Изобретение относится к металлургии и может быть использовано для виброуплотнения сухих футеровочных порошков в индукционных тигельных печах и индукционных канальных печах вертикального типа.
Известны устройства для виброуплотнения футеровочных порошков, например, устройство по а. с. СССР 703741, кл. МПК F 27 D 1/00, содержащее шаблон, вибратор с вибровозбудителем, кольцевой уплотнитель с трамбующей поверхностью, соединенный вертикальными штангами с вибратором. Использование данного устройства не позволяет получить необходимую степень уплотнения сухих футеровочных порошков и, следовательно, стойкость футеровки, а также имеет ограниченную область применения.
Наиболее близким аналогом заявляемого технического решения является устройство по а. с. СССР 1747839, кл. МПК F 27 D 1/16, содержащее шаблон, вибратор с вибровозбудителем, кольцевой уплотнитель с трамбующей поверхностью, соединенный с вибратором вертикальными штангами. Известное устройство хотя и позволяет повысить степень уплотнения сухих футеровочных порошков и, как следствие этого, стойкость футеровки, однако достижение наивысших показателей плотности набивки в таком устройстве невозможно из-за использования в нем уплотнителя в виде кольца с трамбующей поверхностью, расположенной горизонтально. Уплотнитель, выполненный в виде сплошного кольца, во время виброуплотнения оставляет неуплотненным слой футеровочного порошка высотой около 100 мм, поэтому требуется дополнительная подбивка этого слоя любым другим инструментом. Недостаточная степень уплотнения сухих футеровочных порошков приводит к недостаточной стойкости футеровки печи и, как следствие этого, к частой ее замене, что в свою очередь приводит к повышенному расходу футеровочных материалов. Кроме этого, наличие в известном устройстве уплотнителя в виде замкнутого кольца сужает область применения известного устройства, а именно, позволяет применять его для уплотнения сухих футеровочных порошков только в индукционных тигельных печах. Использование же известного устройства для футеровки канальных печей вертикального типа оказывается неприемлемым из-за их большого размера, а также из-за того, что стенки вертикальных печей - непосредственные объекты футеровки - пересекаются заливным и сливным каналами, которые при использовании уплотнителя в виде замкнутого кольца забиваются футеровочным порошком при его уплотнении. Набивка индукционных канальных печей вертикального типа в настоящее время производится, как правило, ручными электротрамбовками фирмы "БОШ", а в некоторых случаях пневмотрамбовками. Учитывая большие объемы укладки сухого пылящего материала (10-20 м), возникает острая проблема механизации этой весьма трудоемкой и вредной для органов дыхания операции. Использование же заявляемого технического решения для указанных печей поможет эту проблему решить.
Исходя из указанных недостатков, задача, на решение которой направлено заявляемое техническое решение, заключается в повышении качества уплотнения сухих футеровочных порошков за счет повышения плотности и равномерности уплотнения массы футеровочного порошка, а также в расширении области применения устройства, механизации процесса уплотнения, улучшении условий труда.
Техническим результатом от использования заявляемого технического решения является повышение стойкости футеровки и, следовательно, снижение частоты ее замены и уменьшение расхода футеровочных порошков.
Для устранения указанных недостатков в устройстве для виброуплотнения футеровочных порошков, содержащем шаблон, вибратор с вибровозбудителем, кольцевой уплотнитель с трамбующей поверхностью, соединенный с вибратором вертикальными штангами, кольцевой уплотнитель выполнен разделенным на элементы, отделенные друг от друга промежутками, при этом сторона каждого элемента кольцевого уплотнителя, примыкающая к шаблону, расположена выше стороны, примыкающей к стенке печи, плоскость трамбующей поверхности каждого элемента кольцевого уплотнителя расположена под углом к горизонту в пределах 15-20o, а суммарная площадь трамбующей поверхности всех элементов кольцевого уплотнителя составляет 40-60% от площади кольца, образуемого суммарной площадью трамбующей поверхности элементов кольцевого уплотнителя и суммарной площадью промежутков между ними.
