Настоящее изобретение касается защиты от коррозии алюминиевых катодов при электролизе цинка и кадмия путем нанесения защитного покрытия определенного состава.
Известно, что при заводском получении электролитного цинка применяются катоды из листового алюминия, срок службы которых составляет несколько месяцев из-за износа, обусловливаемого коррозией верхней части, находящейся над электролитом, в результате воздействия мельчайших брызгов кислого электролита (аэрозоля), увлекаемых в воздух газами, выделяющимися на электродах. Кроме того, уровень электролита в ванне не является постоянным, вследствие чего катод сверху частично покрывается слоем прочно пристающего сульфата цинка, и верхняя часть наращиваемого на катоде цинка получается утоненной, с рваными краями, что затрудняет и замедляет снятие цинка и требует резких ударов по листу. Последнее же обстоятельство вызывает коробление алюминиевых листов, достигающее таких размеров, что образующиеся вмятины служат причиной коротких замыканий.
Так как рабочая часть катода, погружаемая в электролит, сохраняется в несколько раз дольше, чем верхняя часть, то для дальнейшей эксплоатации катода, на некоторых заводах корродированную часть обрезают и работают с укороченным катодом.
К верхней части катода приклепаны две медные штанги, подводящие ток. Вследствие „засульфачивания брызгами электролита площадь контакта между медными штангами и алюминиевым листом сокращается до 50-70%; это увеличивает непроизводительный расход электроэнергии, и вместе с тем вызывает загрязнение электролита сульфатом меди, смываемым со. штанг, что неблагоприятно отражается на качестве и выходе по току катодного цинка. Подсчеты баланса меди в электролите показывают, что иногда растворение меди достигает 1,5-2 кг за сутки.
Для предупреждения образования дендритов на бока катода набиваются деревянные планки. Однако частая смена этих планок и их заправка вызывают лишний расход рабочей силы и связаны с дополнительными расходами.
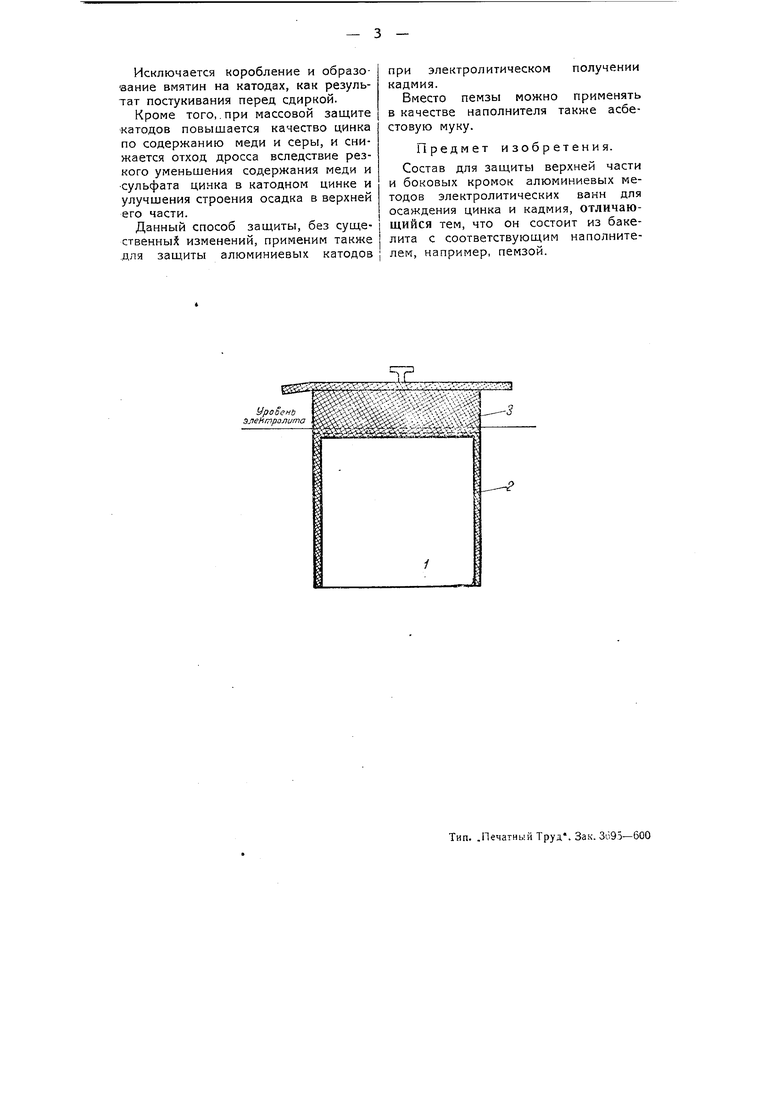
Исключается коробление и образование вмятин на катодах, как результат постукивания перед сдиркой.
