Изобретение относится к металлургии, в частности к устройствам для набивки футеровки тигельных печей и футерованных емкостей цилиндрической формы.
Известны устройства для набивки футеровки, например устройство по патенту РФ N 2016366, кл. МПК F 27 D 1/16, содержащее шаблон, вибратор и кольцевой уплотнитель, соединенный с вибратором. Данное устройство, хотя и позволяет получить достаточное качество набивки и достаточно высокую стойкость футеровки, однако, не позволяет достичь наивысших показателей плотности набивки (порядка 2,2 г/см3) при использовании уплотнителя в виде плоского кольца. Кроме этого данное устройство снабжено дополнительными средствами, цель которых - обеспечить непрерывную набивку тигля. Использование этих дополнительных средств усложняет конструкцию устройства. Опыт эксплуатации известных устройств для набивки футеровки показал, что при небольшой их загруженности, обусловленной резким увеличением межремонтного цикла, который эти известные устройства обеспечивают, идея непрерывной набивки тиглей является трудновыполнимой задачей. Поэтому технологию набивки с использованием таких известных устройств в настоящее время следует признать неактуальной.
Наиболее близким аналогом заявляемого технического решения является устройство по а.с. СССР N 515925, кл. МПК F 27 D 1/16, содержащее шаблон, вибратор и кольцевой конический уплотнитель, соединенный с вибратором и расположенный под тупым углом к боковой поверхности шаблона. Данное устройство, хотя и позволяет повысить качество набивки и стойкость футеровки, однако они также получаются недостаточными из-за того, что кольцевой конический уплотнитель установлен в известном устройстве вершиной вниз. Такое расположение конического уплотнителя не позволяет создавать необходимую плотность футеровочного материала в различных зонах. В результате недостаточной плотности набивки и, как следствие этого, недостаточной стойкости футеровки возникает необходимость частой ее замены, что приводит к повышенному расходу футеровочного материала. Кроме этого, наличие в известном устройстве двух раздельно действующих вибраторов, конического обтекателя, а также соединение последнего с кольцевым коническим уплотнителем с помощью различных приспособлений значительно усложняет конструкцию известного устройства и снижает надежность его работы.
Исходя из указанных недостатков задача, на решение которой направлено заявляемое техническое решение, заключается в повышении качества набивки за счет увеличения ее плотности.
