1
Изобретение относится к литейному производству, в частности к устройствам для выбивки литейных форм, преимущественно для форм с крестовинами е в нижней опоке, перемещаюцихся на литейном конвейере.
Известен литейный вертикально замкнутый конвейер с устройством для выбивки форм, состоящий из системы JQ электрически сблокированных толкателей, механизма подъема конвейерных плит с формами, вибрационного стола с двумя клапанами, позволякицими выбивать формы с опорг1ми различных типоразмеров Cl3
Недостаток этого конвейера состоит в том, что его устройство для выбивки форм не может быт использовано для выбивки литейных форм с крестовинами в нижней опоке.
Известна установка для выбивки литейных форм с крестовинами в нижней опоке, содержащая механизм съема верхней опоки, механизм выбивки верхней опоки в виде выбивной решетки, механизм извлечения отливки из форм, механизм выбивки нижней опоки в виде выбивной решетки и промежуточные транспортные средства, состоящие из толкателей, рольгангов, цепного и 30
ленточного транспортера, охИадительного подвесного конвейера.
Залитая форма подается литейным конвейером к механизму съема верхней опоки, который поднимает опоку верха и переносит ее вправо, где она толкателем сдвигается на решетку, выбивается и по наклонному рольгангу скатывается на ленточный транспортер. Нижняя опока с отливкой литейным конвейером подается к охладительному конвейеру. Отливка извлекается механизмом извещения с применением ручного труда для зацепления отливки, а нижняя опока толкателем сталкивается на вторую решетку, выбивается и цепным конвейером подается на ленточный транспортер. Выбитые опоки верха и низа подаются на место сборки. На установке производится выбивка опок размером в свету 600x800 мм 2.
Известна установка для выбивки литейных форм с крестовинами в нижней опоке, содержащая механизм выбивки опок верха и низа в виде выбивной решетки, стол для разборки опок, механизм съема верхней опоки, механизм извлечения отливки из формы и промежуточные транспортные.средства, состоящие из толкателей, цепного и ленточного транспортера, подвесного охладительного конвейера, рольгангов и др.
Залитая форма толкателем сдвигается на выбивную решетку, выбитая в сборе форма цепным транспортером пода- ется на стол для разборки. Опока верха снимается и подается к ленточному транспортеру извлекается отливка и монорельсом доставляется к подвесному охладительному конвейеру. Нижняя опока толкателем сталкивается через рольганговый стол на ленточный конвейер, который транспортирует опоки верха и низа к формовочньпч машинам. Размеры выбитых опок в свету б80х хЮЮ мм И .
Известна также устновка для выбивки литейных форм с крестовинами в нижней опоке, содержащая механизм съема верхней опоки, выполненный в виде траверсы с захватами для цапф и приводом, механизм извлечения отливки из формы, механизм выбивки опок верха и низа, промежуточные транспортные средства.
Сталхивателем форма подается на решетку выбивки нижних опок, механизмом съсл1а-поднимается опока верха и переносится на решетку выбивки BepxHF.x опок, выбитая опока верха толкателем сталкивается на наклон- ный- рольганг, с которого она поступает на шагающий конвейер. Выбитая опока, низа с отливкой сталкивателем подается с решетки на промежуточный стол, затем сталкивателем - на подъемный стол, где механизмом (с применением ручного труда) извлекается отливка и навешивается на охладительный конвейер, а пустая опока низа сталкивается на ленточный транспортер, который подает ее на шагающи конвейер пустых опок (верха и низа) . Размер выбитых опок в плане до 1000x1500 мм C2l,
Общими недостатками указанных установок для выбивки литейных форм, с крестовинами в нижней опоке является то, что они имеют сложную конструкцию, так как состоят из отдельно расположенных механизмов, соединенных между собой промежуточными транспортными средствами в виде сталкивателей, рольгангов, столов, цепных и ленточных конвеЦеров, подвесных охладительных конвейеров и др., занимают очень большие производствен ные площадки, имеют сложную систему автоматического управления, не исключают ручной труд, в них не решена механизация извлечения отливки из нижних опок, выбивные решетки имаот большую длину до б м., не обеспечивают качественное отделение отливок от земли, в результате чего отливки с землей подают вместе на транпортирующий отливки конвейер, что требует дополнительных затрат ручного труда для отделения и уборки земли. Кроме того, такие установки рассчитаны на один типоразмер опок, а также на них нельзя выбивать формы без крестовин в нижней опоке,
Цель изобретения - упрощение конструкции и сокращение производственной площади путем расположения всех механизмов ,на одной позиции и выбивки форм различных типоразмеров.