Кроме того,.при массовой защите катодов повышается качество цинка по содержанию меди и серы, и снижается отход дросса вследствие резкого уменьшения содержания меди и сульфата цинка в катодном цинке и улучшения строения осадка в верхней его части.
Данный способ защиты, без существенный изменений, применим также для заш,иты алюминиевых катодов
при электролитическом получении кадмия.
Вместо пемзы можно применять в качестве наполнителя также асбестовую муку.
Предмет изобретения.
Состав для защиты верхней части и боковых кромок алюминиевых методов электролитических ванн для осаждения цинка и кадмия, отличающийся тем, что он состоит из бакелита с соответствующим наполнителем, например, пемзой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ЦИНКА ЭЛЕКТРОЛИТИЧЕСКИМ ПУТЕМ | 1938 |
|
SU58170A1 |
| МЕДНАЯ ФОЛЬГА ДЛЯ ПРОИЗВОДСТВА ПЕЧАТНЫХ ПЛАТ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 1995 |
|
RU2138932C1 |
| Электролитическая ванна | 1935 |
|
SU49701A1 |
| ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОХИМИЧЕСКИХ ПРОЦЕССОВ, ЭЛЕКТРИЧЕСКАЯ ЯЧЕЙКА, СПОСОБ ПОЛУЧЕНИЯ ХЛОРА И ЩЕЛОЧИ И МНОГОКАМЕРНЫЙ ЭЛЕКТРОЛИЗЕР | 1990 |
|
RU2092615C1 |
| СПОСОБ НИКЕЛИРОВАНИЯ ДЕТАЛЕЙ ИЗ СТАЛИ, МЕДИ И МЕДНЫХ СПЛАВОВ | 1996 |
|
RU2089675C1 |
| СПОСОБ КОНДИЦИОНИРОВАНИЯ НАРУЖНОЙ ПОВЕРХНОСТИ ЭЛЕМЕНТА ИЗЛОЖНИЦЫ ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ, ИЗГОТОВЛЕННОГО ИЗ МЕДИ ИЛИ МЕДНОГО СПЛАВА | 1997 |
|
RU2177857C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКА МЕТАЛЛА ЭЛЕКТРОЛИЗОМ | 2014 |
|
RU2553319C1 |
| УЛУЧШЕНИЕ ЭЛЕКТРОРАФИНИРОВАНИЯ МЕДИ | 2019 |
|
RU2790423C2 |
| СПОСОБ НАНЕСЕНИЯ НИКЕЛЕВОГО ПОКРЫТИЯ НА СТАЛЬНЫЕ И МЕДНЫЕ ДЕТАЛИ В ЭЛЕКТРОЛИТЕ НИКЕЛИРОВАНИЯ | 2011 |
|
RU2489525C2 |
| МЕДНАЯ ФОЛЬГА ЭЛЕКТРОЛИТИЧЕСКОГО ОСАЖДЕНИЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2122049C1 |