Техническим результатом от использования заявляемого технического решения является повышение стойкости футеровки и, как следствие этого, снижение частоты ее замены и уменьшение расхода футеровочного материала.
Для устранения указанных недостатков в устройстве для набивки футеровки, содержащем шаблон, вибратор и кольцевой конический уплотнитель, соединенный с вибратором и расположенный под тупым углом к боковой поверхности шаблона, кольцевой конический уплотнитель установлен вершиной конуса вверх, а угол наклона образующей конуса к горизонту находится в пределах 15-20o.
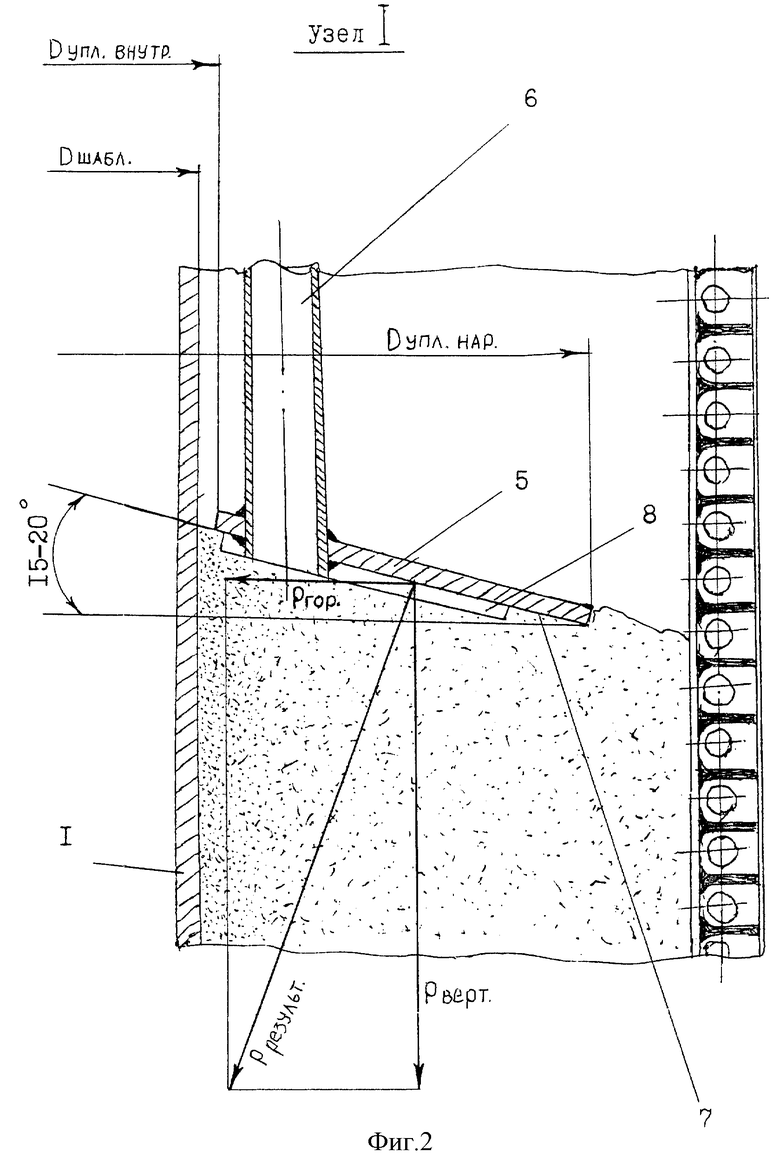
Повышение качества набивки футеровки достигается за счет того, что при установке конического уплотнителя вершиной конуса вверх увеличивается плотность уплотненного футеровочного материала в зоне, прилегающей к шаблону. Это объясняется тем, что в этом случае конический уплотнитель создает результирующую силу, действующую на уплотняемый футеровочный материал, направленную в сторону шаблона. Это отвечает и особенности тигельной печи, заключающейся, во-первых, в необходимости создания пониженной плотности футеровочного материала в буферном слое, примыкающем к катушке и, во-вторых, в необходимости создания наибольшей плотности футеровочного материала в зоне, примыкающей к шаблону, то есть в зоне его контакта с жидким металлом. При первичном воздействии устройства на массу футеровочного материала происходит равномерное уплотнение его в результате перетекания в зоны малой плотности. При длительном воздействии на массу (в течение 4-6 минут) одновременно вибрации и силы веса, направленной перпендикулярно образующей конуса и имеющей две составляющие: вертикальную, направленную вниз, и горизонтальную, направленную в сторону шаблона, происходит наиболее плотная укладка зерен футеровочного материала. Такое вибропрессование обеспечивает плотность 2,2 г/см3 в зоне шаблона и 2,05-2,1 г/см3 в буферном слое, примыкающем к катушке, реально недостижимые при других способах уплотнения. Заявленные граничные пределы угла наклона образующей конуса кольцевого уплотнителя объясняются следующим. При угле менее 15o горизонтальная составляющая будет мала, поэтому эффект уплотнения будет также мал. При угле более 20o появится эффект разрыхления уплотняемого слоя от воздействия наружного края кольцевого уплотнителя. Если конический уплотнитель заменить цилиндрическим (угол= 90o), то никакого уплотнения достигнуто не будет.
На фиг.1 показан общий вид устройства; на фиг.2 - узел I на фиг.1.