Расширение области применения устройства, а именно возможность применения его не только в индукционных тигельных печах, но и в канальных печах вертикального типа достигается именно за счет того, что в заявляемом устройстве кольцевой уплотнитель выполнен разделенным на элементы, отделенные друг от друга промежутками с указанным соотношением суммарной площади трамбующей поверхности элементов кольцевого уплотнителя и площади кольца, образуемого суммарной площадью трамбующей поверхности элементов уплотнителя и суммарной площадью между ними. Во-первых, такое выполнение кольцевого уплотнителя позволяет оставлять свободными от футеровочного порошка места расположения заливного и сливного каналов в нижней части канальной печи и формировать их в уплотняемой массе футеровочного порошка при засыпке и уплотнении его первой порции. Конструкция заявляемого устройства позволяет располагать для этого один из элементов кольцевого уплотнителя во время виброуплотнения футеровочного порошка между шаблонами этих каналов. Во-вторых, указанная конструкция уплотнителя позволяет при изготовлении футеровки печи производить подсыпку каждой очередной порции футеровочного порошка, не вынимая из печи уплотнитель, что особенно важно для канальных печей вертикального типа, имеющих большие размеры и высоту.
Повышение плотности и равномерности уплотнения массы футеровочного порошка достигается за счет того, что при установке элементов кольцевого уплотнителя, при которой сторона каждого элемента, примыкающая к шаблону, расположена выше стороны, примыкающей к стенке печи, повышается плотность уплотняемого футеровочного материала в зоне, примыкающей к шаблону. Это объясняется тем, что в этом случае уплотнитель создает результирующую силу, действующую на уплотняемую массу футеровочного материала и направленную в сторону шаблона. Это отвечает особенности печи, заключающейся, во-первых, в необходимости создания пониженной плотности футеровочного материала в буферном слое, примыкающем к стенке печи (катушке), и, во-вторых, в необходимости создания наибольшей плотности футеровочного материала в зоне, примыкающей к шаблону, то есть в зоне его контакта с жидким металлом. При первичном воздействии устройства на массу футеровочного материала происходит равномерное уплотнение его в результате перетекания в зоны малой плотности. При более длительном воздействии на массу одновременно вибрации и силы веса, направленной перпендикулярно трамбующей поверхности элементов уплотнителя и имеющей две составляющие: вертикальную, направленную вниз, и горизонтальную, направленную в сторону шаблона, происходит наиболее плотная укладка зерен футеровочного материала. Такое виброуплотнение обеспечивает плотность 2,2 г/см в зоне шаблона и 2,05-2,1 г/см в буферном слое, примыкающем к стенке печи (катушке), недостижимую при других способах уплотнения. Заявленные граничные пределы угла нагона плоскости трамбующей поверхности каждого элемента уплотнителя к горизонту объясняются следующим. При угле наклона менее 15o горизонтальная составляющая будет мала, поэтому эффект уплотнения будет также мал. При угле наклона более 20 появляется эффект разрыхления уплотняемого слоя футеровочного материала от воздействия краев элементов уплотнителя, примыкающих к стенке печи (катушке). Кроме этого, использование кольцевого уплотнителя разделенным на элементы, отделенные друг от друга промежутками, в отличие от уплотнителя, выполненного в виде сплошного кольца, позволяет получать плотную набивку массы футеровочного порошка в самом верхнем слое футеровки.
