ОБЛАСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к производству меди из первичных источников, означающих свежую руду, и из вторичного сырья, также известного как повторно используемые материалы, или из их комбинаций, посредством пирометаллургических технологических стадий. Пригодные для повторного использования материалы могут быть, например, побочными продуктами, отходами и отработанными материалами. Более конкретно, настоящее изобретение относится к дополнительной очистке электролитическим рафинированием анодов, сформированных из получаемого с помощью пирометаллургии потока меди, который содержит примеси.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
В пирометаллургическом производстве меди другие металлы, такие как никель, сурьма, висмут, олово и/или свинец, а также часто небольшие количества драгоценных металлов (ДМ), в частности серебра (Ag), присутствуют во многих представляющих коммерческий интерес исходных материалах, включая как первичное, так и вторичное сырье.
Пирометаллургические технологические стадии не способны экономично очищать поток медного продукта до высокой чистоты ≥99,97 мас.%, которая обычно требуется на рынках в настоящее время, например, чистоты ≥99,995 мас.%, которая необходима для вытягивания очень тонкой медной проволоки для электронных приборов. Процесс производства металлической меди поэтому обычно включает в себя стадию электрорафинирования, обычно в качестве последней стадии в процессе очистки.
При электрорафинировании меди с помощью разности электрических потенциалов медь растворяется (в основном за счет электрохимической «коррозии») из менее чистого медного анода, обычно содержащего примерно 99 мас.% Cu, в электролит (главным образом в соответствии с реакцией Cu → Cu2+ + 2e-) и повторно осаждается на катоде (главным образом в соответствии с реакцией Cu2+ + 2e- → Cu), образуя слой меди более высокой чистоты (по меньшей мере 99,97 мас.% Cu и часто вплоть до 99,99 мас.% Cu). Электролит обычно является электролитом на основе серной кислоты. Эти две химические (полу)реакции характеризуются разностью стандартных потенциалов в идеальных условиях, равной 0,337 В.
Поддерживая разность потенциалов между анодом и катодом в жестких пределах, можно контролировать осаждение металла на катоде так, чтобы он представлял собой почти исключительно медь. Другие металлы в растворе не должны осаждаться электрохимически.
В теории, поскольку эти две химические полуреакции имеют противоположные разности потенциалов, ячейке электрорафинирования для работы требуется лишь очень малая результирующая разность потенциалов. Однако из-за различных сопротивлений в полной цепи ячейке электрорафинирования на практике требуется для работы разность потенциалов между катодом и анодом, составляющая по меньшей мере 0,15 вольт (В), или 150 мВ.
Электрорафинирование (ER) меди сильно отличается от «электрохимического извлечения» (EW) меди. При электрохимическом извлечении на первой стадии медь растворяется в кислотном растворе путем выщелачивания меди (строго химической «коррозии») из твердого сырья, такого как медная руда. Медьсодержащий электролит, опционально после повышения концентрации меди, например, посредством экстракции с участием органического растворителя, затем пропускают через электролитическую ячейку с химически инертными анодами, в которой благодаря электрическому току медь осаждается на катоде. На аноде ячейки электрохимического извлечения электрохимически разлагается вода (2H2O → 4H+ + O2 + 4e-), в результате чего ионы водорода (H+) остаются в растворе, а атомы кислорода собираются в пузырьки газа, которые поднимаются к поверхности электролита. Электроны проходят по электрической цепи от анода к катоду, где они становятся доступными для осаждения меди (главным образом в соответствии с реакцией Cu2+ + 2e- → Cu), аналогично тому, что происходит в ячейке ER. Таким образом, при EW эти две полуреакции не являются обратными друг к другу, и имеют различные стандартные потенциалы, что приводит к тому, что ячейка EW требует абсолютной минимальной теоретической результирующей разности потенциалов, равной 0,892 вольт. К этому теоретическому минимуму затем добавляются дополнительные разности потенциалов, необходимые для преодоления перенапряжений на аноде и катоде, а также падений напряжения, связанных с точками контакта и омическим сопротивлением электролита. Следовательно, рабочая разность потенциалов между анодом и катодом в ячейке EW обычно является значительно более высокой, чем в ячейке ER, и составляет порядка 1,8-2,5 В.
Ячейкой электрорафинирования металлов обычно управляют так, чтобы в ней поддерживался целевой ток (A) или целевая плотность тока (A/м2) для установленной катодной поверхности, главным образом для поддержания заданной скорости производства массы катода. Однако во время работы возрастают дополнительные электрические сопротивления, прежде всего в ванне электролита. Поскольку этот эффект вызывает, в частности, увеличение электрического сопротивления на поверхности анода, это явление часто называют «анодной пассивацией». При этом могут играть роль несколько факторов: (i) анодные шламы, образующиеся и накапливающиеся на поверхности анода и ухудшающие поток катионов меди от анода к катоду, (ii) эрозия анода, увеличивающая расстояние между электродами, (iii) добавки к электролиту, ухудшающие поток катионов через электролит, и (iv) другие механизмы. К этому следует добавить, что более высокие плотности тока также ускоряют анодную пассивацию.
Принимая во внимание обычную эксплуатационную цель поддерживать постоянную плотность тока, проходящего через ячейку, а значит, и постоянную производительность ячейки, обычно разность потенциалов между катодом и анодом (автоматически) увеличивают, чтобы компенсировать любое увеличение электрического сопротивления в ячейке (I=V/R).
Однако более высокая разность потенциалов и/или более высокая плотность тока могут также создавать другие, менее желательные эффекты в ячейке электрорафинирования, даже если они применяются только локально. При напряжениях, отклоняющихся от оптимума, могут происходить менее желательные (электро)химические реакции, так что на катоде могут начать осаждаться также некоторые другие металлы, приводя к тому, что катод будет иметь более низкую чистоту, и следовательно более низкую экономическую ценность.
В первую очередь из соображений чистоты катода напряжение на ячейке электрорафинирования меди обычно поддерживается в определенном диапазоне, обычно 0,2-0,6 В, и безусловно ниже определенного максимума, например не выше 1,6 В. Разность потенциалов в ячейке электрохимического извлечения является значительно более высокой, чем в ячейке электрорафинирования, потому что разность потенциалов при EW, во-первых, должна преодолеть стандартный электродный потенциал электрохимической реакции меди, составляющий 0,34 В, а, во-вторых, также должна обеспечивать дополнительную движущую силу для электрохимического разложения воды. Поэтому разность потенциалов в ячейке EW обычно находится в диапазоне 1,8-2,5 В.
Также плотность тока при электрорафинировании обычно ограничивается некоторым верхним пределом, обычно не более чем примерно 400 A/м2, по той же самой причине чистоты катода, а также и для других аспектов качества катода, таких как плоскостность, прочность и ударная вязкость, а также для ограничения анодной пассивации, как объяснялось ранее.
Металлы, более благородные, чем медь, и присутствующие в гораздо более низких концентрациях в аноде и/или электролите, такие как Pb, а также включая драгоценные металлы, такие как Ag, Au и металлы платиновой группы (МПГ), такие как Pt и Pd, обычно в незначительной степени переходят в раствор. В контексте настоящего изобретения один конкретный металл может назваться «более благородным», чем сравнительный металл (который в этом контексте является медью), если он имеет более положительный стандартный электродный потенциал (E°), то есть минимальное напряжение, требуемое для протекания электрохимической реакции «Me → Men+ + ne-». Электродвижущая сила при электрорафинировании обычно поддерживается недостаточно высокой для «выталкивания» присутствующих в аноде более благородных металлов в раствор электрохимическим путем.
Заявители, однако, проводят различие между, с одной стороны, «электрохимическим» растворением, то есть переходом в раствор с использованием электрохимического пути и, следовательно, потреблением электроэнергии, и, с другой стороны, чисто «химическим» растворением, то есть переходом в раствор без какого-либо потребления электроэнергии. Металлы, которые могут перейти в раствор таким чисто химическим путем, включают Sn, As, Sb и Bi.
Некоторое количество других металлов, в том числе электрохимически «нерастворимых» металлов, все еще может растворяться по чисто «химическому» механизму. Например, Pb может растворяться, но в присутствии сульфат-анионов образует соль PbSO4, которая имеет очень низкую растворимость в электролите и которая поэтому будет стремиться выпадать из раствора и образовывать осаждающиеся соединения Pb.
Медь вокруг этих довольно «нерастворимых» металлов растворяется, и с исчезновением меди эти металлы остаются в виде рыхлых металлических частиц, плавающих в электролите, и, поскольку они обычно имеют более высокую плотность, чем жидкость, они легко перемещаются ко дну ячейки или приводят к образованию губчатой пленки (например, Pb в виде PbSO4, который является твердым веществом, нерастворимым в электролите), которая образуется на поверхности анода по мере того, когда эта поверхность отступает из-за продолжающегося растворения меди.
При электрохимическом извлечении медь на аноде не растворяется. Поэтому образование анодного шлама и/или пористой пленки на поверхности анода представляют собой проблемы, которые вряд ли известны при электрохимическом извлечении. Эти проблемы являются типичными для электрорафинирования и по существу возникают только при электрорафинировании.