Устройство содержит расположенные в его нижней части шаблон 1 и стартовые груз-блоки 2. При этом верхняя часть шаблона 1 выполнена цилиндрической, а нижняя - конусной. Устройство содержит также виброплатформу 3 с вибратором 4, установленные в верхней его части, и кольцевой конический уплотнитель 5, соединенный вертикальными штангами 6 с виброплатформой 3. При этом кольцевой конический уплотнитель 5 выполнен в виде усеченного конуса с образующей, расположенной под углом к горизонту, находящемся в пределах 15-20o, и установлен вершиной конуса вверх. Трамбующая поверхность 7 кольцевого конического уплотнителя 5 снабжена рыхлителями 8, которые могут быть, например, приварены к ней. Количество рыхлителей 8 при этом колеблется от 30 до 60 в зависимости от объема печи. С целью дополнительной оптимизации степени уплотнения футеровочного материала кольцевой конический уплотнитель 5 может быть расположен таким образом, что соотношение диаметра Dшабл. шаблона 1 в его цилиндрической части и внутреннего диаметра Dупл. внутр. кольцевого конического уплотнителя 5 находится в пределах 1:0,005-1:1,02, а соотношение диаметра Dшабл. шаблона 1 в его цилиндрической части и внешнего диаметра Dупл. внутр. кольцевого конического уплотнителя 5 - в пределах 1:1,1-1:1,17.
Устройство работает следующим образом. На уплотненную футеровку подины устанавливают шаблон 1, который прижимается стартовыми груз-блоками 2. После этого в полость вокруг шаблона 1 засыпают первый слой сухого футеровочного материала и производят его предварительную обработку ручными лопатками для удаления воздуха и выравнивания поверхности. Эта операция предусмотрена всеми инструкциями по уплотнению сухих масс. Затем грузоподъемным механизмом (не показан) устройство устанавливают в печь. После этого производят первичное воздействие устройства на массу футеровочного материала для чего включают вибратор 4, который передает вибрацию на виброплатформу 3, а от нее через штанги 6 - на кольцевой конический уплотнитель 5. При выполнении этой операции устройство несколько раз поворачивают на угол 45o. При этом рыхлители 8 разрыхляют поверхностный слой футеровочного материала. Использование рыхлителей 8 исключает послойное расслоение футеровки. Затем осуществляют вторую стадию уплотнения футеровочного материала - вибропрессование. Для этого вибратор 4 включают на 4-6 минут и производят вибропрессование футеровочного материала. При этом на массу футеровочного материала действует сила веса Ррезульт. в направлении, перпендикулярном образующей конуса кольцевого конического уплотнителя 5, имеющая две составляющие: горизонтальную Ргор. и вертикальную Рверт.. В результате воздействия силы Ррезульт. происходит плотная укладка зерен (например, кварцитных) футеровочного материала. Затем в полость вокруг шаблона 1 засыпают следующий слой футеровочного материала, повторяют операции уплотнения и т.