2, Установка по п,1, о т л и ч а - 10 щ а я с я тем, что, в секторе в месте крепления оси вьшолнен паз.
Изобретение относится:к литейному производству, а именно к оборудованшо для выбивки литейных .
Цель изобретения - улучшение экс плуатационньпс характеристик установки за счет повышения качества очистки опок путем равномерного 1)аспреде ления вибрации по всей площади опоки и возможности регул -1роБания амплитуды колебаний.
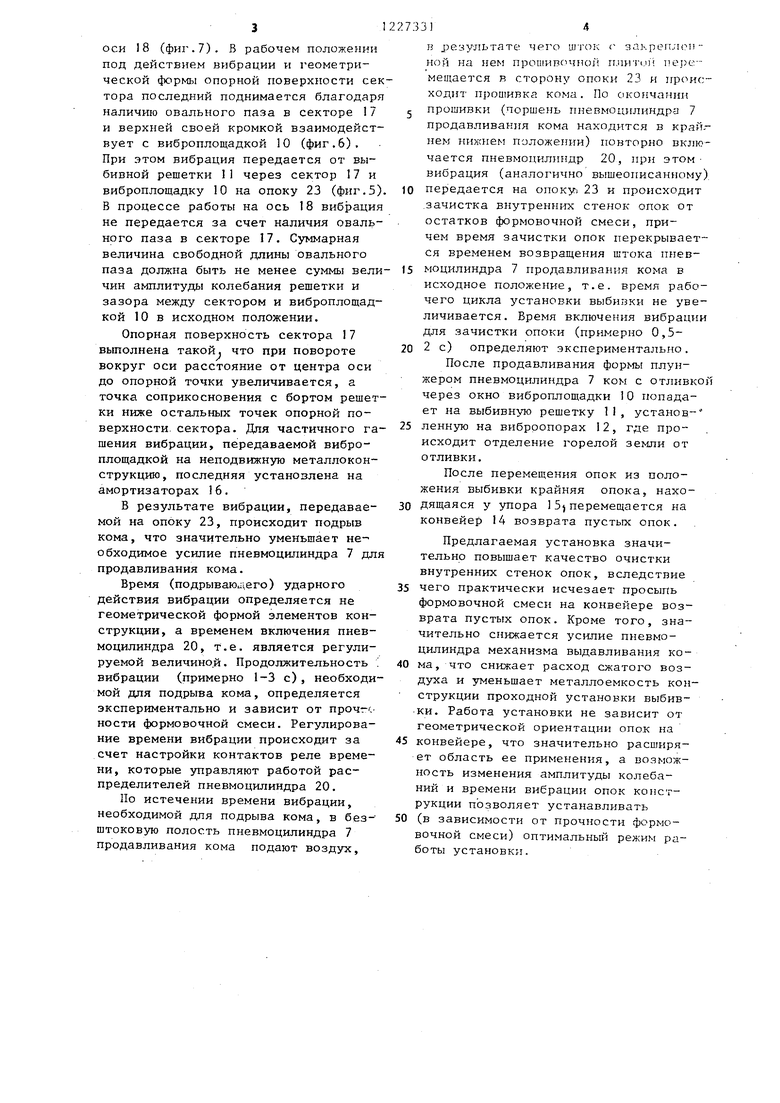
На фиг.1 изображена предлагаемая установка, вид сверху (цшип-щр шивки условно не показан); на фиг.2 - разрез А-А на ф11г.1; на фиг.З - раз- рез на фиг.1; на фиг.4 - узел 1 на фиг.З; на фиг.5 - узел II на фиг.2; на фиг.6 - разрез В-В на фиг. 5; на фиг.7 - разрез В-В на фиг, 5 (исходное положение).