В известном уровне техники электрорафинирования предпочтительно, чтобы анодный шлам просачивался через электролит и собирался на дне ячейки по мере того, как аноды продолжают растворяться, и следовательно отступать, а катоды продолжают расти. Когда аноды будут почти израсходованы, все электроды могут быть вынуты из ванны, электролит над анодным шламом может быть откачан, и дно ячейки может быть очищено путем удаления и извлечения анодного шлама. Чтобы свести к минимуму риск того, что частицы анодного шлама будут заключены в катоде, образуя загрязнение медного катода, предпочтительно, чтобы частицы анодного шлама как можно быстрее перемещались ко дну ячейки под действием силы тяжести. Поэтому в области электрорафинирования является обычным и предпочтительным иметь лишь небольшое и медленное движение электролита в ячейке. Турбулентность в ячейке имеет тенденцию увеличивать риск того, что частицы или соли других металлов, кроме меди, попадут в катод и загрязнят конечный продукт.
Типичное содержание меди в анодах при обычном электрорафинировании меди составляет по меньшей мере 98 мас.%. В публикации «The Purification of Copper Refinery Electrolyte», Journal of Metals (JOM), July 2004, pp. 30-33, консультант Джеймс Э. Хоффман (James E. Hoffmann) показывает в Таблице I своей статьи уровни растворимых элементарных примесей в анодной меди, в миллионных долях (млн-1), для мышьяка, сурьмы, висмута, железа и никеля, во множестве известных ему анодных композиций. Эти количества для индивидуальных элементов могут значительно различаться, но сумма всех перечисленных элементов вместе составляет самое большее 4545 млн-1, или 0,45 мас.%. Эта статья также утверждает, что анодная медь может также содержать вплоть до 0,3% кислорода. Предполагая, что остальное в каждой композиции составляет медь, можно сделать вывод о том, что составы медных анодов, раскрытые этим автором в указанной статье, всегда содержат по меньшей мере 99,2455 мас.% меди, то есть соответствуют вышеупомянутой формулировке чистоты анода для обычного электрорафинирования меди. Эта статья касается управления электролитом при операции электрорафинирования меди. Эта статья кратко обсуждает альтернативы, такие как жидкостная экстракция и ионный обмен, но фокусируется главным образом на обработке непрерывного сливаемого потока, отводимого из циркулирующего электролита. Статья не касается и не дает каких-либо подробностей о самом цикле электролита и о том, как с ним нужно работать.
В других документах описаны попытки проведения электрорафинирования меди с использованием анодов более низкой чистоты.
Патент US 2286240 касается извлечения металлов с использованием электрорафинирования, начиная с типичного анода, содержащего практически 90% меди, 3,5% олова, 5% свинца, 0,5% цинка, а остаток - другие металлы, такие как сурьма, никель и железо. В качестве примеров приводятся аноды, имеющие самое большее 86,0% меди. Ни для одного из анодов, описанных в этом документе, нет никаких сведений о кислороде. Этот документ предлагает использовать электролит, содержащий сульфокислоту в качестве основного электролитического агента, предпочтительно в отсутствие какого-либо заметного количества серной кислоты или сульфатов, особенно когда присутствует свинец. В этом документе ничего не говорится об удалении анодных шламов из электролитической ячейки.
Патент DD 45843 раскрывает периодическую операцию электрорафинирования меди с использованием анода, содержащего 90,00 мас.% Cu. 5-литровый запас электролита находится при температуре 58-59°C и циркулирует по ячейке таким образом, что ванна обновляется каждые 3 часа. Электрорафинирование продолжается до тех пор, пока повышенные концентрации сульфата никеля, олова и/или сурьмы в электролите не сделают жидкость мутной. Обогащенный электролит, содержащий 14,63 г/л Ni, затем нагревается до температуры кипения и обрабатывается окислителем, так что олово и сурьма могут быть удалены в виде смеси белого шлама («Weissschlammenge»), и после того, как удаления меди выпариваются, чтобы кристаллизовать никель в виде безводного сульфата никеля. Анод в DD 45843 содержит большое количество нежелательного железа, вплоть до 1,00% Fe. Процесс по DD 45843 имеет тот дополнительный недостаток, что анодные примеси могут накапливаться в электролите в течение периода, и, следовательно, повышается риск загрязнения катода. DD 45843 не дает информации о качестве получаемых медных катодов.
Патент US 4351705 раскрывает процесс рафинирования медьсодержащего материала, загрязненного никелем, сурьмой и/или оловом. В первой плавильной печи производится черная медь, содержащая 50-80 мас.% меди. Эта черная медь подвергается последовательности стадий окисления до тех пор, пока остаточная медь не станет черновой, образуя конвертерный шлак в качестве побочного продукта. Эта черновая медь далее рафинируется до анодной меди, содержащей примерно 98-99 мас.% меди, которая отливается в аноды, которые затем обрабатываются на стадии 10 электрорафинирования. Выбранные порции конвертерного шлака плавятся на второй стадии 12 плавки при температуре примерно 1200-1300°C в умеренно восстановительной атмосфере для получения шлакового остатка 114 и партий полностью восстановленного металлического продукта 13. Полностью восстановленные металлические продукты, которые приведены в качестве примеров и которые были отлиты в аноды, за исключением продуктов Примера 3, в которые были добавлены дополнительные кобальт и никель перед разливкой, содержали 63,9-82,10 мас.% меди и по меньшей мере 10,50 мас.% никеля. В Примере 4 аноды содержали 2,0 мас.% железа, а в Примере 5 – 0,5% Fe. Для последующей стадии электролиза эти аноды погружались в электролит в электролизном цехе, взятый из секции электролитического рафинирования черновой меди, такой как стадия 10, или в электролит, имеющий аналогичное содержание меди и никеля. В этих Примерах в электролизных ячейках поддерживались средние значения плотности тока 161 A/м2 и 172 A/м2. Об анодной пассивации не сообщается. Шламы во время электролиза образовывались как на аноде, так и на дне ячейки. Электролиз продолжался вплоть до максимум 194 часов (Пример 1, 8 дней), и за это время полное содержание примесей в катоде возросло до 200 млн-1, а значит, чистота катода упала до 99,98 мас.%. Было показано, что электролит со временем меняет состав, то есть содержание в нем меди значительно снижается, а содержание никеля увеличивается. Шламы на анодах и на дне ячейки собирали в Примерах 1 и 3 даже по отдельности, предположительно в конце цикла электролиза. Электролиз в US 4351705 выполняли относительно короткими периодическими циклами, которые необходимо было прекращать из-за накопления шлама, истощения меди и накопления никеля в электролите, а также увеличения уровня загрязняющих веществ в производимых катодах.
В области электрохимического извлечения стандартным является применение высокой циркуляции электролита через ячейку, а также внутри нее, потому что это обновляет объемную концентрацию меди в ячейке, сохраняет малыми застойные пленки на электродах, тем самым увеличивая доступность катионов меди на катодных поверхностях и, следовательно, улучшает производительность ячейки. В дополнение к этому, в ячейке электрохимического извлечения образуется газообразный кислород на анодной поверхности, и поднимающиеся пузырьки газообразного кислорода дополнительно улучшают движение жидкости в ячейке. Довольно типичным при электрохимическом извлечении стало вводить в ванну газ, обычно воздух, и пропускать пузырьки газа через электролит. Это усиливает эффект пузырьков газа, увеличивая турбулентность в электролите, и, кроме того, разбавляет кислород в атмосфере над электролитом, уменьшая проблемы, которые могут быть связаны с богатой кислородом атмосферой над ячейкой электрохимического извлечения.
Несмотря на повышенный риск загрязнения катода, в данной области техники было предложено внедрить барботирование газа через жидкую ванну также и в ячейке электрорафинирования. Патент US 1260830 предлагает вводить газообразный диоксид серы и направлять его на поверхность анода. Также можно сослаться на WO 2011/085824 A1 и несколько процитированных в нем документов. Однако ни в WO 2011/085824 A1, ни в US 4263120 не обсуждается и не раскрывается увеличенный риск загрязнения катода при применении барботирования воздуха в качестве части операции электрорафинирования.
Патент US 3928152, а также члены его патентного семейства US 3875041, US 4033839 и US RE30005 раскрывают барботаж воздуха при электролитическом осаждении (EW) меди при плотностях тока в диапазоне 59-141 ампер на квадратный фут (ASF) катодной поверхности, т.е. 635-1517 A/м2, которые, как утверждается, достигаются благодаря относительно небольшому межэлектродному расстоянию, «оптимально менее одного дюйма между лицевыми поверхностями», в то время как нерастворимые аноды снабжены конвекционными перегородками 18 на их боковых сторонах и продолжениями 20 снизу, сделанными из ПВХ и поэтому электрически изолирующими, в сочетании с дополнительным перемешиванием за счет барботирования воздуха. Поднимающиеся воздушные пузырьки вызывают усиленную конвекцию электролита на катодных поверхностях, предотвращая оседание взвешенных частиц на лицевых поверхностях катодов. Нижние продолжения 20 анодов заходят в донные стойки 54. Вместе с конвекционными перегородками 18 эти элементы поддерживают уменьшенное расстояние нерастворимых анодов от катодных заготовок, нижние края которых поддерживаются на месте за счет их входа в элементы 56, поддерживающие барботажные трубки. Все подробные примеры в US 3928152 и других членах его патентного семейства относятся к электрохимическому извлечению. Этот документ предполагает, что его система газового перемешивания была тщательно проверена в условиях электрорафинирования, в результате чего даже при плотностях тока вплоть до 300 ASF не происходила анодная пассивация, якобы полностью предотвращаемая благодаря высокой конвекции электролита, и катодные отложения якобы не загрязнялись взвешенными анодными шламами. В US 3928152, а также в других членах его патентного семейства нет никакой информации ни о качестве растворимых медных анодов, используемых во время этих неописанных операций электрорафинирования, ни о скорости обновления электролита в ячейке. Также нет никаких упоминаний о мерах, предпринимавшихся для того, чтобы избежать истощения содержания меди в электролите или чрезмерного накопления анодных шламов. Следовательно, необходимо сделать вывод, что аноды имели обычное качество и традиционно содержали по меньшей мере 98,5 мас.% меди, что делает приемлемым для заявителей тот факт, что никакой анодной пассивации не наблюдалось, несмотря на высокие плотности тока.