Поставленная цель достигается тем, что устройство снабжено размещенными на траверсе вибраторами, концентрично установленными под траверсой поворотной и встряхивающей рамками с приводом и вибраторами, причети встряхивающая рамка шарнирно соединена с вибрационной решеткой корзинного типа, механизмом наклона решетки, установленным под упомянутыми рамками и дополнительной траверсой с шарнирно закрепленными на ней подвесками с захватами для цапф опок разманенной на основной траверсе с возможностью перемещения в вертикальной плоскости.
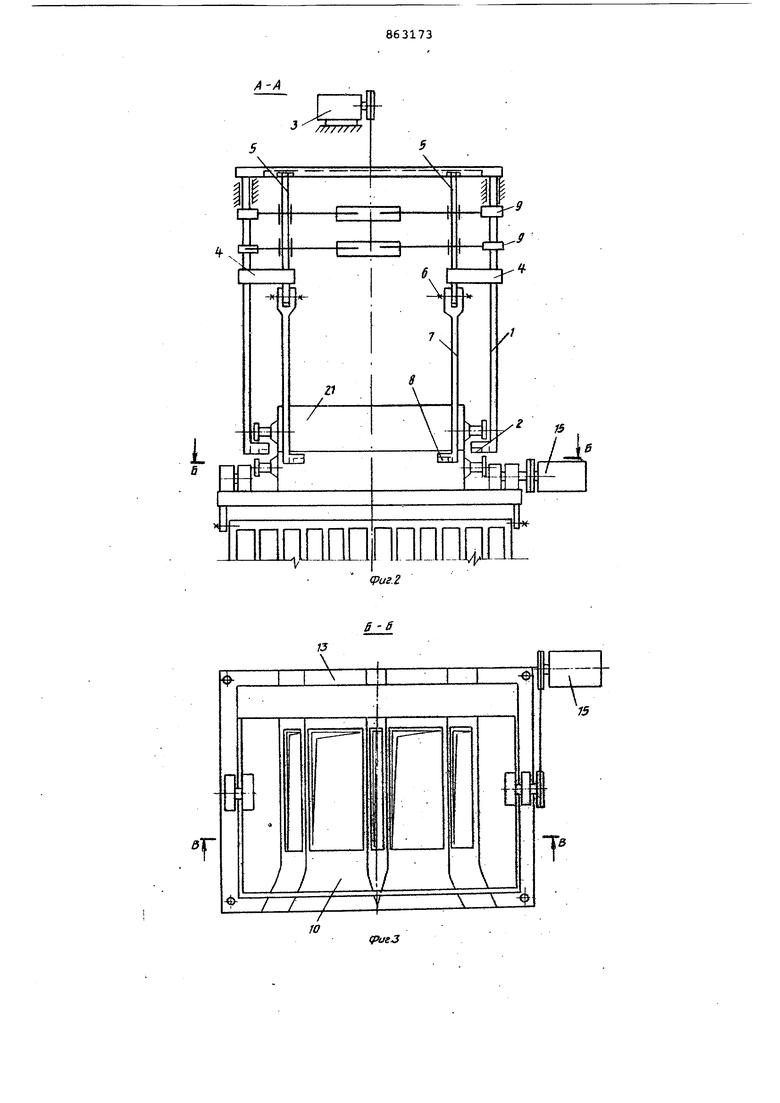
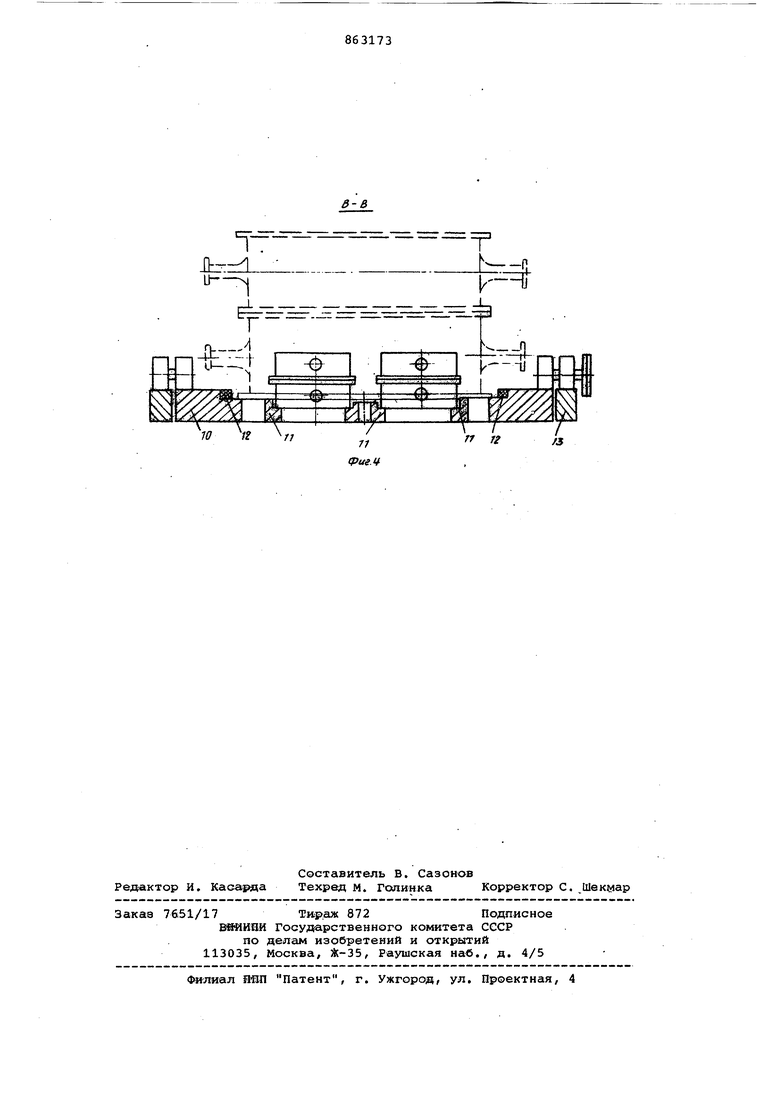
На фиг, 1 изображено устройство, общий вид, на фиг. 2 - разрез А-А на фиг, 1; на фиг. 3 - разрез Б-Б на фиг, 2; на фиг. 4 - разрез В-В на фиг. 3,
Устройство для выбивки литейных форм содержит механизм съема верхней опоки, включающий жесткую траверсу 1 с захватами 2 для цапф, привод 3 и вибраторы 4, подвижную траверсу 5 с подвешенными к ней на шарнирах 6 подвесок 7 с захватами 8 и устройством 9 для передвижения траверсы 5 механизм извлечения отливки из формы и совмещенный с ним механизм выбивки опок верха и низа, включающий поворотную рамку 10 с опорными направляющими 11, выполненными с уклонсяй к краю рамки 10 для удобства сталкивания в сторону литейного конвейера опок с последнего на поворотную рамку и наоборот, н съемными бортами 12 для разных типоразмеров форм, встряхивающую рамку 13 с вибратором 14 и приводе 15 поворота рамки 10, вибрационную решетку 16 корзинного типа для отделения отливок от земли с механизмом наклона решетки для выдачи отливок после их отделения от земли, включающим привод 17, подвижный блок 18 и соединительную (натяжную) цепь. 19, Поворотная рамка 10 и вибрационная решетка 16 соединены между собой шарнирами 20.