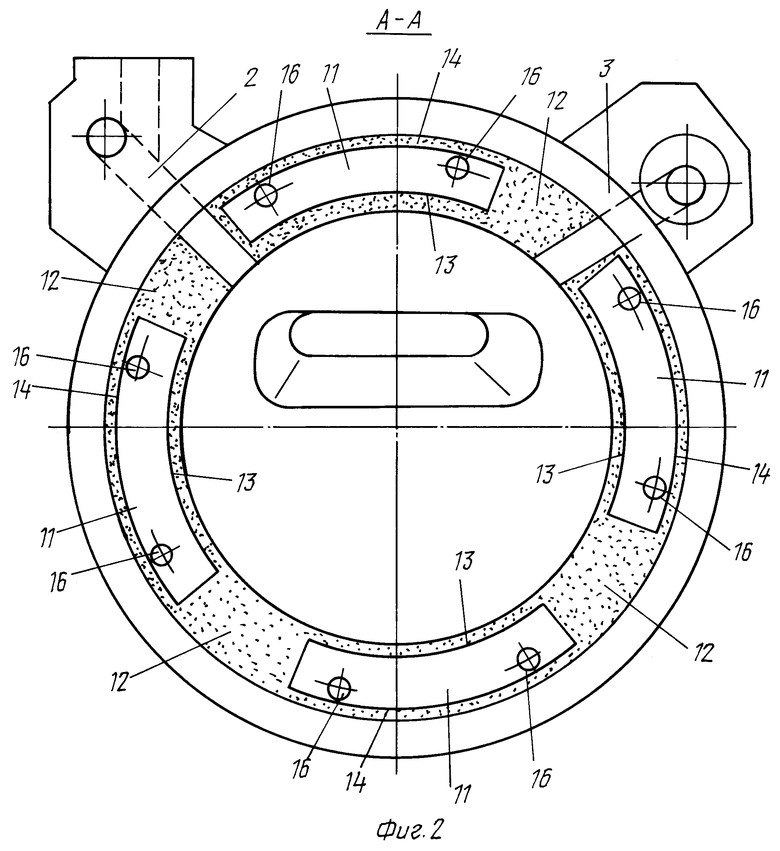
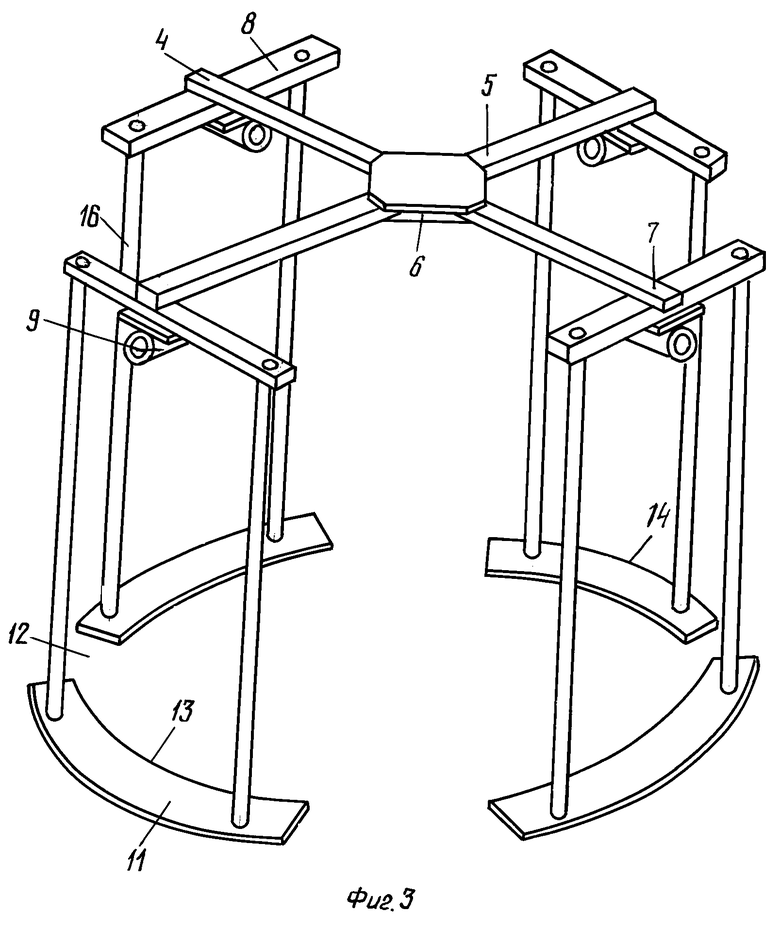
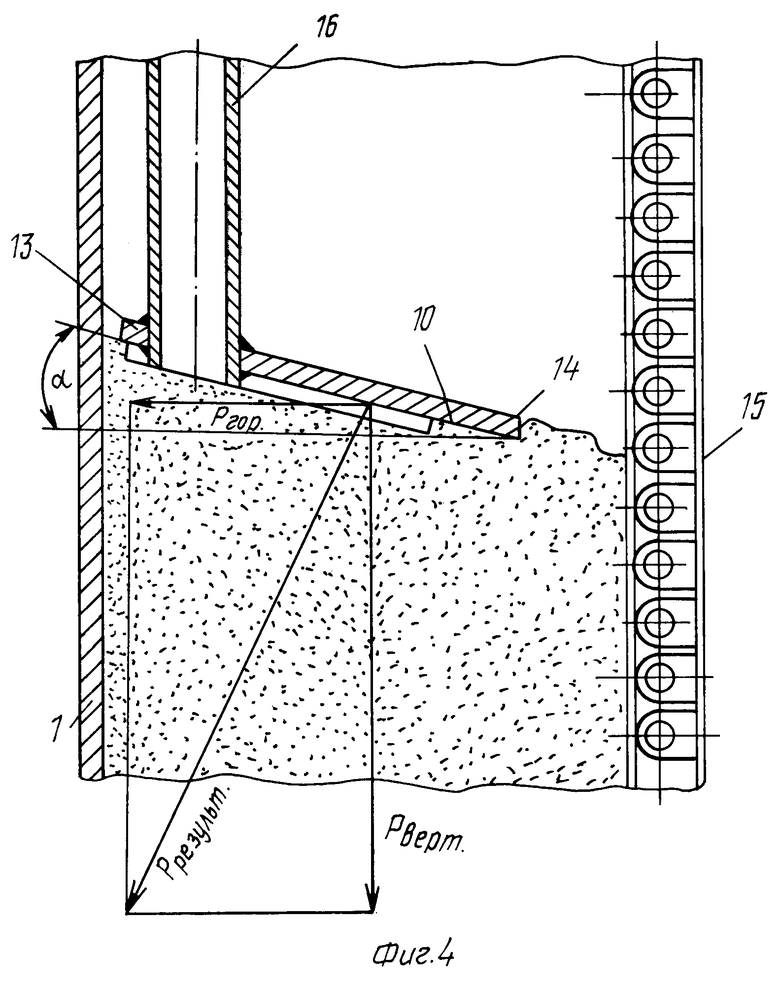
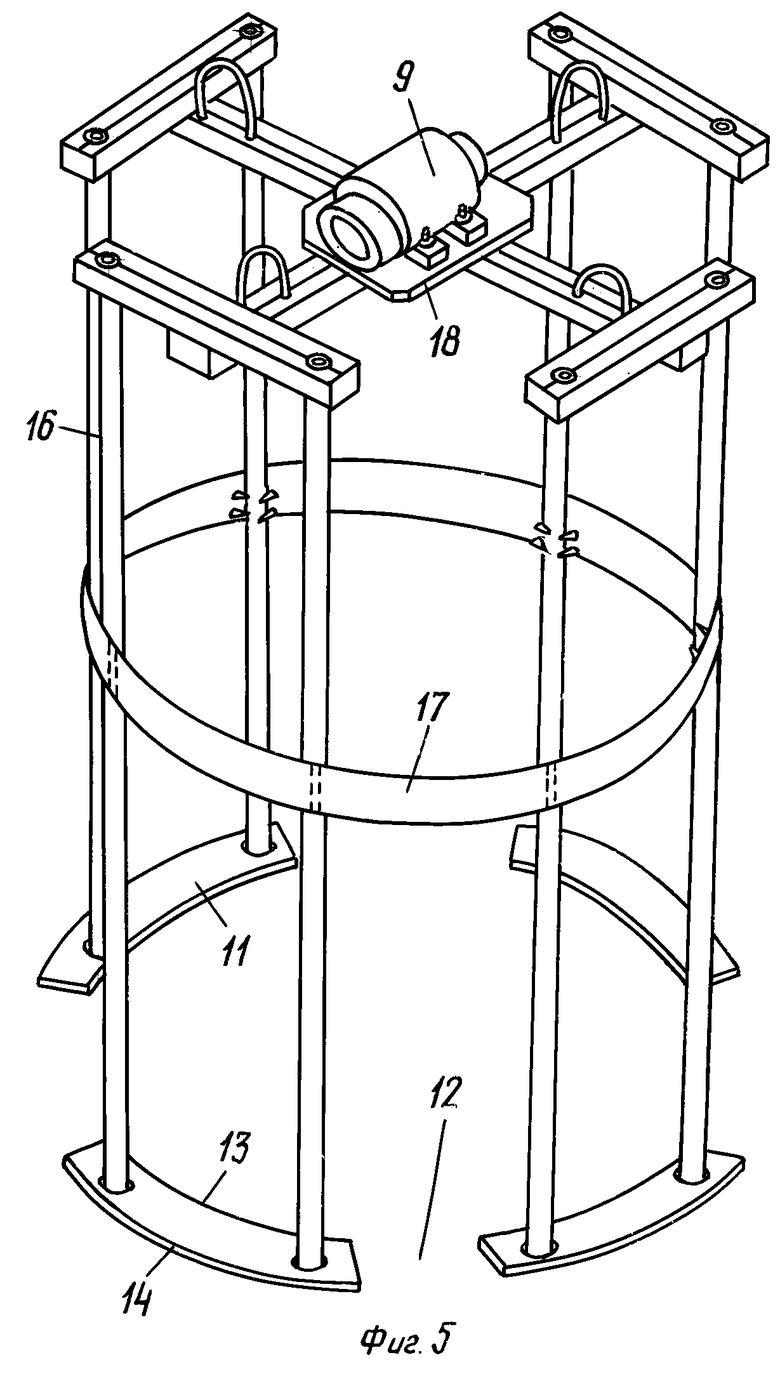
На фиг.1 показан общий вид канальной печи вертикального типа в разрезе; на фиг. 2 - разрез по А-А на фиг.1; на фиг.3 - трехмерная схема вибратора в сборе с уплотнителем для канальной печи вертикального типа; на фиг.4 - узел I на фиг.1; на фиг.5 - трехмерная схема вибратора в сборе с уплотнителем для индукционной тигельной печи.
Устройство для виброуплотнения футеровочных порошков в канальных печах вертикального типа содержит шаблон 1, состоящий из нескольких частей, нижняя из которых выполнена с заливным 2 и сливным 3 каналами, расположенными друг к другу под углом 90o. Устройство снабжено также вибратором, который содержит консольные балки 4, установленные