Многие из анодных примесей, которые переходят в раствор, например Ni, Fe, Co и Mn, имеют тенденцию увеличивать плотность и вязкость электролита, что влияет на механизмы массо- и теплопереноса в электролитической ячейке, например, на перемещение катионов меди и скорость осаждения тяжелых частиц анодного шлама на дно ванны. Железо (Fe) в частности является тем элементом, который, находясь в растворе, увеличивает плотность и вязкость электролита, тем самым повышая сопротивление, которое катионы меди должны преодолевать на своем пути к катоду, а также сопротивление, которое анодные шламы должны преодолевать на их пути ко дну ячейки.
Поскольку аноды содержат больше примесей, образование губчатой пленки на поверхности анода может стать возрастающим фактором, вызывающим «анодное пассивирование», то есть образование дополнительного препятствия/сопротивления, которое катионы Cu должны преодолевать на своем пути от анодной поверхности к катодной поверхности. Для поддержания желаемой плотности тока, проходящего через ячейку, напряжение на ячейке увеличивается по мере того, как анодное пассивирование становится более важным. Губчатая пленка может также распадаться на металлические частицы, которые могут собираться под действием силы тяжести на дне электролитической ячейки, если они являются в достаточной степени тяжелыми, в качестве части так называемых анодных шламов. Тяжелые частицы анодного шлама могут таким образом формировать пылевое облако, которое поднимается со дна ячейки.
Частицы, которые должны собираться в анодном шламе, на своем пути вниз ко дну ячейки движутся вдоль электродов и могут попасть в катоды в виде примесей. Они нарушают кристаллическую решетку Cu и могут вызвать неравномерный рост поверхности катода и последующий рост дендритов, что приведет к короткому замыканию, а значит, и к снижению производительности.
Понятно, что более высокий уровень других металлических примесей в медных анодах может усугубить описанные выше проблемы: проблема пассивации анода может возникнуть и нарастать быстрее, следовательно напряжение на ячейке будет повышаться быстрее, а уровень примесей в катоде может быстрее достичь своего максимально допустимого уровня.
Однако может быть установлено максимально допустимое напряжение на ячейке, например из-за ограничений чистоты катода. Другими ограничивающими факторами могут быть тепловыделение в ячейке, которое может вызывать тепловые деформации и даже трещины в стенках ячейки, и/или плавление или выход из строя частей электроизоляции.
Следовательно, остается потребность в таком способе, в котором эти проблемы были бы смягчены. Настоящее изобретение поэтому относится к обеспечению допустимости более высоких уровней содержания примесей в медных анодах, то есть допустимости медных анодов более низкой чистоты, что приводит к ослаблению требований к параметрам предшествующего технологического процесса и критериев допуска сырья, при сохранении производства медных катодов приемлемого качества с приемлемым и экономически привлекательным выходом, при сохранении высокой производительности ячейки.
Публикация Андерсона и др. (C. Anderson et al.), «The application of copper metallurgy in the recovery of secondary precious metals», Proceedings of Copper 99 - Cobre 99 International Conference, Volume III - Electrorefining and Electrowinning of Copper, The Minerals, Metals & Materials Society, 1999, pp. 529-543, описывает три испытания электрорафинирования в 1-литровой ячейке, начинающиеся с анодов, содержащих менее 75,0 мас.% меди и более 0,8 мас.% драгоценных металлов (Ag, Au, Pd, Pt). Целью этой работы было продемонстрировать извлечение меди в товарные медные катоды при извлечении всех драгоценных металлов в анодные шламы. Можно предположить, что объем ячейки в 1 литр относится к объему пустой ячейки, до введения в нее электродов. Во время всех испытаний осуществляли с помощью насоса циркуляцию общего запаса электролита объемом 3 литра с расходом 330 мл/минуту, или 19,8 литра/час, через 1-литровую ячейку и емкость для выдержки с подогревом. В этом документе не указывается, когда и где был собран, отделен, взвешен и проанализирован побочный продукт анодного шлама любого из этих испытаний. Принимая во внимание высокую скорость обновления электролита в ячейке, составляющую 1980% в час (= 19,8 л/ч : 1 л * 100%), маловероятно, что анодный шлам имел возможность оседать в самой ячейке. Некоторое количество анодного шлама могло собираться в емкости для выдержки во время испытания, но, более вероятно, анодный шлам непрерывно циркулировал в течение всего испытания вместе с электролитом до тех пор, пока в конце каждого испытания весь запас электролита не был слит и/или собран, и анодный шлам мог спокойно осесть. Поэтому наиболее вероятно, что анодный шлам извлекался только в конце рабочего цикла электрорафинирования. В этих испытаниях использовали плотности тока, составляющие самое большее 173,65 A/м2. Первая проблема с операцией электрорафинирования, описанной в этой статье, заключается в том, что скорость обновления электролита является высокой, а значит, высоким также является и поток жидкости через ячейку, что сильно затрудняет поддержание заданных расстояний между электродами в ячейке и исключение риска короткого замыкания между смежными электродами при их физическом контакте. Второй проблемой описанной операции электрорафинирования является низкая плотность электрического тока, которая обуславливает довольно низкую производительность ячейки. В этом документе говорится, что анодная пассивация не наблюдалась во время последнего испытания, продолжавшегося всего 3 дня при более высокой плотности тока в 173,65 A/м2. Это наблюдение отсутствия анодной пассивации, несмотря на высокий уровень примесей, присутствующих в анодах, скорее всего можно объяснить применявшимися очень высокой скоростью обновления и низкой плотностью тока.
Настоящее изобретение ставит своей целью устранить или по меньшей мере смягчить вышеописанную проблему и/или предложить усовершенствования в общем.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В соответствии с изобретением предлагаются способ электрорафинирования меди и композиция для службы в качестве медного анода, охарактеризованные в любом из пунктов приложенной формулы изобретения.
В одном варианте осуществления настоящее изобретение предлагает способ производства меди, содержащий электрорафинирование металлической меди в электролитической ванне с по меньшей мере одного медного анода в по меньшей мере один медный катод с использованием электролита на основе серной кислоты, отличающийся тем, что
- разность потенциалов между анодом и катодом в электролитической ячейке поддерживают на уровне менее чем 1,6 В,
- анод содержит самое большее 98,0 мас.% меди,
- анод содержит менее 1,00 мас.% железа,
- плотность тока через ячейку составляет по меньшей мере 180 A/м2 катодной поверхности,
- электролит удаляют из ячейки электрорафинирования во время операции электрорафинирования со средней скоростью обновления электролита по меньшей мере 30% и самое большее 1900% в час, и электролит по меньшей мере частично удаляют путем перелива первого потока электролита через по меньшей мере одну стенку ячейки, и
- вводят газ в ячейку и барботируют его через электролит в промежутке между анодом и катодом.
В другом варианте осуществления настоящее изобретение предлагает расплавленную жидкую металлическую композицию, пригодную для того, чтобы сделать ее подходящей для электрорафинирования медных анодов в способе (процессе) по настоящему изобретению и содержащей по меньшей мере 90,10 мас.% и самое большее 97 мас.% меди, а остальное – другие элементы в качестве примесей, в качестве части которых эта расплавленная жидкая металлическая композиция содержит
- по меньшей мере 0,1 мас.% никеля,
- по меньшей мере 0,0001 мас.% и менее чем 1,00 мас.% железа, и
- по меньшей мере 250 мас. млн-1 и самое большее 3000 мас. млн-1 кислорода.
Примеси в металлической композиции по настоящему изобретению представляют собой в первую очередь другие металлы, кислород и, опционально, также серу и/или фосфор. Под металлами в контексте настоящего изобретения в первую очередь подразумеваются элементы, которые находятся в Периодической таблице элементов по IUPAC от 22 июня 2007 г. слева от элементов углерода, кремния, селена, теллура и полония, включая сами эти элементы. Наиболее часто встречающиеся примеси в металлической композиции по настоящему изобретению выбраны из группы, состоящей из никеля, сурьмы, олова, свинца, висмута, мышьяка, цинка, железа, селена, теллура, серебра, золота, платины, палладия, кислорода, серы и фосфора.
Заявители обнаружили, что металлическая композиция по настоящему изобретению, предпочтительно после снижения содержания кислорода в ней до уровня, предпочтительного в контексте настоящего изобретения, подходит для литья анодов для процесса электрорафинирования по настоящему изобретению, которые могут эксплуатироваться с обычным электролитическим циклом, при условии, что будет принят ряд дополнительных мер. Заявители обнаружили, что дополнительные меры, обеспечиваемые в качестве части процесса по настоящему изобретению, являются достаточными для контроля проблем, связанных с более низкой чистотой и более высоким содержанием примесей в анодном материале, например, когда анод делается из металлической композиции по настоящему изобретению, предпочтительно после снижения содержания в ней кислорода, как предписано.
