расположенными наклонно в заходных 20 зонах, и с направляющими 17, 18, смонтированными на разных уровнях в горизонтальных зонах 24, 25, то они перемещаются плоско-параллельно относительно нижнего конвейера 8, производя сжатие смеси 6 в вертикальном направлении обратном дви22
жению рабочих ветвей конвейеров 7, 8, вследствие чего исключается уменьщение плотности и прочности полотна заготовки и обраование в нем местных трещин и разрывов. Двигаясь далее по направляющим 17 и 18 горизонтальных зон 24 и 25, палеты 9 и 10 обжимают отформаванное на заходном участке 20 полотно 40 с постоянным усилием и протягивают его через термокамеру 32.
Перед выходом готового полотна 40 из термокамеры 32 откидные борта 29 нижних 9 палет при помощи копиров 31 откидываются. Далее палеты 9 и 10 верхнего 7 и нижнего 8 конвейеров в выходных зонах 21 так же как в заходных зонах 22 плоско-параллельно отходят от отформованного полотна 40 без подрезания его кромками. Отформованное полотно 40 транспортируется с помощью механизма 39 и режется на изделия заданной длины механизмом резания 41.
В зависимости от потребности, варьируя
0 подачей облицовочного материала, на установке можно получать плиты с облицовкой с двух сторон, с облицовкой с одной стороны или без облицовки вообще.
Форма поверхностей формующих плит
5 26 палет 9 и 10 обеспечивает получение панелей с различным профилем. Радиусные щитки 27 предотвращают попадание сыпучей смеси 6 между палатами в случаях формования панелей без облицовки.
Данная установка позволяет с высокой
0 производительностью получать панели повыщенного качества структуры и наружных поверхностей из композиционных смесей на основе вспенивающихся материалов и на основе вспученных сыпучих материалов с
5 любой требуемой степенью обжатия.
А-А
20
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для непрерывного изготовления слоистых изделий | 1981 |
|
SU1094747A1 |
| Установка для непрерывного изготовления слоистых изделий | 1981 |
|
SU1090577A1 |
| Устройство для изготовления изделий из пенопласта | 1990 |
|
SU1773723A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ СЛОИСТЫХ ИЗДЕЛИЙ | 1968 |
|
SU210048A1 |
| Установка для изготовления блоков пенопласта | 1986 |
|
SU1391931A1 |
| Устройство для изготовления изделий из неорганического пенопласта | 1990 |
|
SU1745559A1 |
| ОСВЕЩАЕМАЯ ПАНЕЛЬ ДЛЯ ЭСКАЛАТОРА, ДВИЖУЩЕГОСЯ ТРОТУАРА ИЛИ ЛИФТА | 2012 |
|
RU2642464C2 |
| Устройство для формования изделий из бетонных смесей в форме | 1990 |
|
SU1794678A1 |
| КОМПЛЕКС СБОРКИ ШАТУННО-ПОРШНЕВОЙ ГРУППЫ | 2013 |
|
RU2548843C2 |
| Установка для изготовления панелей из слоистых пакетов | 1984 |
|
SU1199641A1 |
1. УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ СЛОИСТЫХ ПАНЕЛЕЙ, содержащая отпускные механизмы облицовочного материала, питатель вспененного наполнителя, формуюпдий узел в виде расположенных один над другим конвейеров из связанных подвижным соединением палет с роликовыми опорами, взаимодействующими с закрепленными на каркасе направляющими, и боковых формующих элементов, частично охватывающую конвейеры термокамеру и механизмы отбора и резки панелей, отличающаяся тем, что, с целью повыщения качества изделия и расщирения технологических возможностей установки, передние и задние опоры палет выполнены разновысокими, каждая из которых взаимодействует с отдельной направляющей, причем направляющие в заходной и выходной зонах подающих ветвей конвейеров образуют расположенные наклонно прямолинейные участки, а в зоне формования расположены горизонтально на разных уровнях. 2.Установка по п. 1, отличающаяся тем, что подвижное соединение соседних палет выполнено в виде серег, щарнирно соедиi няющих их меньщие по высоте роликовые опоры. (Л 3.Установка по п. 1, отличающаяся тем, что плиты палет выполнены с радиусным щитком на конце.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ВСЕСХЭЮЗМЛЯRiiTiHTH0-T?xan^БИБЛИОТЕК^^ | 0 |
|
SU353391A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Установка для непрерывного изготовления изделий из вспенивающейся полимерной композиции | 1973 |
|
SU519337A1 |
| Солесос | 1922 |
|
SU29A1 |
