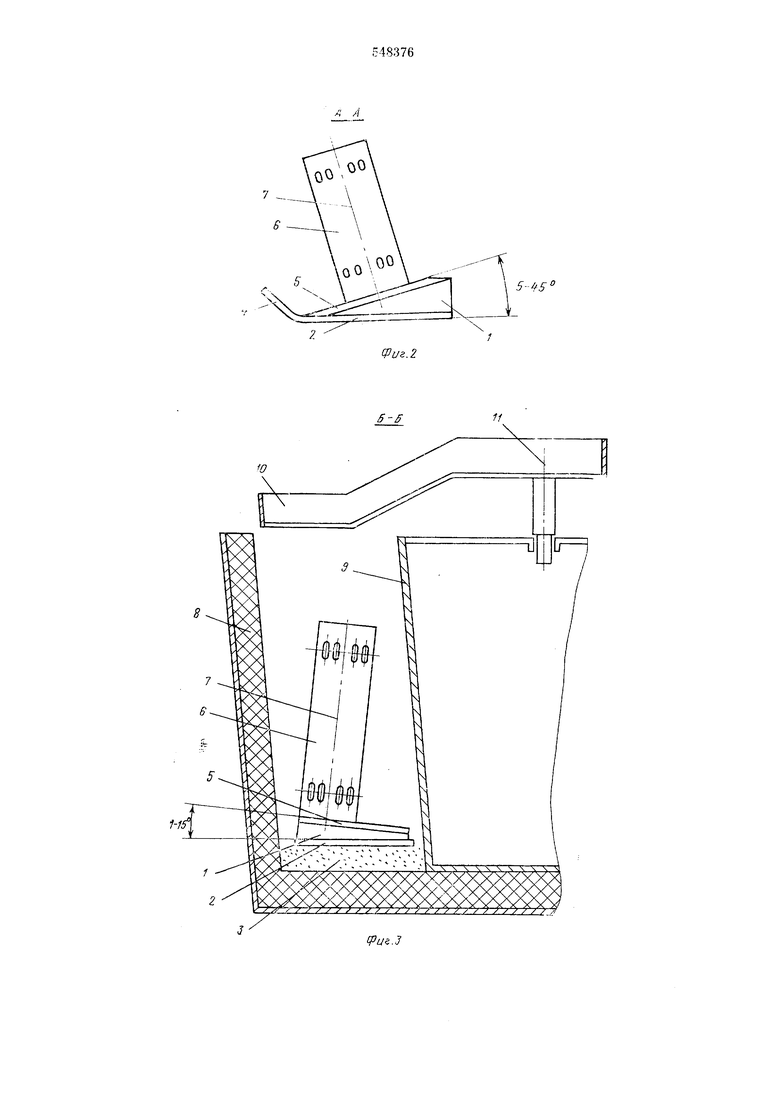
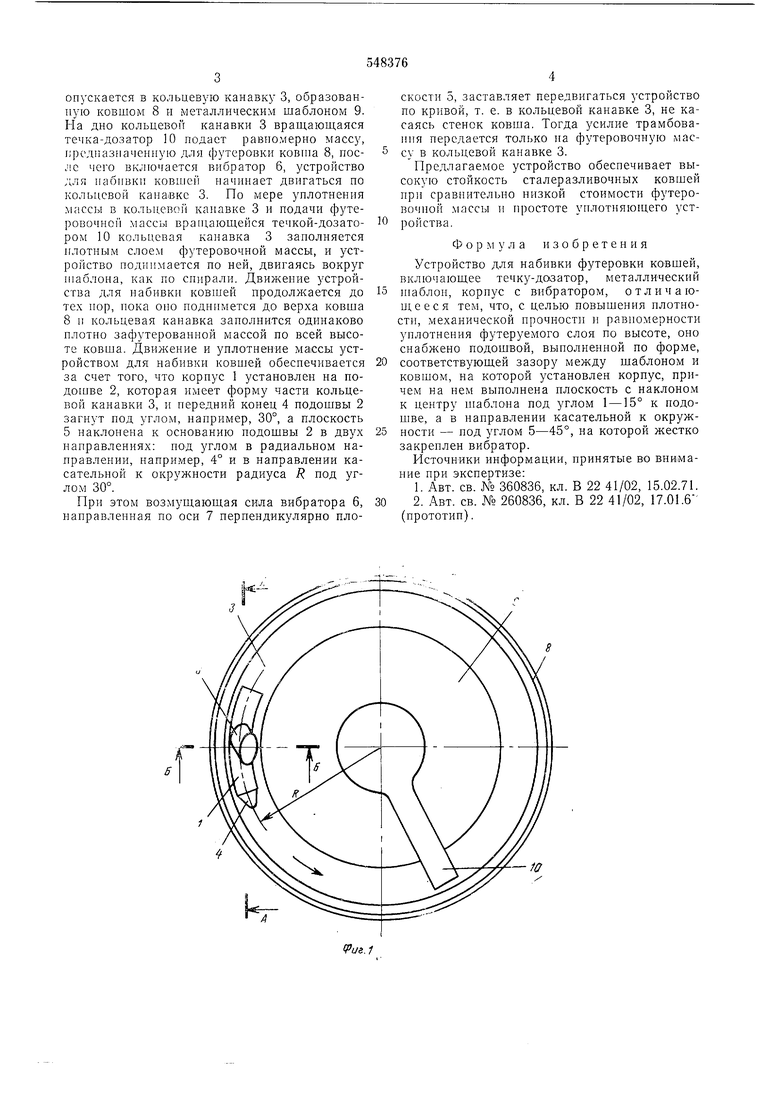
опускается в кольцевую канавку 3, образованную ковшом 8 и металлическим шаблоном 9. На дно кольцевой канавки 3 враш,аюш;аяся течка-дозатор 10 подает равномерно массу, предназначенную для футеровки ковтна 8, после чего включается вибратор 6, устройство для набивки ковшей начинает двигаться по кольцевой канавке 3. По мере уплотнения .массы в кольи,евой канавке 3 и подачи футеровочной массы вращающейся течкой-дозатором 10 кольцевая канавка 3 заполняется плотным слоем футеровочной массы, и устройство поднимается по ней, двигаясь вокруг шаблона, как по снирали. Движение устройства для набивки ковшей продолжается до тех иор, пока оно иоднимется до верха ковша 8 и кольцевая канавка заполнится одинаково плотпо зафутерованной массой по всей высоте ковша. Движение и уплотнение массы устройством для набнвки ковшей обеспечивается за счет того, что корпус 1 установлен па подошве 2, которая имеет форму части кольцевой канавки 3, и передний конец 4 подошвы 2 загнут под углом, например, 30°, а плоскость 5 наклонена к основанию подошвы 2 в двух направлениях: под углом в радиальном направлеиии, напри.мер, 4° и в направлении касательной к окружности радиуса R под углом 30°.
При этом возмущающая сила вибратора 6, паправлеииая но оси 7 перпендикулярно плоскости 5, заставляет передвигаться устройство по кривой, т. е. в кольцевой канавке 3, не касаясь стенок ковша. Тогда усилие трамбования передается только па футеровочную массу в кольцевой канавке 3.
Предлагаемое устройство обеснечивает высокую стойкость сталеразливочных ковшей при сравнительно низкой стоимости футеровочной массы и простоте уилотняющего устройства.
Формула изобретения
Устройство для набивки футеровки ковшей, включающее течку-дозатор, металлический итаблои, корнус с вибратором, отличаюи;ееся тем, что, с целью повышения нлотности, механической прочности и равномерности уплотнения футеруемого слоя по высоте, оно снабжено подошвой, выполненной по форме, соответствующей зазору между шаблоном и ковшом, на которой установлен корпус, причем на нем выполнена плоскость с наклоном к центру шаблона под углом 1 -15° к подошве, а в направлении касательной к окружности - под углом 5-45°, на которой жестко закреплен вибратор.
Источники информации, принятые во внимание нри экспертизе:
1.Авт. св. № 360836, кл. В 22 41/02, 15.02.71.