Заявители обнаружили, что соблюдение содержания кислорода в предписанных верхнем и нижнем пределах является особенно важным, если металлическая композиция по настоящему изобретению производится с помощью ряда пирометаллургических технологических стадий, в котором последняя производственная стадия дает жидкую ванну, состоящую из тяжелой жидкой фазы расплавленного металла, находящейся в равновесии со всплывающей жидкой фазой шлака, как описано в нашей совместно рассматриваемой патентной заявке PCT/EP2018/084374, поданной 11 декабря 2018 г. Заявители обнаружили, что избыточные уровни кислорода, то есть выше указанного верхнего предела, способствуют увеличению содержания меди в жидкой фазе расплавленной металлической меди, предназначенной для литья анодов, но тем самым также приводят к тому, что слишком много других ценных металлов оказываются в фазе шлака. В частности, никель в присутствии избыточно большого количества меди и чрезмерно высоких уровней кислорода склонен к окислению и в конечном итоге оказывается в фазе шлака. Этот никель может затем теряться в конечном шлаке всего процесса, не принося никакой прибыли, и возможно даже порождая проблемы при утилизации. В дополнение к этому, большая часть олова, сурьмы и/или свинца при этих условиях будет вести себя аналогичным образом. Никель и другие металлы могут быть извлечены из этого шлака, но тогда необходимо найти другие пути их выведения из всего процесса. Поскольку никель в металлургических процессах часто ведет себя очень похоже на медь, поиск путей выведения никеля отдельно от меди представляет собой тяжелую, если не вообще невозможную, задачу. Заявители обнаружили, что при указанном управлении уровнем кислорода, в частности, никель может покидать предшествующий металлургический процесс в качестве примеси анода в процессе по настоящему изобретению.
Заявители обнаружили, что управление уровнем кислорода в расплавленной жидкой металлической композиции по настоящему изобретению в указанных пределах дает то преимущество, что значительное количество никеля может быть допустимым в качестве части расплавленной жидкой металлической композиции по настоящему изобретению, посредством чего большая часть этого количества никеля может быть извлечена после стадии электролиза процесса по настоящему изобретению и преобразована в имеющий экономическую ценность продукт. Это дает то преимущество, что стадии предшествующего металлургического процесса могут принимать значительное количество никельсодержащего исходного сырья, то есть такого сырья, которое труднее перерабатывать обычным способом производства меди и которое обычно дает в качестве анодного материала медь высокой чистоты, такую как «черновая» медь, содержащая более 98,0 мас.% Cu.
Было обнаружено, что чрезмерный уровень кислорода в аноде увеличивает риск неправильного формирования поверхностей анода при охлаждении после литья. Не желая быть связанными этой теорией, заявители полагают, что избыточное присутствие кислорода может на поздней стадии затвердевания приводить к локальному образованию пузырьков газа под поверхностью анода, и давление в этих пузырьках газа вызывает искажения на поверхности, отклоняющиеся от идеально плоской поверхности. Эти отклонения являются нежелательными с точки зрения желания работать с малыми межэлектродными расстояний. Поэтому заявители предпочитают соблюдать верхний предел по кислороду в анодном составе процесса по настоящему изобретению.
Чрезмерный уровень кислорода в аноде также означает, что больше меди присутствует в аноде в виде оксида меди(I), который растворяется в электролите химическим путем и увеличивает в нем уровень меди. Извлечение этой меди обычно выполняется с помощью дополнительной стадии электрохимического извлечения из сливаемого потока электролита, что является сложным и представляет собой значительное дополнительное бремя. Высокие уровни кислорода в аноде также способствуют анодной пассивации, в частности при высоких плотностях тока, как описано в статье С. A. Mцller et al, «Effect of As, Sb, Bi and Oxygen in Copper Anodes During Electrorefining», Proceedings of Copper 2010, pp. 1495-1510.
Таким образом, заявители обнаружили, что по ряду причин выгодно поддерживать уровень кислорода в расплавленной жидкой металлической композиции по настоящему изобретению в указанных пределах, особенно в комбинации с уровнем немедных примесей в композиции, в частности с присутствующим никелем. Одна из таких веских причин заключается в том, что меньшее количество кислорода в расплавленной жидкой металлической композиции приводит к меньшему количеству газовых карманов в отлитых из нее анодах. В результате поверхности анодов становятся более гладкими, а аноды более плоскими, причем и то, и другое улучшает выставление анодов в ячейке и обеспечивает более равномерное расстояние между электродами в ячейке во время операции электрорафинирования. Заявители обнаружили, что можно легко снизить уровень кислорода известными средствами, такими как «дразнение», до уровней, предпочтительных для процесса по настоящему изобретению, преобразуя тем самым оксиды металла в элементарный металл, в частности преобразуя оксид меди в металлическую медь, причем последняя легко электрохимически растворяется в электролите и переносится к катоду в процессе по настоящему изобретению.
Заявители обнаружили, что расплавленная жидкая металлическая композиция по настоящему изобретению является предпочтительным выходом для никеля на предшествующих пирометаллургических технологических стадиях, производящих расплавленную жидкую металлическую композицию по настоящему изобретению. Никель является вполне приемлемым в процессе по настоящему изобретению, потому что он концентрируется в электролите, и из цикла электролита может быть отведен сливаемый поток, а содержащийся в нем никель может быть выборочно извлечен и обогащен до элементарного никеля.
В статье «The Purification of Copper Refinery Electrolyte», JOM, July 2004, pp. 30-33, Джеймс Э. Хоффман описывает ряд методов управления составом электролита в операции электрорафинирования меди, в первую очередь путем обработки такого сливаемого потока, отводимого из цикла электролита. Обсуждаемые примеси включают Sb, Bi, As, Ni, Ca, аммиак и органические фрагменты, образующиеся из-за гидролиза модифицирующих рост катода обычных добавок. Как уже было обсуждено выше, уровень примесей в растворимых медных анодах в этой статье является низким, и чистота меди в анодах в этой статье намного превышает уровни, описываемые как часть настоящего изобретения.
Заявители обнаружили, что поведение никеля в цикле электролиза является довольно уникальным среди металлических примесей, которые могут присутствовать в значительных концентрациях в расплавленной жидкой металлической композиции по настоящему изобретению, а также в составе анода в процессе по настоящему изобретению. Заявители обнаружили, что никель способен растворяться в электролите на основе серной кислоты в виде сульфата никеля и накапливаться до интересных высоких концентраций, прежде чем эта соль может вызвать проблемы в работе и/или проблемы качества катода. Заявители также обнаружили, что никель в электролите может быть довольно легко извлечен из электролита, предпочтительно из сливаемого потока, который выводится из цикла электролита, и что этот никель можно легко обогатить до коммерческой ценности. Заявители обнаружили, что никель может быть извлечен и обогащен, и при этом большая часть меди, растворенной в отведенном электролите, может быть извлечена и обогащена, а кислота может быть возвращена на электрорафинирование.
Заявители обнаружили, что этот способ извлечения и обогащения никеля представляет собой предпочтительный способ обеспечения вывода никеля, который входит в предшествующий пирометаллургический процесс производства расплавленной жидкой металлической композиции по настоящему изобретению и/или в анод для процесса по настоящему изобретению.
Допущение значительных уровней никеля в расплавленной жидкой металлической композиции по настоящему изобретению и/или в аноде для процесса по настоящему изобретению расширяет критерии приемлемости исходного сырья в предшествующем процессе рафинирования меди с получением металлической композиции. Это дает преимущество, заключающееся в том, что оператор предшествующего процесса может принимать в более значительных количествах сырье с высоким содержанием никеля, которое по этой причине может быть менее приемлемым или приемлемым только в ограниченных количествах для операторов других процессов, которые не связаны с процессом по настоящему изобретению. Следовательно, такое сырье может быть доступным на более привлекательных условиях и в более привлекательных количествах, чем сырье, содержащее меньше никеля.
Заявители обнаружили, что более высокие уровни никеля в электролите, возникающие в результате более высокого уровня никеля в расплавленной жидкой металлической композиции по настоящему изобретению и/или в аноде для процесса по настоящему изобретению, а значит, также и в электролите, который выводится из цикла электролита для извлечения никеля, улучшают эффективность и действенность стадий извлечения и обогащения никеля, поскольку больше никеля может быть извлечено и обогащено с меньшим количеством оборудования и с меньшим потреблением энергии и/или технологических химикатов.
Заявители также обнаружили, что имеется значительное преимущество при ограничении содержания железа в анодах указанным образом. Заявители обнаружили, что растворенное в электролите железо приводит к значительному снижению эффективности использования энергии, поскольку оно заставляет часть электрического тока, проходящего через ячейку, не вносить вклад в перенос катионов меди от анода к катоду. Не желая быть связанными этой теорией, заявители полагают, что катионы железа в электролите легко могут изменять валентность, предположительно за счет полуреакции Fe2+ -> Fe3+ + e-, происходящей на аноде, и после того, как катион Fe3+ переместится к катоду, происходит обратная полуреакция Fe3+ + e- -> Fe2+ на катоде, после которой катион Fe2+ может вернуться к аноду. Этот механизм может объяснить то наблюдение, что при наличии значительного количества железа в электролите часть электрического тока может проходить через ячейку, не внося вклада в перенос катионов меди. Следовательно, эта часть электрического тока представляет собой непродуктивное использование дорогостоящего ресурса.