На фиг. не показаны такие известные устройства как сталкиватели форм, устройства для фиксации форм на поворотной рамке, упоры на траверсах для. предохранения верхней полуформы (опоки) от переворота, электроаппаратуры для обеспечения работы.устройства для выбивки литейных форм в ав- 5 тематическом режиме. Устройство работает следующим об|разом. Залитая литейная форма, например, с размерами опок в свету IGOOJIOOOMM стешкивается с литейного конвейера на поворотную рс1мку 10. После ее фик сации включается привод 3, вибратор 4 траверсы 1 и вибратор 14 встряхива ющей рамки 13. Опока верха траверсой 1 поднимается, а поворотная рамка 10 вместе с опокой низа и отливкой приводом 15 поворачивается на и от ливка вываливается, на вибрационную решетку 16, после чего поворотная ра ка с опокой низа возвращается в исхо ное положение. В этот момент происхо дит одновременно отделение земли от отливки на решетке 16 и выбивка опок верха и низа соответственно на траве се 1 и поворотной рамке 10. Выбитая земля проваливается на конвейер горелой земли и транспортир ется в отвал. После окончания процесса выбивки опока верха приводом 3 опускается и накрывает опоку низа, а вибрационная решетка 16 механизмом наклона с-помощью привода 17 и натяжной цепи 19 наклоняется и отливка соскальзывает на пластинчатый конвейер. Вибраторы 4 и 14 выключаются решетка 16 возвращается в исходное положение, а выбитые опоки верха и низа сталкиваются с поворотной рамки 10 на конвейер возврата пустых опок или обрат но на литейный конвейер, При выбивке литейных форм с разме рами опок в свету, например, 1900х мм и другими работа устройства аналогична за исключением того, что вместо захватов 2 в работе участвуют захваты 8 подвесок 7 подвижной траверсы 5.. При выбивке одновременно двух литейных форм без крестовин в нижней юпоке с размерами опок в свету 500 Х400 мм операции по выбивке пройсходят в такой же последовательности ка и формы с крестовинами в нижней опоке, за исключением операции съема верхней опоки, переворота поворотной рамки 10 и работы вибраторов 4, так как извлечение отливки из формы происходит на провал через световое окно нижней опоки, в момент выбивки формы 500X400 мм она находится на опорных направляющих 11, являющихся частью поворотной рамки 10. Предлагаемое устройство для выбивки литейных форм по сравнению с известными устройствами имеет упрощенную конструкцию, резко сокращает производственную площадь, механизирует