Изобретение относится к литейному производству и может быть использовано для выбивки литейных форм преимущественно с крестовинами в нижней опоке.
Цель изобретения - повышение надежности в работе устройства, увеличение производительности за счет сокращения ремонтных простоев, расширение технологических возможностей путем обеспечения выбивки форм различных типоразмеров.
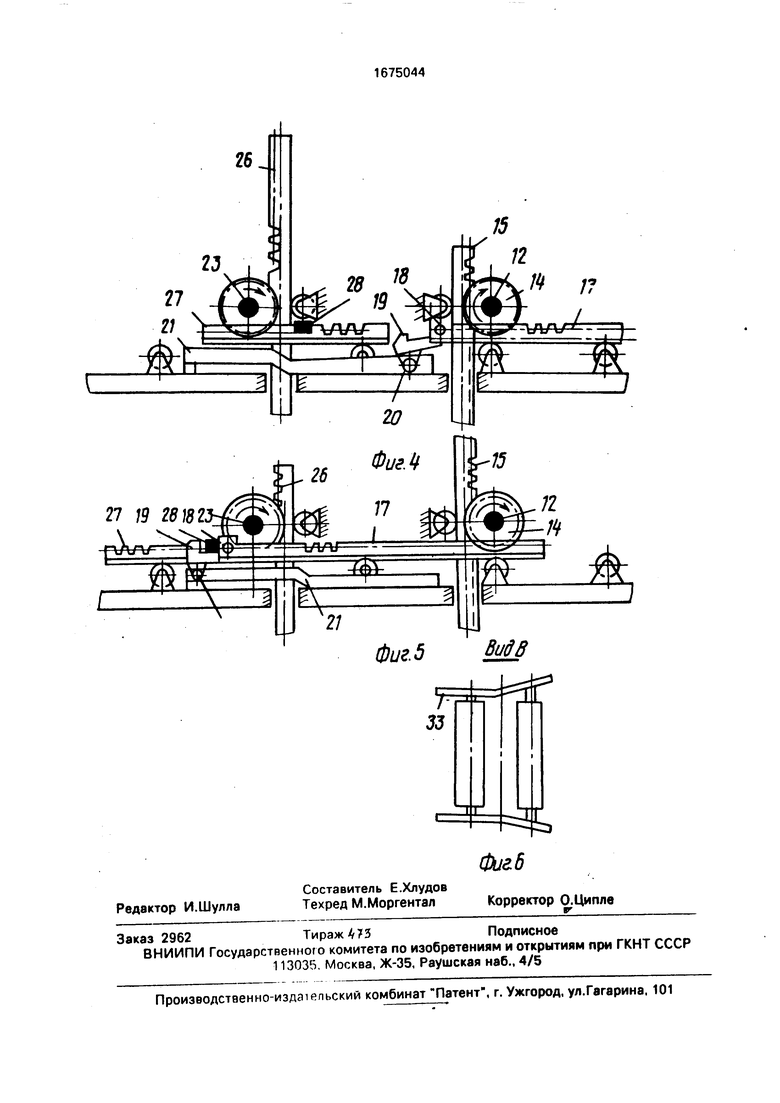
На фиг. 1 изображено устройство, общий вмд (штрихпунктиром показано положение кантователя с опокой в повернутом положении с поднятой верхней опокой и исходное положение сталкивателя); на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 и 5 - положения механизма съема верхней опоки и механизма извлечения отливок из нижней опоки в начале и конце ходов; на фиг. 6 - вид В на фиг. 1.
Устройство для выбивки литейных форм имеет привод 1 с электромагнитными муфтами 2 и 3, редукторами 4 и 5. Электромагнитная муфта 2 связана через редуктор 4 цепной передачей 6 с механизмом 7 сталкивания форм, содержащим толкатели 8 и 9 и тележку 10.
Механизм 11 сьема верхней опоки со-; держит приводной вал 12 с зубчатыми колесами 13 и 14, которые входят в зацепление с зубчатыми штангами 15, имеющими захваты 16 для цапф верхней опоки, и зубчатой рейкой 17, которая имеет буфер 18 и захват 19, соединенный с рейкой 17 шарнирно, и снабжен роликом 20, взаимосвязанным с копиром 21. Последний предназначен для ограничения верхнего и нижнего положений захвата.
Механизм 22 извлечения отливки из нижней опоки содержит вал 23 с зубчатыми колесами 24 и 25, которые входят в зацеплеw
fe
О
ел
ние с зубчатыми штангами 26 и зубчатой реечной царой 27 для обеспечения синхронного перемещения. Реечная пара 27 соединена между собой ригелем 28, под которым установлен копир 21.
Механизм 29 выбивки форм содержит выбивную раму 30. вибратор 31, привод 32, опорные направляющие 33 для направления формы, кантователь 34 с рычагами 35. Встряхивающая решетка 36 соединена шарниром 37 с выбивной рамой 30 и снабжена приводом 38 наклона.