Заявители также обнаружили, что из-за наличия железа в анодах, а значит, также и в электролите, для поддержания одинаковой производительности по катодной меди необходим дополнительный, но не вносящий вклада электрический ток, что увеличивает проблемы, которые решает настоящее изобретение. Этот увеличенный ток приводит к увеличению напряжения на ячейке, а также к еще более быстрому росту, что приводит к повышенным уровням загрязняющих веществ в катоде и к более быстрому достижению максимально допустимого уровня, как объяснялось ранее в данном документе. Более высокий ток также создает больше тепла в ячейке, и, возможно, горячие точки, что вызывает другие проблемы, описанные в другом месте в данном документе. Это также увеличивает плотность тока при той же производительности по меди, что увеличивает его вклад в загрязнение катода, что будет объяснено ниже.
Железо, когда оно растворяется из анода в электролит, увеличивает плотность и вязкость электролита, что влияет на механизмы массо- и теплопередачи в электролитической ячейке, например на движение катионов меди на их пути к катоду и скорость оседания тяжелых частиц анодного шлама на дно ванны. Высокое содержание Fe в аноде, а значит, также и в электролите, повышает сопротивление, которое катионы меди должны преодолевать на пути к катоду, а также сопротивление, которое анодные шламы должны преодолевать на пути к дну ячейки.
Именно по этой причине аноды в процессе по настоящему изобретению, а также расплавленная жидкая металлическая композиция по настоящему изобретению, должны содержать железо на уровне, который ниже заданного верхнего предела.
Расплавленная жидкая металлическая композиция по настоящему изобретению, а предпочтительно также и медный анод в процессе по настоящему изобретению, опционально содержит по меньшей мере 0,0001 мас.% железа, предпочтительно по меньшей мере 0,0005 мас.%, более предпочтительно по меньшей мере 0,0010 мас.%, еще более предпочтительно по меньшей мере 0,0025 мас.%, предпочтительно по меньшей мере 0,0050 мас.%, более предпочтительно по меньшей мере 0,0075 мас.%, еще более предпочтительно по меньшей мере 0,010 мас.%, предпочтительно по меньшей мере 0,015 мас.%, более предпочтительно по меньшей мере 0,020 мас.%, и еще более предпочтительно по меньшей мере 0,025 мас.% железа. Заявители обнаружили, что нет необходимости удалять железо из состава анода и/или расплавленной жидкой металлической композиции по настоящему изобретению до уровней ниже предела обнаружения, равного 1 мас. млн-1 (массовой миллионной доле), но предпочтительно оставлять небольшое количество железа. Это снижает ограничения, жесткость и рабочую нагрузку на предшествующих стадиях процесса, на которых производится металл, который составляет основу анодов в процессе по настоящему изобретению. Поэтому следует отметить, что нижний предел содержания железа, предписанный для расплавленной жидкой металлической композиции по настоящему изобретению, а также предписанный для состава медного анода, используемого в процессе по настоящему изобретению, не является существенным признаком изобретения, который был бы необходим для получения желаемого результата. Это не имеет никакого технического отношения к техническим эффектам, на которых основано настоящее изобретение. Соблюдение нижнего предела является предпочтительным из-за связанных с этим преимуществ, которые проявляются перед стадией электрорафинирования.
Заявители утверждают, что пирометаллургические процессы, которые производят жидкие расплавленные медные продукты, подходящие для их разливки в аноды для электрорафинирования, обычно используют металлическое железо в качестве восстановителя и/или в качестве источника энергии. Присутствие измеримого количества железа в расплавленной жидкой металлической композиции по настоящему изобретению и/или в составе анода такого процесса, как указанный, является поэтому полезным маркером, который указывает на то, что композиция и/или анод были изготовлены пирометаллургическим способом и не были результатом искусственного, обычно в лабораторном масштабе, объединения чистой меди с другими металлами высокой чистоты с целью получения анода, имеющего особенно желательный состав для экспериментальных целей и строго контролируемых испытаний.
Заявители обнаружили, что электрорафинирование медных анодов, которые содержат меньше меди и, следовательно, содержат высокие уровни примесей, обычно других металлов, при указанных высоких плотностях тока становится все более и более проблематичным, поскольку уровень примесей в аноде увеличивается, потому что загрязняющие анод вещества и высокие плотности тока взаимодействуют, усугубляя проблему анодной пассивации. Заявители обнаружили, что эта проблема может быть решена с помощью признаков настоящего изобретения, в частности, в комбинации друг с другом.
Заявители обнаружили, что введение газа и барботирование этого газа через электролит в промежутке между анодом и катодом при операции электрорафинирования, предпочтительно с анодной стороны промежутка, приводит к улучшенному перемешиванию электролита. При условии, что это введение газа выполняется должным образом, как описано ниже в данном документе, оно достигает этого эффекта локально, в промежутке между электродами, где его воздействие является наибольшим, в то время как оно почти не влияет на потоки жидкости в других местах ячейки, например на ее дне, где собирается значительная часть анодных шламов. Это улучшенное перемешивание жидкости, во-первых, улучшает физический перенос катионов Cu2+ от анода к катоду за счет конвекции. Это достигается за счет увеличения турбулентности в жидкости между электродами, ускорения переноса за счет конвекции, а также за счет уменьшения диффузионного пограничного слоя на поверхности анода и/или катода, который является застойным, и через который перенос осуществляется за счет диффузии. Еще одним преимуществом является более однородное распределение температуры и концентрации технологических химикатов по всей ячейке, что также улучшает однородность распределения тока. Эти эффекты дают преимущество, заключающееся в обеспечении высокой производительности ячейки, позволяя при этом поддерживать более низкую разность потенциалов в ячейке и получать катод более высокой чистоты по сравнению с отсутствием перемешивания или с меньшим перемешиванием ванны. Более низкая разность потенциалов в ячейке дает выгоду снижения потребляемой мощности при том же самом выходе продукта.
Не желая быть связанными такой теорией, заявители полагают, что это происходит из-за физического уменьшения и механического разрушения губчатой пленки, которая непрерывно образуется на поверхности анода, а также за счет улучшенной гомогенизации концентрации электролита с точки зрения уровней меди и/или загрязняющих металлов, температуры и добавок. Это уменьшает риск возникновения в ванне локальных «горячих точек» в отношении любого из этих параметров.
Такие горячие точки с точки зрения температуры и/или концентраций меди, загрязняющих металлов и добавок могут быть вредными. Загрязняющие металлы могут локально накапливаться и повышать разность потенциалов в ячейке или даже локально между одной конкретный парой электродов или между различными точками на одном и том же электроде, и следовательно могут снижать производительность ячейки, а также качество катода. Нехватка меди на катодном конце может снижать скорость осаждения. Локальные горячие точки растворимого металла, такого как никель, могут приводить к локальному отложению солей такого металла. Локальные скачки температуры могут вызывать повреждение стенок ячейки и/или путей изоляции, обеспечивающих электрическую изоляцию в промежутке между различными частями или элементами ячеек. Локальные скачки температуры могут также ускорять разрушение некоторых технологических химикатов или добавок и могут даже привести к преждевременному «раздеванию» катода, то есть к преждевременному, уже во время электрорафинирования, отделению слоя катодной меди от его подложки. Это преждевременное раздевание легко приводит к короткому замыканию и потере продукции.
Заявители утверждают, что заданный верхний предел содержания железа в аноде способствует получению обсужденных здесь преимуществ, таких как более низкое напряжение, более низкая потребляемая мощность и более низкое возникновение горячих точек. Ограничение содержания железа в электролите увеличивает выход по току и улучшает массо- и теплопередачу через электролит.
Заявители обнаружили, что признак, определяющий то, что скорость удаления электролита из электролитической ячейки должна соответствовать указанному нижнему пределу, дополнительно способствует увеличению перемешивания ванны. Это дополнительно увеличивает преимущества, описанные выше в связи с введением и барботированием газа через электролитическую ванну.
Заявители обнаружили, что высокие скорости электролита в ванне, вызванные высокой скоростью удаления электролита из ванны и/или дополнительной турбулентностью, вызываемой барботированием газа через ванну, дают неожиданно значительные эффекты, поскольку они ограничивают накопление, а значит, и толщину любой губчатой пленки и/или риск отложения частиц шлама на поверхности анода и/или катода. Заявители заметили, что губчатая пленка является довольно хрупкой, и полагают, что пузырьки газа могут также механически воздействовать на губчатую пленку. Заявители полагают, что высокие скорости жидкости в электролите также сильно способствуют разрушению губчатой пленки на аноде, а также отодвиганию взвешенных частиц анодного шлама от электродов.
Высокая скорость удаления электролита из ванны также ограничивает накопление твердых частиц в электролите, присутствующем в пространстве между анодом и катодом. Высокая скорость удаления дает возможность удалять по меньшей мере часть сформировавшихся частиц анодного шлама из удаленного электролита перед возвращением очищенного электролита обратно в ячейку электрорафинирования в качестве части настоящего изобретения. Признаки настоящего изобретения оказались значительно ограничивающими эффект «анодной пассивации», как объяснено в другом месте в настоящем документе.