Проходная установка выбивки (фиг,1) содержит пневмоцилиндр 1 р,пк сталкивания форм с литейного конвейера 2 по команде от конечного выключателя 3, два поворотньп: круга 4, рольганг со склизом 5 и направляющими 6 (фиг.2), пневмоцилиндр 7 продавливания кома, портал 8, непо- двихсн то 9, вибронлощадку 10, вь;- бивную решетку 11., виброопору 12, пневмоцилиндр 13 сталкивания пустых онок на конвейер 14 возврата пустых опок и упор 15. В карманах рамы 9 установлены амортизаторы 16. К вибро- площадке 10 посредством осей 8 прикреплень секторы 1 7. На вибронло- щадке 10 установлен упор 19.-К раме 9 крепится пневмовдщиндр 20, .шток которого жестко соединен с траверсой 21. Траверса 21 имеет возмолщость взаимодействовать с сектором 17 посредством гибкой связи 22.
Проходная установка выбивки работает следующим образом. I
Пневмоцилиндр по команде конечного выключателя 3 осуществляет сталкивание с литейного конвейера 2 очередной формы на рольганг со склизом
3. Установка по п. 1, о т л и ч а ю uj; а я с я тем, что сектор связан с приводом поворота гибкой связью.
5
0
5
0
5
0
5
5. Точная фиксация опок на всех позициях установки обеспечивается в продольном направлении определенным ходом пневмоцилиндра. 1 и упором 15, .а в поперечном кругами 4 и Направляющими 6. 13 положении продавливания очередная форма устанавливается строго фиксировано над окном вибро- гшогдадки 10 (фиг.1). Продавливание формы осуществляется плунжером пнев- модилиндра 7 продавливания кома, установленного на портале 8 (фиг.З). В исходном положении шток пневмоцилиндра 7 продавливания кома находится 3 крайнем верхнем положении, а шток пневмоцилиндра 20 - в правом крайнем, при этом сектор 17 не взаимодействует с выбивной решеткой..
Воздух подается в безштоковую по- лость пневмоцилиндра 20, шток которого с жесткозакрепленной траверсой 21 перемещается влево на расчетный ход цилиндра (фиг.4). При этом секторы 17, вращаясь вокруг осей 18, взаимодействуют с бортами выбивной решетки 11. Вращение секторов 17 во- круг осей 18 происходит за счет смещенного относительно оси вращения центра тяжести и ослабления гибкой связи, 22 в результате хода штока нневмоцилиндра 20 влево. Величина хода пневмоцилиндра 20 выбирается такой, чтобы секторы 17 в исходном положении не взаимодействовали с бортами выбивной решетки 11, а гибкие связи 22 в рабочем положении свобод но провисали, вследствие чего вибрация не передается на шток пневмоци-, линдра 20. За счет смешения центра тяжести и направленных колебаний выбивной решетки I1 сектор 17 прижимается к упору 19, положение кото-, рого определяет величину амплитуды колебаний вибpoплou aдки 10. В исходном положении между виброплощадкой 10 и сектором 17 имеется зазор, обеспечивающий поворот сектора 17 вокруг
оси 18 (фиг.7). В рабочем положении под действием вибрации и геометрической формы опорной поверхности сектора последний поднимается благодаря наличию овального паза в секторе 17 и верхней своей кромкой взаимодействует с виброплощадкой 10 (фиг.6), При этом вибрация передается от выбивной решетки 11 через сектор I7 и виброплощадку 10 на опоку 23 (фиг.5) В процессе работы на ось 18 вибрация не передается за счет наличия овального паза в секторе 17. Суммарная величина свободной длины овального паза должна быть не менее суммы величин амплитуды колебания решетки и зазора между сектором и виброплошад- кой 10 в исходном положении.
Опорная поверхность сектора 17 выполнена такой, что при повороте вокруг оси расстояние от центра оси до опорной точки увеличивается, а точка соприкосновения с бортом решетки ниже остальных точек опорной поверхности, сектора. Для частичного гашения вибрации, передаваемой виброплощадкой на неподвижную металлоконструкцию, последняя установлена на амортизаторах 16.
В результате вибрации, передаваемой на опоку 23, происходит подрыв кома, что значительно уменьшает не- обходимое усилие пневмоцшшндра 7 для продавливания кома.