д. После окончания футеровки тигля удаляют устройство с печи и начинают спекание футеровки, используя стартовые груз-блоки 2, установленные внутри шаблона 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВИБРОУПЛОТНЕНИЯ ФУТЕРОВОЧНЫХ ПОРОШКОВ | 2001 |
|
RU2210709C2 |
| УСТРОЙСТВО ДЛЯ НАБИВКИ ФУТЕРОВКИ | 1991 |
|
RU2016366C1 |
| Устройство для набивки футеровки | 1990 |
|
SU1747839A1 |
| СОЕДИНИТЕЛЬНЫЙ УЗЕЛ ДЛЯ ТРУБОПРОВОДОВ | 2002 |
|
RU2224164C1 |
| Устройство для изготовления футеровки | 1977 |
|
SU627917A1 |
| ФУРМА | 2001 |
|
RU2213146C2 |
| Установка для набивки футеровки ковшей | 1978 |
|
SU698724A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФУТЕРОВКИ ТИГЛЯ ВАКУУМНОЙ ИНДУКЦИОННОЙ ПЕЧИ | 2022 |
|
RU2802219C1 |
| УСТРОЙСТВО ДЛЯ МОДИФИЦИРОВАНИЯ МЕТАЛЛА | 2000 |
|
RU2164535C1 |
| КЛАПАН ЗАПОРНО-РЕГУЛИРУЮЩИЙ | 1996 |
|
RU2117841C1 |
Изобретение относится к металлургии, в частности к устройствам для набивки футеровки тигельных печей и футерованных емкостей цилиндрической формы. Изобретение направлено на повышение качества набивки футеровки за счет увеличения ее плотности. Устройство содержит шаблон, вибратор и кольцевой конический уплотнитель. Кольцевой конический уплотнитель соединен с вибратором, расположен под тупым углом к боковой поверхности шаблона и установлен вершиной конуса вверх. Угол наклона образующей конуса к горизонту находится в пределах 15-20o. 2 ил.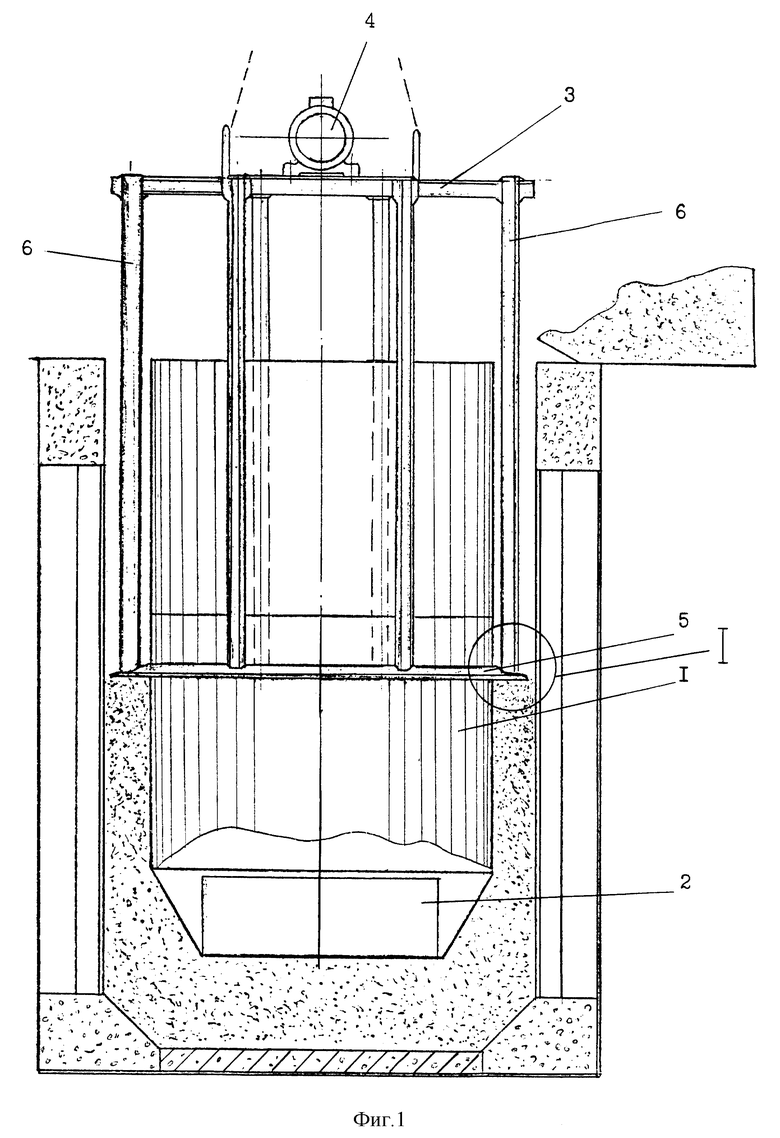
Устройство для набивки футеровки, содержащее шаблон, вибратор и кольцевой конический уплотнитель, соединенный с вибратором и расположенный под тупым углом к боковой поверхности шаблона, отличающееся тем, что кольцевой конический уплотнитель установлен вершиной конуса вверх, а угол наклона образующей конуса к горизонту находится в пределах 15-20o.
| Способ изготовления черных масляных лаков | 1937 |
|
SU51595A1 |
| УСТРОЙСТВО ДЛЯ НАБИВКИ ФУТЕРОВКИ | 1991 |
|
RU2016366C1 |
| УСТРОЙСТВО ДЛЯ НАБИВКИ ФУТЕРОВКИ | 1993 |
|
RU2089807C1 |
| Установка для уплотнения порошкообразных материалов в набивных футеровках | 1967 |
|
SU267652A1 |
| Устройство для набивки футеровки | 1981 |
|
SU949317A1 |
| Устройство для набивки футеровки | 1990 |
|
SU1747839A1 |
| US 4218050, 19.08.1980 | |||
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |
| Способ крашения тканей | 1922 |
|
SU62A1 |