Электролит, который удаляется из ячейки электрорафинирования, содержит взвешенные частицы анодных шламов. В то время как тяжелые частицы анодного шлама все еще могут легко опускаться через электролит, вопреки перемещению пузырьков газа через электролит, при этом более легкие частицы анодного шлама могут оседать не так легко и, скорее всего, будут стремиться двигаться вверх к поверхности, где они уносятся и удаляются из ячейки за счет перелива электролита. Таким образом, высокая скорость удаления электролита также означает высокую скорость удаления по меньшей мере части более легких анодных шламов. Это дает выгоду высокой скорости удаления анодных шламов из ячейки. Это придает то преимущество, что общее количество анодных шламов, которые могут накапливаться в ячейке с течением времени, остается ограниченным. При частом или непрерывном удалении анодных шламов, например путем уноса с удаляемым электролитом, вероятность попадания загрязняющих металлов в катоды уменьшается. Другое преимущество наличия более частого доступа к анодным шламам, чем только в конце цикла электрорафинирования, то есть только после того, как аноды израсходуются, состоит в том, что доступность анодных шламов распределяется на более широкий период времени. Это дает то преимущество, что любая дальнейшая обработка анодных шламов может быть распределена более равномерно во времени, что дает преимущества меньшего размера оборудования и более низких инвестиционных затрат в сочетании с более простой работой и ее планированием, даже до такой степени, что обработка анодного шлама может осуществляться в непрерывном режиме. Дополнительным преимуществом является то, что из-за значительной ценности, которую могут представлять эти анодные шламы, в значительной степени из-за присутствия ДМ, включая МПГ, улучшенный доступ к анодным шламам снижает количество оборотных средств, которые в среднем могут быть вовлечены в незавершенную продукцию из анодного шлама на эксплуатирующихся установках.
Заявители однако обнаружили, что чрезмерно высокий поток электролита через ячейку электрорафинирования может создавать другие проблемы. Обычно аноды и катоды в ячейке свисают свободно и строго вертикально под действием собственного веса, бок о бок и в чередующемся порядке на своем расчетном расстоянии от их ближайших соседей. Физическое расстояние между поверхностями анодов и катодов задает то расстояние, которое катионы должны проходить через электролит. Сопротивление, с которым этот физический поток катионов сталкивается при прохождении через электролит, является важным элементом общего электрического сопротивления в ячейке и, следовательно, вносит значительный вклад в разность потенциалов, которая требуется для преодоления общего электрического сопротивления и обеспечения желаемой плотности тока, а значит, и производительности ячейки. Физическое перемещение или смещение электродов в ячейке может привести к тому, что расстояние между электродами больше не будет равномерным, что приведет к неравномерному распределению плотности тока, локальному увеличению скорости роста катода и к неприемлемому локальному уровню добавок, а значит, и к сниженному качеству катода. Смежные электроды не должны также входить в физический контакт друг с другом, потому что это означает электрическое короткое замыкание. Короткое замыкание между анодом и катодом при электрорафинировании обнуляет разность электрических потенциалов между ними, которая является движущей силой электролиза, а значит, останавливает электрохимическое растворение анода и осаждение меди на катоде, и это при том, что большая часть электроэнергии преобразуется в локальное рассеяние тепла, что может даже привести к тому, что два электрода станут прочно соединенными друг с другом.
Движение жидкости в ячейке может подталкивать один электрод к его соседу и, следовательно, вызвать описанные выше проблемы, включая повышенный риск физического контакта. Эта проблема усложняется тем, что рост металла на катоде может быть неравномерным. Могут образовываться дендриты, которые могут выступать перпендикулярно поверхности катода. Также на поверхности анода могут образовываться неровности, такие как губчатая пленка, описанная в другом месте в настоящем документе. Поэтому расстояние между электродами, на которое рассчитана конкретная электролитическая ячейка, обычно является приемлемым балансом между, с одной стороны, желанием уменьшить требуемую разность потенциалов в ячейке, а, с другой стороны, желанием ограничить риск физического контакта между смежными электродами, а значит, и короткого замыкания на протяжении длительности полного электролитического цикла. Электродами, более склонными к перемещению из-за перемещения электролита при электрорафинировании, являются, в частности, катоды в начале электролитического цикла и/или находящимися ближе всего к входу электролита, поскольку они являются самыми легкими по весу и/или могут столкнуться с более высоким давлением потока жидкости. Аналогичным образом, аноды в конце цикла, называемые здесь отработанными анодами, также представляют значительный риск из-за своего уменьшенного веса.
В данной области техники, а также в некоторых из обсужденных выше документов, было предложено ограничивать перемещение электродов в электролитической ячейке физическими средствами, такими как направляющие у стенки или дна ячейки, в которые помещаются электроды при их опускании в электролитическую ячейку. Однако проблема заключается в том, что рост металла на катоде может прикреплять катод к направляющей или стойке, так что в конце электролитического цикла становится трудно или даже невозможно освободить катод из направляющих и/или стоек в ячейке. Проблема становится еще более трудноразрешимой при электрорафинировании, когда свежие аноды являются менее чистыми, то есть когда образуется больше анодного шлама и больше губчатой пленки, которая может образовываться на поверхности анода, а также из-за наличия большего количества загрязняющих частиц, которые могут попадать в катод. Поверхность катода может расти неравномерно, и рост катода может предпочтительно продолжаться на этих выступах из-за уменьшенного расстояния до анода, формируя тем самым «дендриты», которые все дальше отходят от остальной поверхности катода. В частности, когда аноды относительно богаты оловом и сурьмой, могут образовываться интерметаллические соединения Sn/Sb и/или оксиды, которые имеют тенденцию к сильному росту на стенках ячейки и боковых полосах заготовок и ухудшают высвобождение готового катода из каких-либо соединений или зажимов, предусмотренных на стенке или дне ячейки.
Другая проблема, связанная с обеспечением направляющих или зажимов для ограничения движения электрода относительно стенки или дна ячейки, состоит в том, что это препятствует удалению тяжелого анодного шлама из ячейки, в частности, когда это предпочтительно выполнять во время электролитического цикла. Эти направляющие электродов могут создавать препятствия для движения, например, всасывающей головки для удаления шлама со дна ячейки. Любое физическое крепление ко дну ячейки исключает извлечение шлама из ячейки до тех пор, пока оно не будет сначала снято. В свою очередь, вертикальные направляющие электродов вдоль стенок ячейки могут быть препятствиями для любых горизонтальных настенных приспособлений, направляющих всасывающую головку для извлечения шлама. Поэтому возможности снабжения направляющими электродов ограничены сочетанием с обеспечением возможности удаления тяжелых анодных шламов во время электролитического цикла.
Заявители обнаружили, что процесс электрорафинирования по настоящему изобретению из-за высокого содержания примесей в анодах ограничивает возможные варианты обеспечения направляющих для ограничения движения электродов в ячейке. Таким образом, цель верхнего предела, который задается для скорости удаления электролита из ячейки в процессе по настоящему изобретению, состоит в том, чтобы ограничить перемещение электродов во время работы и, следовательно, риск короткого замыкания, в то же время избегая потребности в значительном снабжении физическими направляющими электродов, например, вдоль стенок ячейки или на дне ячейки, чтобы не нарушалось извлечение шлама. Ограничение скорости обновления электролита в ячейке также экономит капитальные и эксплуатационные затраты на оборудование и энергию, требуемые для циркуляции электролита.
Таким образом, заявители обнаружили, что электрорафинирование может успешно применяться для производства высококачественных катодов, начиная с анодов более низкой чистоты, при условии, что газ вводится и барботируется через электролит, а поток электролита через электролитическую ячейку является достаточно высоким для того, чтобы контролировать концентрацию более легкого анодного шлама в ячейке, но при этом остается достаточно низким для того, чтобы движение электродов, вызываемое давлением потока жидкости, оставалось низким и устраняло необходимость в обеспечении физических направляющих для ограничения движения электродов, так что извлечение тяжелого анодного шлама из ячейки не нарушается.
Таким образом, настоящее изобретение снижает отрицательные влияния на качество катода, которые могут быть вызваны повышенным уровнем примесей в медных анодах. В результате настоящее изобретение позволяет перерабатывать менее чистые медные аноды, то есть аноды, имеющие значительно более высокий уровень примесей.
Заявители обнаружили, что процесс по настоящему изобретению значительно ослабляет требования к чистоте медного потока, который может быть подходящим для разливки в аноды, которые далее могут быть рафинированы в катоды из коммерческой высокочистой меди посредством электрорафинирования. Процесс по настоящему изобретению допускает намного более высокие концентрации загрязняющих металлов в анодах по сравнению с текущим уровнем техники. Это означает, что предшествующий процесс, с помощью которого производятся аноды, может эксплуатироваться с меньшей строгостью, например с менее жесткими ограничениями по качеству, что может дать выгоду более высокой производительности.
Заявители обнаружили, что процесс по настоящему изобретению позволяет получать эту выгоду без какого-либо значительного компромисса по отношению к извлечению меди в медный катод.
Заявители дополнительно обнаружили, что процесс по настоящему изобретению позволяет получать эту выгоду одновременно с ограничением количества других попадающих в медный катод металлов коммерчески допустимыми уровнями.
