В существующих станках для изготовления кабелей и щлангов применяются системы вращающихся около дорна дисков с катущками и ползун, получающий перемещение при помощи ходового винта; последний изменяет направление своего вращения посредством переключения сцепных муфт самим ползуном.
В станке, согласно.изобретению, ходовой винт ползуна при прямом ходе последнего соединен посредством системы зубчатых передач, включаемых автоматически при помощи защелок с дисками, несущими катушки: при обратном ходе ходовой винт ползуна соединен посредством другой системы зубчатых передач, также автоматически включаемой посредством защелки, с держателем дорна для обратного, вращения последнего при извлечении из навитого шланга. Для удержания щланга при извлечении дорна в станке применено зажимное устройство, выполненное в виде двух губок, связанных системой рычагов с валиком, включаемым при обратном вращении ходового винта ползуна.
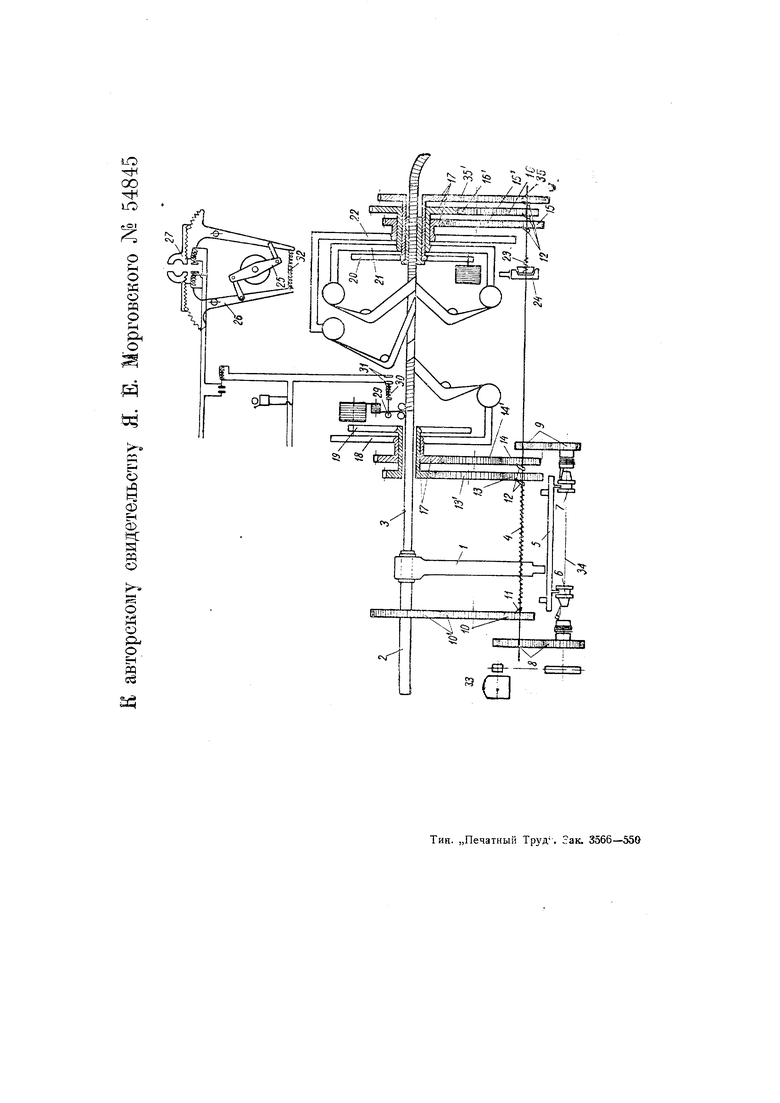
На чертеже изображена схема предлагаемого станка.
Вал 34, на котором насажены фрикционные муфты 6 и 7, связанные между собой переключателем 5, получает от электродвигателя 33, через ременную передачу, движение. От вала 34 через шестерню 8 9 вращение передается ходовому винту 4. Последний в зависимости от включения фрикционных муфт вращается в правую и левую сторону.
Ползун /, насаженный на ходовой винт, получает возвратно-поступательное перемещение, производя в конце каждого хода переключение фрикционных муфт б и 7, посредством переключателя 5. Ползун / несет на себе держатель 2, в котором крепится дорн 3. Дорн 3 является сменным в зависимости от диаметра навиваемого шланга.