Время (подрывающего) ударного действия вибрации определяется не геометрической формой элементов конструкции, а временем включения пнев- моцилиндра 20, т.е. является регулируемой величиной. Продолжительность . вибрации (примерно 1-3 с), необходимой для подрыва кома, определяется экспериментально и зависит от прочгс- ности формовочной смеси. Регулирование времени вибрации происходит за счет настройки контактов реле времени, которые управляют работой распределителей пневмоцилиндра 20.
По истечении времени вибрации, необходимой для подрыва кома, в без- штоковую полость пневмоцилиндра 7 продавливания кома подают воздух.
в результате чего шток с зазчреплеп- ной на прошивочной плитсл iiej)C:- метается в сторону опокн 23 и прение- ходит прошивка кома. По окопчантп прошивки (поршень пневмоцилиндра 7 продавливания кома находится в крайнем нижнем положении) повторно включается пневмоцилиндр 20, ирн этом вибрация (аналогично вышеописанному).
передается на опоку) 23 и происходит .зачистка внутренних стенок опок от остатков формовочной смеси, причем время зачистки опок перекрывается временем возвращения штока пневмоцилиндра 7 продавливания кома в исходное положение, т.е. время рабочего цикла установки выбивки не увеличивается. Время включения вибрации для зачистки опоки (примерно 0,52 с) определяют экспериментально. После продавливания формы плунжером пневмоцилиндра 7 ком с отливкой через окно виброплощадки 10 попадает на выбивную решетку 11, установ-
ленную на виброопорах 12, где происходит отделение горелой земли от отливки.
После перемещения опок из положения выбивки крайняя опока, находящаяся у упора 15)перемещается на конвейер 14 возврата пустых опок.
Предлагаемая установка значительно повышает качество очистки внутренних стенок опок, вследствие
чего практически исчезает просыпь формовочной смеси на конвейере возврата пустых опок. Кроме того, значительно снижается усилие пневмоцилиндра механизма выдавливания кома, что снижает расход сжатого воздуха и уменьшает металлоемкость конструкции проходной установки выбив- ки. Работа установки не зависит от геометрической ориентации опок на
конвейере, что значительно расширяет область ее применения, а возможность изменения амплитуды колебаний и времени вибрации опок констукции позволяет устанавливать
(в зависимости от прочности формовочной смеси) оптимальный режим работы установки.
А-А
15
| название | год | авторы | номер документа |
|---|---|---|---|
| Проходная выбивная установка | 1982 |
|
SU1052331A1 |
| АВТОМАТИЧЕСКАЯ ПОТОЧНАЯ ЛИНИЯ | 1961 |
|
SU152728A1 |
| Механизированная линия для изготовления отливок | 1988 |
|
SU1675043A1 |
| УСТРОЙСТВО ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ | 2000 |
|
RU2183531C2 |
| Установка для выбивки литейных форм | 1980 |
|
SU899265A1 |
| Устройство для выбивки литейных форм | 1979 |
|
SU774794A1 |
| Автоматическая установка для раскрытия парноопочных форм и выбивки земли из верхних опок | 1959 |
|
SU130164A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ОПОК В ВЕРТИКАЛЬНОЙ СТОПКЕ | 1992 |
|
RU2060856C1 |
| Автоматическая литейная линия | 1977 |
|
SU806257A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ И УСТАНОВКА ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ | 1990 |
|
RU2015836C1 |


- JLsffff/ff/ff/rro
23
22
17
фие. fy
17
фцг. S
11
В-В
rs
П
Центр mя)
иг. 7
cpui.f
Редактор А.Ревин
Составитель В.Сазонов Техред В.Кадар
Заказ 2245/П Тираж 757 Подписное
ВНИРШИ Государственного комитета СССР
по делам изобретений и открытий 1.13035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Корректор М. Сам орская
| Проходная выбивная установка | 1975 |
|
SU718225A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Проходная выбивная установка | 1982 |
|
SU1052331A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
