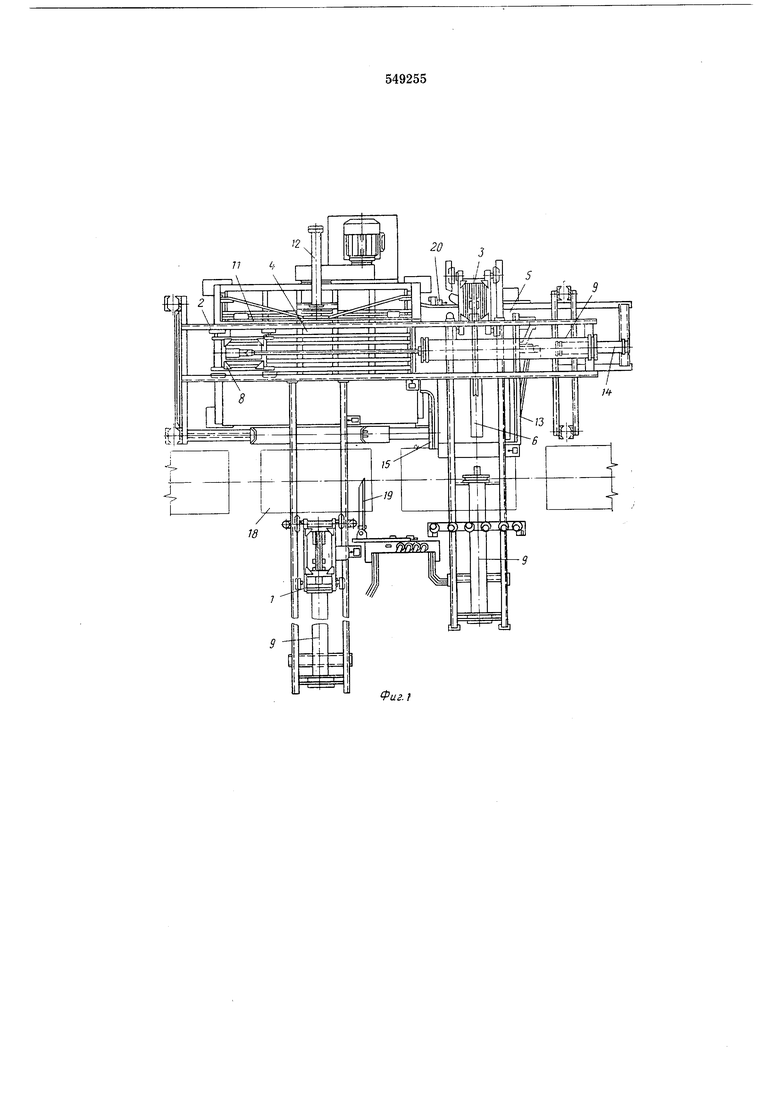
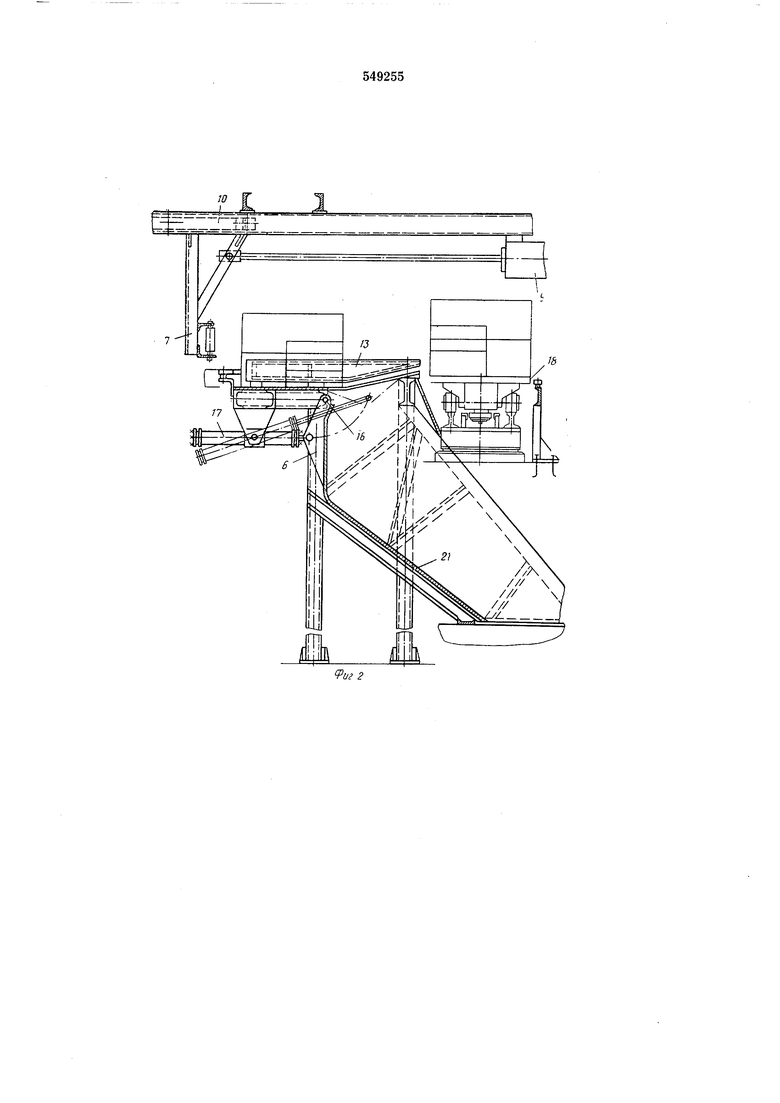
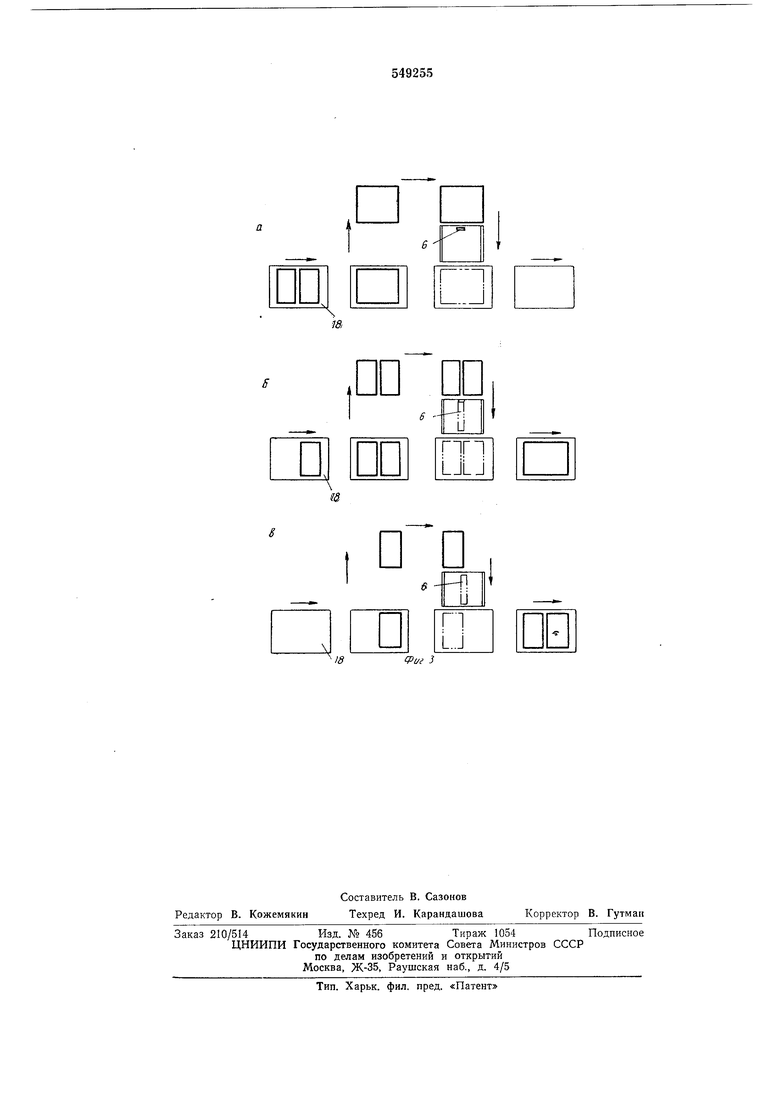
Установка в автоматическом цикле работает следующим образом. Опока (опоки), установленная на тележке 18 литейного конвейера, подойдя к позиции перегрузки и нажимая на рычаг 19, включает перегруи атели / и 5. Перегружатель / сталкивает опоку на выбивную решетку и в конце своего хода включает ее и одновременно реле времени, определяющее время работы выбивной решетки. После включения выбивной решетки включается перегружатель 2, который перемещает опоку с находящейся внутри ее отливкой на перегрузочную площадку 5. При движении опока отжимает упорный борт 13, который в конце хода запирается. С перегрузочной площадки опока сталкивается на платформу литейного конвейера перегружателем 3, включающимся одновременно с перегружателем / при нажатии на рычаг 19 следующей, подошедшей на выбивку опокой. При этом опока с площадки 5 проходит над провальным окном. Нормальное положение откидывающейся направляющей 6 - поднятое. И только нри прохождении опоки максимального размера (для данной