Свободно сидящие на ходовом винте 4 шестерни 10, 13, 14, 15, 16 и 35 снабжены на боковой поверхности храповыми зубьями, сцепляются соответственно с шестернями 10, /5 14, 15, 16 и 554 Последние, кроме шестерни W, сцепляются с круговыми отростками дисков 17, несущих соответственно катушки 18, 19, 20, 21 и 22.
При вращении ходового винта 4
в правую сторону защелки 12 приводят в движение шестерни 13, 14, 15, 16 и 35, которые заставляют катушки 18, 19, 20, 21, 22 планетарно вращаться вокруг дорна и производить навивку шланга.
При переключении вращения ходового винта 4 в обратную сторону вращение бобин прекращается, так как защелки 12 начнут скользить по зубьям храповиков. В то же время защелка // через храповик и шестерни 10, 10 приведет в движение держатель 2, а вместе с ним и дорн 3. На винте 4 против последней катушки, заканчивающей намотку проволочной спирали, на участке 23 имеется резьбовая часть, соединенная с фрикционом 24 таким образом, что, когда винт 4 вращается в одну сторону, фрикцион 24 размыкается; как только винт 4 начинает вращаться в противоположную сторону, фрикцион 24 заклинивается и поворачивает систему рычагов 25 и 26, заставляя губки 27 сближаться и тем самым зажать намотанный шланг.
Когда винт 4 вращается в правую сторону, ползун /, двигаясь вправо, заставляет подаваться вперед дорн; защелки 12, вращая шестерни, заставляют катушки обматывать материалы последовательно вокруг дорна, образуя шланг. Так как подача дорна постоянная, а скорости вращения катушек получаются путем подбора шестерен, то достигается необходимый шаг витка для каждого материала. В это время защелка 11 скользит по храповику так, что система шестерен 10,- 10 неподвижна, фрикцион 24 разомкнут, и пружина J2 держит губки 27 в разомкнутом состоянии.
Ползун /, дойдя до крайнего положения, передвинет переключатель 5, винт 4 начнет вращаться в обратную сторону; защелки 12 будут скользить по зубьям храповика, и вращение бобин прекращается, а фрикцион 24, заклиниваясь, заставляет губки 27 зажать шланг. Защелка 11 включается
и через систему шестерен 10 приводит в движение шпиндель и дорн; дорн при этом выворачивается из зажатого шланга. При достижении ползуном второго крайнего положения процесс повторяется. При внезапном обрыве материала или сматывании его с бобины ослабляется натяжение ролика 29, и пружина 30 замыкает контакт 31 реле; тем самым включается ток в электромагниты, вмонтированные в губки 27, которые охватят конец намотанного шланга, не давая ему разматываться. То же реле, сблокированное с выключателем мотора, выключает его, и станок останавливается в этот момент; включается звуковой или световой сигнал для привлечения внимания работников.
Предмет изобретения.
1.Станок длч изготовления гибких шлангов с применением системы вращающихся планетарно около дорна катущек на дисках и ползуна, несущего держатель- для дорна и получающего возвратно-поступательные перемещения при помощи ходового винта, снабженного сцепными муфтами, переключаемыми в конце каждого хода самим ползуном для изменения направления вращения, отличающийся тем, что ходовой винт 4 ползуна /, при прямом ходе последнего, соединен при посредстве системы зубчатых передач, включаемых автоматически при помощи защелок 72, с дисками 17, несущими катушки, а при обратном ходе при посредстве другой системы зубчатых передач 10, также автоматически включаемой при посредстве защелки 11, - с держателем 2 дорна для вращения последнего при извлечении из навитого шланга.
2.В станке по п. 1 применение зажимного устройства для удержания шланга при извлечении дорна, выполненного в виде двух губок 27, включаемого при обратном вращении ходового винта 4 ползуна /.
LO
oo
OI
f-l о
о я о
t4
ft о
я эд
hp ч ф н ф ч: я « о
-
4 РЧ
и о р- р
а
Г„ ЬТ
/liJ2.
112зшшшгйг12э