Для обеспечения прямолинейного перемещения штанг 26 при повороте рычага 35 кантси 34 установлен кривошип 39 и направляющие ролики 40. Для исключения возможности заклинивания длина кривошипа 39 выпопнена бгин те разницы длины рычага 35 и оси штанги 26, а Ь.
С целью предотвращения передачи вибрации кантователя на штангу 26 и в момент выЬивки отверстие в кривошипе 39, соединяющее рыча 15 ьыполнено больше величины амплитуды дебалан ьото вала вибратора 31. Для предо/ранет а от поворота опок верха установлен ограничитель 41 поворота.
В устоойС)зе предусмотрены конечные выключатели и система управления (про- (раммируемый контроллер) 00еспс иснио контроля и положения опок и ,13моБ к устройстве осуществляют конечные выключатели и истема управления (пртраммиру- емый контроллер)
Устройство ртботэст следующим образом
В исходном положении толкатель 8 находится за литейным конвейером Включается привод32 вибратора31, одновременно подается команда на включение привода 1 с электромагнитной муфтой 2 и залитая форма толкателем 8 сталкивается в гнездо кантователя 34 По окончании хода толкателя С электромагнитная муфта 2 отключается и включается электромагнитная муфта 3, происходит выбивка с одновременным подъемом верхней опоки штангами 15 и захватами 16 От поворота вокруг горизонтальной оси опока верха псодохраняется ограничителями 41 поворот 1
Пои включении зле грома нитной муфты 2 (при этом электромагни, пая уфта 3 отключена и схема блокироьтп исключает возможность одновременного вкпючения двух муфт) приводная звездочка приводит в движение црпную пере чачу С, соединенную с тележкой 10. При движении гепежки влево толкатель 8 на оцящийгя в исходном положении за литейным юнпсиерог-, с,алкивает
форму с платформы литейного конвейера в кантователь 34 на встряхивающей раме 30 Для ограничения хода сталкивателя установлен конечный выключатель ВК2. Он дает
команду на реверсивное включение электродвигателя и тележка 10 сталкивателя отходит назад на 100-200 мм до срабатывания конечного выключателя ВКЗ, который дает команду на отключение привода 1 и муфты
0 2, дается разрешение на реверсивное включение привода 1 и включение муфты 3, по команде системы управления включается привод 1 и муфта 3, штанга 15 поднимается - происходит подъем верхней опоки.
5При подъеме верхней опоки в положение, гарантирующее последующий свободный поворот кантователя 34 с нижней опокой без зацепления его с верхней опокой, зубчатая рейка 17 входит в зацепление
0 при помощи ригеля 28 с реечной парой 27 и буфером перемещает ее, которая посредством зубчатых колес 24 и 25 и вала 23 опускает штанги 26. Происходит поворот кантователя 34 с нижней опокой на угол,
5 гарантирующий сваливание отливки с отработанной смесью на встряхивающую решетку 36 Кантователь ложится на упор (не показан), при этом рычаг 35 находится в свободном состоянии
0Верхняя опока при повороте кантователя 34 совершает дальнейший подъем на высоту обеспечивающую свободный поворот кантователя с опокой низа. Конечный выключатель ВК4 дает команду на отключение
5 электродвигателя, включение механизма встряхивания и реле времени на Операцию выбивки и последующее реверсивное включение механизма кантователя.
При этом захват 19 рейки 17 вытягивает ригелем 28 реечную пару 27, вал 23 повора5 чивается и штанги 26 опускаются. Кантователь 34 возвращается в исходное положение, далее опока верха при помощи штанг 15 накрывает опоку низа. Происходит ьыбивка опок и отделение смеси от отливок
0 с ее гомогенизацией на встряхивающей решетке 36. После спаровки форм по команде ВК5 отключается электромагнитная муфта 3. Привод вращается в том же направлении, что и при вращении кантователя в исходное
5 положение, по команде системы управления включается электромагнитная муфта 2. При включении электромагнитной муфты 2 сталкиватель форм начинает двигаться в обрат ном направлении, а толкателем 9 выбитые опоки передаются, на литейный конвейер. Одновременно встряхивающая решетка 36 при помощи привода 38 наклона наклоняется, отливка сбрасывается на пластинчатый ковейер, встряхивающая решетка 36 возвращается в исходное положение и привод 32 вибратора 31 отключается.
Конечный выключатель ВК1 дает команду на реверсивное вращение привода 1, а тележка 10 с толкателями 8 и 9 перемещается назад на расстояние, обеспечивающее свободный проход опок на литейном конвейере. Конечный выключатель ВК5 дает команду на отключение привода 1. Толкатели становятся в исходное положение. После подхода тележки ленточного конвейера с залитой формой на позицию выбивки конечный выключатель ВК7 дает команду на включение привода 32 вибратора 31 привода 1 электромагнитной муфты 2 и цикл работы устройства повторяется. Управление работой устройства осуществляется по заранее заданным, легко переналаживаемым программам с помощью программного контроллера, выполненного на микропроцессоре. Программу работы выбивного устройства можно менять в любой последовательности. Например, механизм выбивки включается после сталкивателя форм или после подьема и кантования опок. Последовательность работы всех механизмов обеспечивается системой управления.