извлечение отливок из нижних опок и уменьшает длину выбивных решеток. Формула изобретения Устройство для выбивки литейных форм преимущественно с крестовинами в нижней опоке, содержащее механизм съема верхней опоки, выполненный в виде траверсы с захватами и приводом, механизм извлечения отливки из формы, механизм выбивки опор верха и низа и вибрационную решетку, отличающееся тем, что, с целью упрощения конструкции и сокращения производственной площади путам расположения всех мехаыязмоз на одной позиции и выбивки форм различных типоразмеров, оно снабжено размещенными на траверсе вибраторами, концентрично установленньми под траверсой поворотной и встряхивающей рамками с приводом и вибраторами, причем встряхивающая рамка шарнирно соединена с вибрационной решеткой, выполненной корзинного типа и снабженной механизмоМ наклона, установленным под упомянутыми рамками, и дополнительной траверсой с шарнирно закрепленными иа ней подвесками с захватами для цапф опок, размещенной на основной траверсе с возможностью перемещения в вертикальной плоскости. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР W 117165, кл. В 22 D 29/00, 1958. 2.Лиокумович Л.Ф., Жиляев Н. И. еханизация и автоматизация процес- сов выбивки и очистки отливок, М., Машиностроение, 1967, с. 28-33. /fffMfffeffl /ffff raa гтует /х впон /}naemuн fOm м и ftoHgtOep СГ-Э ffVffff e-p iflfapMU gofltffou Земли
///v////
5 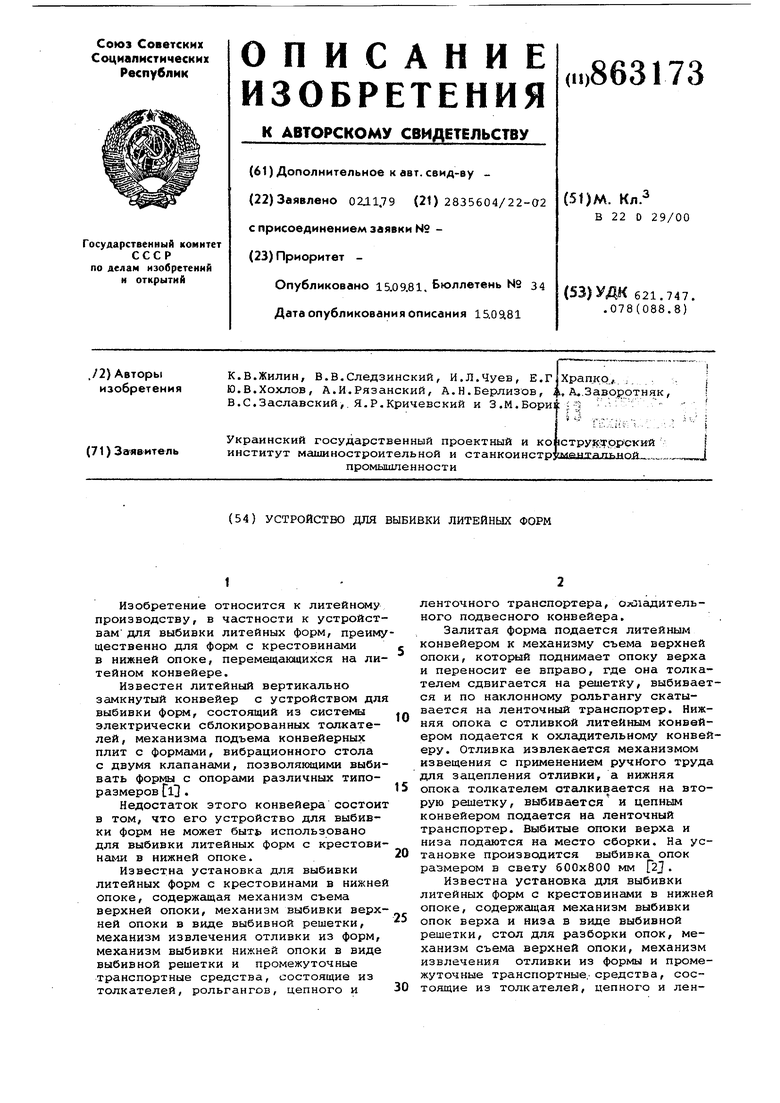
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для выбивки литейных форм | 1989 |
|
SU1675044A1 |
| УСТАНОВКА ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ И ВИБРАЦИОННОЕ ВЫБИВНОЕ УСТРОЙСТВО | 1990 |
|
RU2015840C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ И УСТАНОВКА ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ | 1990 |
|
RU2015836C1 |
| Установка для выбивки литейных форм на конвейере | 1959 |
|
SU131874A1 |
| УСТАНОВКА ДЛЯ ВЫБИВКИ ЛИТЬЯ ИЗ ОПОК, ПЕРЕМЕЩАЕМЫХ ФОРМОВОЧНЫМ КОНВЕЙЕРОМ | 1952 |
|
SU100921A1 |
| УСТРОЙСТВО ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ | 2000 |
|
RU2183531C2 |
| Автоматическая установка для выбивки и охлаждения отливок | 1958 |
|
SU114619A1 |
| АВТОМАТИЧЕСКАЯ ПОТОЧНАЯ ЛИНИЯ | 1961 |
|
SU152728A1 |
| Механизированная линия для изготовления отливок | 1988 |
|
SU1675043A1 |
| Проходная выбивная установка | 1982 |
|
SU1052331A1 |
С
f-c
Z7
L
на
шдЕрпппап
7J
15
L
4
-Ф
ё
/ / /
/ / / I X
7
Л7
т
i
срагЗ