2.Авт. св. № 260836, кл. В 22 41/02, 17.01.6 (прототип).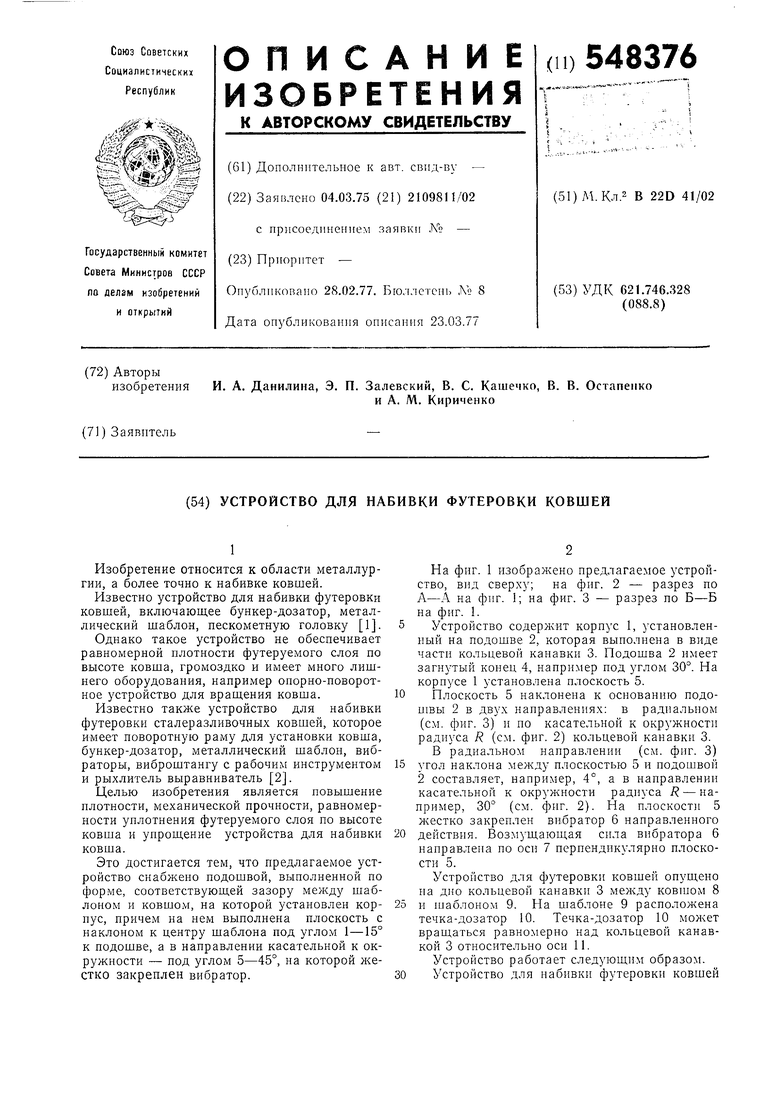
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для набивки футеровки ковшей | 1978 |
|
SU698724A1 |
| Устройство для футеровки ковшей | 1977 |
|
SU766742A1 |
| Установка для футеровки металлургических ковшей | 1975 |
|
SU529906A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ НАБИВНОЙ ФУТЕРОВКИ | 1991 |
|
RU2027545C1 |
| Устройство для изготовления футеровки | 1977 |
|
SU627917A1 |
| Пескомет | 1983 |
|
SU1144760A1 |
| УСТРОЙСТВО ДЛЯ НАБИВКИ ФУТЕРОВКИ | 2000 |
|
RU2195613C2 |
| УСТРОЙСТВО ДЛЯ ВИБРОУПЛОТНЕНИЯ ФУТЕРОВОЧНЫХ ПОРОШКОВ | 2001 |
|
RU2210709C2 |
| Установка для футеровки металлургических ковшей | 1980 |
|
SU893402A1 |
| Устройство для футеровки металлурги-чЕСКОй ЕМКОСТи | 1979 |
|
SU827263A1 |