крестообразно в горизонтальной плоскости и соединенные друг с другом концами 5, направленными к оси устройства, с помощью приспособления 6. К концам 7 консольных балок 4, направленным от оси устройства, перпендикулярно консольным балкам 4 присоединены перекладины 8. Причем концы 7 консольных балок 4 располагаются посередине перекладин 8. На каждой перекладине 8 установлены вибровозбудитель 9, в качестве которого может быть использован электровибратор. Устройство снабжено также кольцевым уплотнителем с трамбующей поверхностью 10, выполненным разделенным на элементы 11, отделенные друг от друга промежутками 12. Сторона 13 каждого элемента 11, примыкающая к шаблону 1, расположена выше стороны 14, примыкающей к стенке (катушке) 15 печи. При этом трамбующая поверхность 10 каждого элемента 11 расположена под углом к горизонту в пределах 15-20. Суммарная площадь трамбующей поверхности 10 всех элементов 11 кольцевого уплотнителя составляет 40-60% от площади кольца, образуемого суммарной площадью трамбующей поверхности 10 элементов 11 и суммарной площадью промежутков 12 между ними. Каждый элемент 11 кольцевого уплотнителя соединен с соответствующей перекладиной 8 по меньшей мере двумя вертикальными штангами 16. Конструкция устройства разборна. Устройство для виброуплотнения футеровочных порошков в индукционной тигельной печи содержит практически те же элементы, что и устройство для канальной печи вертикального типа. Отличия заключаются только в том, что конструкция его неразборна, штанги 16 опоясаны кольцом жесткости 17, а вибровозбудителей 9 может быть всего один или два и установлены они на общей виброплатформе 18.