Заявители дополнительно обнаружили, что процесс по настоящему изобретению открывает опциональную возможность для максимально возможного извлечения многих из металлических загрязняющих примесей в анодном металле, который включает в себя Bi, Sn, Pb, As и Sb, а также драгоценные металлы, такие как Ag, Au, Pd, Pt, в качестве части побочного продукта анодного шлама.
Заявители дополнительно обнаружили, что процесс по настоящему изобретению открывает необязательную возможность для максимально возможного извлечения никеля, который может присутствовать в анодном металле, из электролита.
Преимущества более низких требований к качеству анодного металла состоят в том, что (а) на предшествующих пирометаллургических стадиях извлечения меди можно использовать сырье, имеющее гораздо более низкую чистоту, и/или что расширяется рабочее окно для производства рафинированной меди, подходящее для стадии электрорафинирования, и (b) ослабляются ограничения по составу, налагаемые на сырье, которое считается приемлемым для этого первичного извлечения меди с помощью пирометаллургических стадий.
Поэтому настоящее изобретение также дает преимущества (а) ослабления требований к приемлемому качеству исходного сырья на предшествующих пирометаллургических технологических стадиях, так что может обрабатываться сырье, которое более сильно загрязнено перечисленными металлами и, следовательно, может быть более доступным при более выгодных с экономической точки зрения условиях, и (b) сокращения эксплуатационных проблем и затрат на предшествующих пирометаллургических стадиях для получения потока очищенной меди, который подходит для электрорафинирования меди из менее богатого медью сырья.
Было найдено, что настоящее изобретение придает эти преимущества при сохранении преимуществ операции электрорафинирования, которая позволяет работать с длинными циклами замены анода, с высокой производительностью и при высокой плотности тока и низком потреблении энергии. Заявители обнаружили, что процесс по настоящему изобретению может быть обеспечен таким образом, что он должен прерываться только для замены анодов, но, как будет объяснено далее в этом документе, концентрацию электролита, а также накопление анодного шлама в ячейке и в электролите, можно хорошо контролировать, и даже катоды могут заменяться без остановки процесса электролиза.
Настоящее изобретение достигает этой цели за счет уменьшения эффекта анодной пассивации и накопления загрязняющих веществ в электролите. Также получаются и другие преимущества, такие как возможное селективное извлечение Ni из Cu, а также других металлов посредством анодных шламов.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг. 1 показывает блок-схему основной части одного варианта осуществления процесса по настоящему изобретению.
ПОДРОБНОЕ ОПИСАНИЕ
Настоящее изобретение будет далее описано в виде конкретных вариантов осуществления с возможными ссылками на конкретные чертежи, но изобретение ограничивается не ими, а только формулой изобретения. Описанные чертежи являются лишь схематичными и неограничивающими. На чертежах размер некоторых из элементов может быть преувеличен и изображен не в масштабе для иллюстративных целей. Размеры и относительные размеры на чертежах не обязательно соответствуют фактическим.
Кроме того, термины «первый», «второй», «третий» и т.п. в описании и в формуле изобретения используются для различения подобных элементов, а не обязательно для того, чтобы описать последовательный или хронологический порядок. Эти термины являются взаимозаменяемыми при подходящих обстоятельствах, и варианты осуществления изобретения могут работать в других последовательностях, отличающихся от описанных и/или проиллюстрированных здесь.
Кроме того, термины «верх», «низ», «над», «под» и т.п. в описании и в формуле изобретения используются для описательных целей, а не обязательно для описания относительных положений. Эти термины являются взаимозаменяемыми при подходящих обстоятельствах, и описанные здесь варианты осуществления изобретения могут работать в других ориентациях, отличающихся от описанных или проиллюстрированных здесь.
Термин «содержащий», используемый в формуле изобретения, не должен рассматриваться как ограничиваемый теми элементами, которые перечислены в контексте с ним. Он не исключает наличия других элементов или стадий. Он должен рассматриваться как характеризующий наличие заявленных признаков, предметов, стадий или компонентов, но не исключает присутствия или добавления одного или более других признаков, предметов, стадий или компонентов, или их групп. Так, объем «изделия, содержащего средства A и B,» не может быть ограничен объектом, который состоит исключительно из средств А и B. Это означает лишь то, что A и B являются единственными элементами, представляющими интерес в предмете, связанном с настоящим изобретением. В соответствии с этим термины «содержащий» и «включающий в себя» охватывают более ограничивающие термины «состоящий по существу из» и «состоящий из». Следовательно, при замене формулировок «содержащий» и «включающий в себя» на «состоящий из» эти термины создают основу предпочтительных, но суженных вариантов осуществления, которые также предлагаются как часть содержания настоящего документа относительно настоящего изобретения.
Если явно не указано иное, все приведенные здесь значения включают в себя конечные точки указанных интервалов, а значения содержания ингредиентов или компонентов композиций выражены в массовых процентах, или в мас.% каждого ингредиента в композиции.
Дополнительно, каждое используемое здесь соединение может взаимозаменяемо упоминаться с использованием его химической формулы, химического названия, сокращения и т.д.
Настоящее изобретение направлено на электрорафинирование меди, то есть очистку медного потока, содержащего примеси, в частности другие металлы, из которого делаются аноды, в медные катоды, имеющие более высокую чистоту меди. Это существенно отличается от электрохимического извлечения меди. При гидрометаллургическом извлечении меди из руд или другого сырья металлы выщелачиваются из исходного твердого вещества в жидкий выщелачивающий раствор, растворяя металлы с помощью растворов сильной кислоты (такой как серная кислота или соляная кислота). На последующей стадии электрохимического извлечения медь может быть извлечена из жидкого выщелачивающего раствора или из его концентрата путем выборочного выталкивания катионов меди из раствора и осаждения меди на катоде под действием разности потенциалов между катодом и химически инертным анодом, обычно выполненным из свинца, на котором поверхностная вода электрохимически разлагается на газообразный кислород (O2, выходящий из ячейки) и протоны (H+), которые остаются в растворе. На каждый образованный протон высвобождается один электрон. Эти электроны проходят через электрическую цепь от анода к катоду и собираются на катоде для осаждения металлической меди (в первую очередь за счет реакции Cu2+ + 2e- → Cu), аналогично тому, что происходит на катоде во время электрорафинирования.
Поскольку электрохимическое извлечение должно также разлагать воду на кислород и протоны, выше в данном документе было объяснено, что теоретически минимальная требуемая разность потенциалов в ячейке электрохимического извлечения меди является значительно более высокой, чем у ячейки электрорафинирования меди. Практическая разность потенциалов в ячейке электрохимического извлечения меди составляет по меньшей мере 1,6 В, а на практике используется разность потенциалов в диапазоне 1,6-2,5 В для того, чтобы также преодолеть дополнительные сопротивления в электролите электрохимического извлечения.
В контексте настоящего изобретения под скоростью обновления электролита в электролитической ячейке понимается скорость удаления электролита в процентах относительно объема жидкости пустой электролитической ячейки в единицу времени, обычно в час. Под пустой электролитической ячейкой понимается количество жидкости, которую может содержать ячейка, когда она еще пуста, то есть до введения в нее электродов, других элементов или погружного вспомогательного оборудования, такого как направляющие для электродов и/или всасывающие патрубки, и/или трубопроводы и/или распределительные устройства для входящих и/или выходящих текучих сред, газа и/или жидкости. Скорость обновления в контексте настоящего изобретения представляет собой скорость обновления электролитической ячейки, точнее одной или более ячеек, принадлежащих одной и той же установке электрорафинирования, и поэтому является полностью независимой от объема какого-либо сливаемого потока, который обычно непрерывно отбирается из циркулирующего электролита, который также можно рассматривать как «скорость обновления», но уже относительно всего цикла электролита в целом, и который не имеет никакого отношения к скорости обновления, определенной в контексте настоящего изобретения.
Предписания для скорости обновления в контексте настоящего изобретения относятся к средней скорости обновления в течение всего электролитического цикла, то есть периода работы между двумя последовательными заменами анода. Далее в этом документе мы обсудим, что из ячейки может удаляться более одного потока электролита и что такой удаляемый поток не обязательно должен быть непрерывным, но может быть прерывистым. Поэтому может случиться так, что во время определенных периодов работы скорость удаления электролита из ячейки может периодически значительно увеличиваться. Поэтому предписание для средней скорости обновления в контексте настоящего изобретения представляет собой среднее значение на протяжении всего электролитического цикла, включая любые периоды, во время которых скорость удаления электролита является более высокой. Период времени для средней скорости обновления относится только ко времени работы, то есть к тому времени, когда ячейка по меньшей мере частично находится в рабочем режиме с проходящим через ячейку электрическим током.