На входы системы поступают сигналы от конечных выключателей всех механизмов устройства, а с выходов системы - управляющие сигналы, поступающие непосредственно на пускатели и эпектро- магниты этих механизмов.
Применение системы управления на микропроцессорах позволяет полностью автоматизировать работу устройства, повысить надежность и четкость включений механизмов, обеспечить полный контроль за состоянием механизмов, сигнализировать отказ любого механизма, конечного выключателя и пускателя с точным указанием адреса отказа.
Использование предлагаемого устройства обеспечивает безаварийную работу за счет исключения возможных поломок (изгиба) штанг механизма извлечения отливок из нижней опоки и механизма съема верхней опоки, что достигается строгой последовательностью выполнения операций механизмами. При этом исключается возможность
их совмещения, в результате чего увеличивается производительность устройства, сокращается количество обслуживающего персонала за счет автоматического управления всего процесса выбивки, расширяются
технологические возможности.
Формула изобретения
1.Устройство для выбивки литейных форм преимущественно с крестовинами в нижней опоке, содержащее механизм сталкивания форм, механизм съема верхней опоки, механизм извлечения отливки из нижней опоки, механизм выбивки и выбивную решетку, отличающееся тем, что, с целью повышения надежности в работе
устройства, увеличения производительности за счет сокращения ремонтных простоев, расширения технологических возможностей путем обеспечения выбивки форм различных типоразмеров, механизм
сталкивания форм, механизм сьема верхней опоки, механизм извлечения отливок из нижней опоки связаны общим приводом посредством электромагнитных муфт, каждая из которых связана посредством редукторов соответственно с механизмом сталкивания форм и механизмом сьема верхней опоки, при этом механизм сьема верхней опоки представляет собой приводной вал с пубчатыми колесами, зубчатыми штангами и
зубчатой рейкой, на которой расположены буфер и захват, причем зубчатые колеса связаны с зубчатыми штангами, а механизм извлечения отливок из нижней опоки представляет собой вал с зубчатыми колесами,
взаимосвязанными с зубчатыми штангами и реечной парой.
2.Устройство по п.1. о т л и ч а ю щ е е- с я тем, что оно снабжено копиром, размещенным на корпусе устройства, и роликом,
закрепленным на захвате с возможностью взаимодействия с копиром, при этом захват шарнирно установлен на рейке.
3.Устройство по пп.1 и 2, о т л и ч а ю- щ е е с я тем, что зубчатые штанги механизма извлечения отливки из нижней опоки соединены с кантователем посредством кривошипа и имеют направляющие ролики, а реечные пары соединены между собой ригелем, взаимосвязанным с захватом и буфером рейки механизма съема верхней опоки.
ч 19 Лу-льырую Щий
ли/я&/jf J/ яыйманбейер

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для выбивки литейных форм | 1979 |
|
SU863173A1 |
| Установка для выбивки стопочных форм | 1982 |
|
SU1072993A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ И УСТАНОВКА ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ | 1990 |
|
RU2015836C1 |
| АВТОМАТИЧЕСКАЯ ПОТОЧНАЯ ЛИНИЯ | 1961 |
|
SU152728A1 |
| УСТАНОВКА ДЛЯ ВЫБИВКИ ОПОК | 1973 |
|
SU366027A1 |
| Автоматическая литейная линия | 1987 |
|
SU1447567A1 |
| Автоматическая литейная линия | 1977 |
|
SU806257A1 |
| Автоматическая линия изготовления форм | 1977 |
|
SU670383A1 |
| Установка для выбивки литейных форм | 1972 |
|
SU454087A1 |
| Автоматическая линия для производства термообработанных литых деталей | 1980 |
|
SU876294A1 |


Изобретение относится к литейному производству. Цель изобретения - повышение надежности в работе устройства и производительности за счет сокращения ремонтных простоев, расширение технологических возможностей путем обеспечения выбивки форм различных типоразмеров. Устройство содержит механизмы сталкивания форм, сьема верхней опоки и извлечения отливки из нижней опоки с единым приводом. Управление работой устройства обеспечивается электромагнитными муфтами , концевыми выключателями и системой управления. 2 з.п. ф-лы, 6 ил.
Конбейер для лриема атлибох
Фиг.1
Ј-гпф
WOSi9l
26
Составитель Е.Хлудов Техред М.Моргентал
Корректор О.Ципле
Редактор И.Шулла
Заказ 2962Тираж 473Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., 4/5
15
П
И 1
Фигб
Корректор О.Ципле
| Устройство для выбивки литейных форм | 1979 |
|
SU863173A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