установки) последняя при движении с выбивной решетки на перегрузочную площадку нажимает на концевой выключатель 10, который переключает золотник (на чертеже не показан) управления цилиндра 17 и опускает откидную направляющую - разгру:зочный люк свободен для выгрузки отливок .из больщой опоки. Придя в конечное положение, сталкиватель 3 переключает золотник управления пневмоцилиндром 17 и направляющая 6 занимает свое верхнее положение. Когда идут опоки малого размера, они проходят на перегрузочную площадку, не нажимая на рычаг концевого выключателя 20, откидывающаяся направляющая находится постоянно в верхнем положении, обеспечивая проход над провальным окном малых опок (одна сторона основания опоки скользит по стационарной боковой направляющей, другая по направляющей 6). Отливка проваливается в провальное окно на склиз 21. Сталкиватели / и 3 возвращаются в исходное положение. Прохождение опок на установке возможно при условиях, если: проходит одна большая онока, а направляющая 6 опущена; проходят две малые оноки, а направляющая 6 поднята; проходит одна малая опока, а направляющая 6 ноднята. Формула изобретения Установка для выбивки литейных форм на конвейере по авт. св. № 153779, отличающаяся тем, что, с целью одновременного использования на конвейере опок различного типоразмера, она снабжена направляющей, один конец которой установлен щарнирно на стенке провального окна со стороны входа на него опоки, и приводом для перемещения направляющей в вертикальной плоскости.
Фиг.Г
т
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для выбивки литейных форм | 1989 |
|
SU1675044A1 |
| Устройство для выбивки литейных форм | 1979 |
|
SU863173A1 |
| Проходная установка выбивки | 1983 |
|
SU1227331A1 |
| Установка для выбивки форм | 1976 |
|
SU662262A1 |
| Проходная выбивная установка | 1982 |
|
SU1052331A1 |
| АВТОМАТИЧЕСКАЯ ПОТОЧНАЯ ЛИНИЯ | 1961 |
|
SU152728A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ И УСТАНОВКА ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ | 1990 |
|
RU2015836C1 |
| Установка для выбивки литейных форм | 1977 |
|
SU632485A1 |
| Автоматическая литейная линия | 1985 |
|
SU1416269A1 |
| Установка для выбивки литейных форм | 1981 |
|
SU1014649A1 |
cpi/г 3