Устройство работает следующим образом. С помощью электротрамбовок набивают подину, на которую устанавливают шаблон 1 вместе с шаблонами заливного 2 и сливного 3 каналов. Затем засыпают сухую массу футеровочного порошка на высоту 100-150 мм таким образом, чтобы шаблоны каналов 2 и 3 были видны, то есть не были засыпаны порошком. После этого в печь опускают собранный заранее вибратор. Причем, благодаря соединению перекладин 8 с помощью крестообразно расположенных консольных балок 4, соединенных друг с другом приспособлением 6, вибратор приобретает необходимую для его транспортировки и установки в печь прочность. При опускании вибратора в печь один из элементов 11 уплотнителя размещают между шаблонами каналов 2 и 3 ближе к заливному каналу 2. Затем включают вибровозбудители 9, которые через перекладины 8 и штанги 16 передают вибрацию на элементы 11, в результате чего происходит процесс виброуплотнения футеровочного порошка. После 25-30 секунд работы вибратор с помощью крана (не показан) поворачивают в сторону сливного канала 3 и один из элементов 11, размещенный между каналами 2 и 3, устанавливают ближе к сливному каналу 3. Затем снова включают вибровозбудители 9 и процесс виброуплотнения повторяется. После окончания процесса вибрации вибратор поворачивают в противоположную сторону. Затем вибратор с помощью крана слегка поднимают и между элементами 11 в промежутки 12 производится подсыпка сухого футеровочного порошка, который снова уплотняется. Этот процесс продолжают до тех пор, пока шаблоны каналов 2 и 3 не скроются под слоем уплотненной массы футеровочного порошка. Затем вибратор с помощью крана вынимают из печи и устанавливают остальные части шаблона 1. После этого производят засыпку футеровочного порошка равномерным слоем высотой 150-250 мм. В печь опускают вибратор, включают вибровозбудители 9 и снова аналогичным образом производят виброуплотнение с поднятием и вращением вибратора. В процессе виброуплотнения на массу футеровочного порошка действует сила веса Р результ. в направлении, перпендикулярном плоскости трамбующей поверхности 10 элементов 11, имеющая две составляющие: горизонтальную Ргор. и вертикальную Рверт. В результате воздействия силы веса Ррезульт. происходит наиболее плотная укладка зерен футеровочного порошка. После уплотнения упомянутого слоя снова производят подсыпку футеровочного порошка в промежутки 12 между элементами 11 и виброуплотнение продолжают с поднятием и вращением вибратора до самого верха печи. Затем вибратор удаляют из печи, разбирают и отвозят на склад на хранение.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАБИВКИ ФУТЕРОВКИ | 2000 |
|
RU2195613C2 |
| УСТРОЙСТВО ДЛЯ НАБИВКИ ФУТЕРОВКИ | 1991 |
|
RU2016366C1 |
| Устройство для набивки футеровки | 1990 |
|
SU1747839A1 |
| УСТРОЙСТВО ДЛЯ МОДИФИЦИРОВАНИЯ МЕТАЛЛА | 2000 |
|
RU2164535C1 |
| СБОРОЧНО-СВАРОЧНЫЙ ВРАЩАТЕЛЬ-КАНТОВАТЕЛЬ | 2001 |
|
RU2210476C2 |
| СПОСОБ ПОЛУЧЕНИЯ СЕРОГО ЧУГУНА | 2000 |
|
RU2177041C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ СНЯТИЯ ФАСОК И ЗАУСЕНЦЕВ НА КРОМКАХ ОТВЕРСТИЙ | 1999 |
|
RU2163859C2 |
| ИНДУКЦИОННАЯ ТИГЕЛЬНАЯ ПЕЧЬ ДЛЯ ПОЛУЧЕНИЯ РАСПЛАВОВ ЖЕЛЕЗА, МАРГАНЦА, СТАЛЕЙ И СПЛАВОВ НА ИХ ОСНОВЕ | 1995 |
|
RU2083936C1 |
| СИСТЕМА УПРАВЛЕНИЯ ЗАДНИМИ ПРОТИВОТУМАННЫМИ ФОНАРЯМИ ТРАНСПОРТНОГО СРЕДСТВА | 2000 |
|
RU2183168C2 |
| УСТРОЙСТВО ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ | 2000 |
|
RU2183531C2 |
Изобретение относится к металлургии и может быть использовано для виброуплотнения сухих футеровочных порошков в индукционных тигельных печах и индукционных канальных печах вертикального типа. Устройство содержит шаблон, вибратор с вибровозбудителем, кольцевой уплотнитель с трамбующей поверхностью, соединенный с вибратором вертикальными штангами. Уплотнитель выполнен разделенным на элементы, отделенные друг от друга промежутками. Сторона каждого элемента уплотнителя, примыкающая к шаблону, расположена выше стороны, примыкающей к стенке печи. Плоскость трамбующей поверхности каждого элемента уплотнителя расположена под углом к горизонту в пределах 15-20o. Суммарная площадь трамбующей поверхности всех элементов уплотнителя составляет 40-60% от площади кольца, образуемого суммарной площадью трамбующей поверхности элементов уплотнителя и суммарной площадью промежутков между ними. Изобретение направлено на повышение качества уплотнения сухих футеровочных порошков за счет повышения плотности и равномерности уплотнения массы футеровочного порошка, а также на расширение области применения устройства, механизацию процесса уплотнения, улучшение условий труда. 5 ил.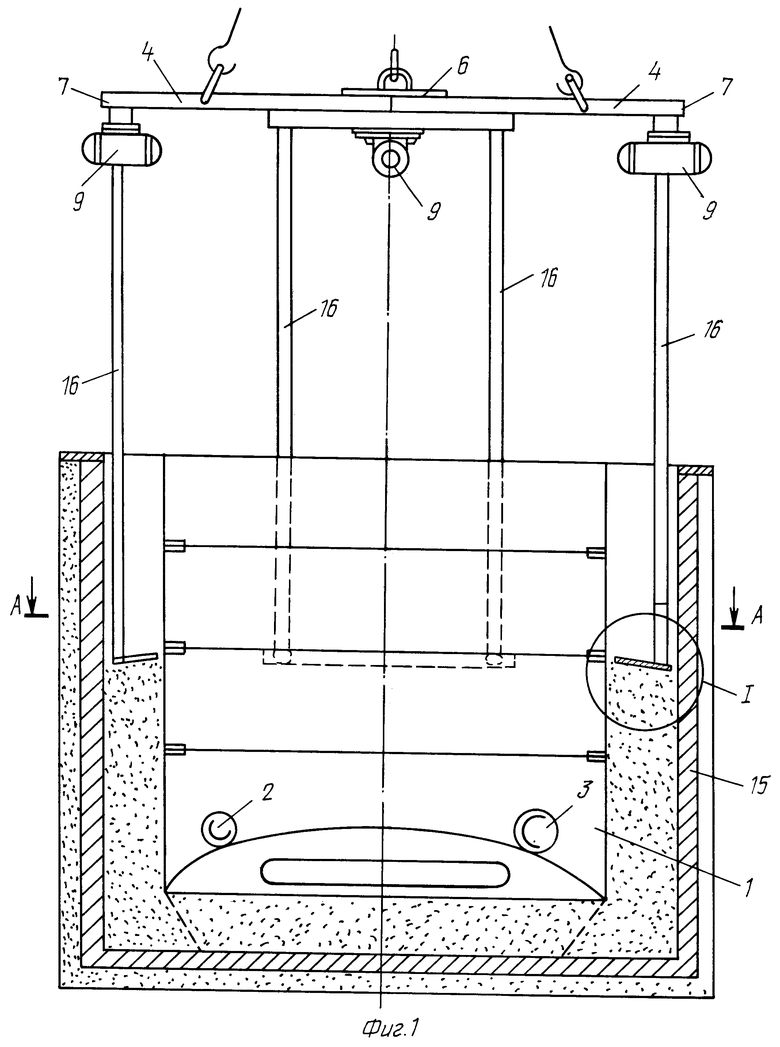
Устройство для виброуплотнения футеровочных порошков, содержащее шаблон, вибратор с вибровозбудителем, кольцевой уплотнитель с трамбующей поверхностью, соединенный с вибратором вертикальными штангами, отличающееся тем, что кольцевой уплотнитель выполнен разделенным на элементы, отделенные друг от друга промежутками, при этом сторона каждого элемента кольцевого уплотнителя, примыкающая к шаблону, расположена выше стороны, примыкающей к стенке печи, плоскость трамбующей поверхности каждого элемента кольцевого уплотнителя расположена под углом к горизонту в пределах 15-20o, а суммарная площадь трамбующей поверхности всех элементов кольцевого уплотнителя составляет 40-60% от площади кольца, образуемого суммарной площадью трамбующей поверхности элементов кольцевого уплотнителя и суммарной площадью промежутков между ними.
| Устройство для набивки футеровки | 1990 |
|
SU1747839A1 |
| ШАБЛОН | 0 |
|
SU379823A1 |
| US 3734480, 22.05.1973 | |||
| Устройство для натяжения гусеничной цепи | 1977 |
|
SU639749A1 |