В одном варианте осуществления настоящего изобретения разность потенциалов между катодом и анодом в электролитической ячейке составляет самое большее 1,5 В, предпочтительно самое большее 1,4 В, более предпочтительно самое большее 1,3 В, еще более предпочтительно самое большее 1,2 В, предпочтительно самое большее 1,1 В, более предпочтительно самое большее 1,0 В, еще более предпочтительно самое большее 0,9 В, предпочтительно самое большее 0,88 В, более предпочтительно самое большее 0,85 В, еще более предпочтительно самое большее 0,83 В, предпочтительно самое большее 0,80 В, более предпочтительно самое большее 0,7 В, и еще более предпочтительно самое большее 0,6 В. Предпочтительно, заданный верхний предел напряжения соблюдается на протяжении всего электролитического цикла, включая конец цикла, когда аноды становятся по существу израсходованными и подлежат замене, а напряжение на ячейке обычно является самым высоким. Заявители предпочитают поддерживать напряжение в ячейке ниже заданного верхнего предела, потому что оно уменьшает загрязнение катода и улучшает его качество, и при этом оно уменьшает риск чрезмерного увеличения сопротивления в ячейке, что может привести к скачкам температуры, которые могут вызывать термические напряжения, аддитивный пробой и другие нежелательные эффекты.
В одном варианте осуществления настоящего изобретения анод содержит самое большее 97,5 мас.% меди, предпочтительно самое большее 97,0 мас.%, более предпочтительно самое большее 96,5 мас.%, еще более предпочтительно самое большее 96,0 мас.%, предпочтительно самое большее 95,5 мас.%, более предпочтительно самое большее 95,0 мас.%, еще более предпочтительно самое большее 94,5 мас.%, предпочтительно самое большее 94,0 мас.%, более предпочтительно самое большее 93,5 мас.%, еще более предпочтительно самое большее 93,0 мас.%, предпочтительно самое большее 92,5 мас.%, более предпочтительно самое большее 92,0 мас.%, и еще более предпочтительно самое большее 91,5 мас.% меди. Заявители обнаружили, что некоторые из выгод настоящего изобретения становятся еще более значительными, когда аноды являются менее чистыми, то есть содержат больше иных металлов, отличающихся от меди. Например, это расширяет требования к приемлемому качеству сырья для предшествующих пирометаллургических стадий процесса, а также рабочее окно для предшествующих пирометаллургических стадий, с помощью которых производится анодный металл.
В одном варианте осуществления настоящего изобретения анод и/или расплавленная жидкая металлическая композиция по настоящему изобретению содержит самое большее 0,90 мас.% железа, предпочтительно самое большее 0,80 мас.%, более предпочтительно самое большее 0,70 мас.%, еще более предпочтительно самое большее 0,60 мас.%, предпочтительно самое большее 0,50 мас.%, более предпочтительно самое большее 0,40 мас.%, еще более предпочтительно самое большее 0,30 мас.%, предпочтительно самое большее 0,25 мас.%, более предпочтительно самое большее 0,20 мас.%, еще более предпочтительно самое большее 0,15 мас.%, предпочтительно самое большее 0,10 мас.%, и еще более предпочтительно самое большее 0,050 мас.% железа. Это дает то преимущество, что электролит будет также содержать меньше железа и что проблемы, связанные с присутствием катионов железа в электролите, будет легче удержать на низком уровне, вплоть до приемлемого, или даже практически исключить.
В одном варианте осуществления настоящего изобретения плотность тока через ячейку составляет по меньшей мере 190 A/м2, предпочтительно по меньшей мере 200 A/м2, более предпочтительно по меньшей мере 210 A/м2, еще более предпочтительно по меньшей мере 220 A/м2, предпочтительно по меньшей мере 230 A/м2, более предпочтительно по меньшей мере 240 A/м2, еще более предпочтительно по меньшей мере 250 A/м2, предпочтительно по меньшей мере 260 A/м2, более предпочтительно по меньшей мере 270 A/м2, и еще более предпочтительно по меньшей мере 280 A/м2. Более высокая плотность тока через ячейку обычно дает преимущество, заключающееся в увеличении производительности ячейки, в частности, если вклад тока в перенос катионов меди поддерживается на высоком уровне, а часть тока, которая используется механизмами, не вносящими вклад в перенос катионов меди от анода к катоду, поддерживается на низком уровне, например путем поддержания низкого количества катионов железа в электролите, например при использовании анодов, содержащих железо на уровне ниже заданного предела.
В одном варианте осуществления настоящего изобретения плотность тока через ячейку составляет самое большее 400 A/м2, предпочтительно самое большее 390 A/м2, более предпочтительно самое большее 380 A/м2, еще более предпочтительно самое большее 370 A/м2, предпочтительно самое большее 360 A/м2, более предпочтительно самое большее 350 A/м2, еще более предпочтительно самое большее 340 A/м2, предпочтительно самое большее 330 A/м2, более предпочтительно самое большее 320 A/м2, еще более предпочтительно самое большее 310 A/м2, предпочтительно самое большее 300 A/м2, более предпочтительно самое большее 290 A/м2, и еще более предпочтительно самое большее 280 A/м2. Заявители обнаружили, что соблюдение предписанного верхнего предела плотности тока через ячейку дает преимущество, заключающееся в том, что проблемы, которые усугубляются более высокой плотностью тока, остаются управляемыми, и полезные эффекты настоящего изобретения достигаются легче. Эти проблемы были описаны в другом месте в настоящем документе, и анодная пассивация представляет собой яркий пример такой проблемы.
В одном варианте осуществления настоящего изобретения электролит удаляют из ячейки со средней скоростью обновления более чем 30%, предпочтительно по меньшей мере 35%, более предпочтительно по меньшей мере 40%, еще более предпочтительно по меньшей мере 45%, предпочтительно по меньшей мере 50%, более предпочтительно по меньшей мере 55%, еще более предпочтительно по меньшей мере 60% в час, предпочтительно по меньшей мере 70%, более предпочтительно по меньшей мере 75%, еще более предпочтительно по меньшей мере 80%, предпочтительно по меньшей мере 85%, более предпочтительно по меньшей мере 90%, еще более предпочтительно по меньшей мере 95%, предпочтительно по меньшей мере 100%, более предпочтительно по меньшей мере 105%, и еще более предпочтительно по меньшей мере 110% в час. Скорость обновления и ее среднее значение были определены выше. Указанная скорость обновления учитывает только объем первого потока электролита, покидающего ячейку путем перелива. Любой другой покидающий ячейку поток электролита, такой как второй поток электролита, содержащий анодные шламы, который описывается позже в этом документе, является дополнением к скорости обновления первым потоком. Заявители обнаружили, что более высокая скорость обновления электролита является важным фактором в управлении количеством анодного шлама в ячейке. Это является важным элементом, способствующим поддержанию высокого качества катода, несмотря на высокий уровень примесей в анодах. Это дополнительно дает другие преимущества, такие как более быстрый доступ к ценному анодному шламу для его дальнейшего обогащения. Более высокая скорость обновления также способствует увеличенному перемешиванию в жидкой ванне, находящейся в электролитической ячейке. Более высокие потоки жидкости сами по себе могут вызвать некоторую степень турбулентности жидкости, по меньшей мере локально, сверх вклада введения газа и барботажа, и, следовательно, действительно помогают в уменьшении толщины застойных пленок жидкости, которые неизбежно образуются на поверхностях анода и/или катода и облегчают перемещение катионов меди от анода к катоду. Благодаря верхнему пределу содержания железа, заданному для состава анода, более высокая скорость обновления не приводит к значительному увеличению нагрузки, вызываемой катионами железа в электролите.
В одном варианте осуществления настоящего изобретения электролит удаляют из ячейки со средней скоростью обновления самое большее 1700% в час, предпочтительно самое большее 1500%, более предпочтительно самое большее 1200%, еще более предпочтительно самое большее 1000%, предпочтительно самое большее 800%, более предпочтительно самое большее 600%, еще более предпочтительно самое большее 400%, предпочтительно самое большее 300%, более предпочтительно самое большее 290%, еще более предпочтительно самое большее 250%, предпочтительно самое большее 200%, более предпочтительно самое большее 175%, еще более предпочтительно самое большее 150%, предпочтительно самое большее 125% в час. Заявители обнаружили, что соблюдение предписанного верхнего предела скорости обновления электролита дает то преимущество, что давление жидкости на электроды может оставаться ограниченным. Это дает то преимущество, что может не потребоваться обеспечение направляющих для всех электродов в ванне, чтобы ограничить перемещение электродов в ячейке и поддерживать расстояние между соседними электродами в жестких пределах от желаемых (и обычно проектных) значений. Ограничение скорости обновления электролита указанным верхним пределом дает то преимущество, что тяжелые анодные шламы получают больше шансов осесть на дне ячейки, из которой они могут быть удалены во время работы, как поясняется далее в этом документе.
В одном варианте осуществления настоящего изобретения количество газа, вводимого в ячейку и барботируемого через электролит между анодом и катодом, является по меньшей мере эффективным количеством, то есть таким количеством, которое эффективно приводит к усиленному перемешиванию электролита. Эффективное количество газа обеспечивает заметное снижение напряжения ячейки при желаемой плотности тока по сравнению с напряжением, устанавливаемым без введения газа. Газ необходимо подавать под давлением, которое является по меньшей мере достаточным для преодоления гидростатического давления столба жидкости в ячейке над уровнем подачи газа, и предпочтительно еще более высоким. Заявители предпочитают применять давление, которое по меньшей мере на 0,1 бар выше этого минимально необходимого давления, предпочтительно по меньшей мере на 0,3 бар, более предпочтительно по меньшей мере на 0,5 бар выше гидростатического давления, вместе с множеством ограничений потока, таких как небольшие отверстия или сопла, через которые газ барботируется в ячейку, так что падение давления устанавливается сверх ограничений потока, и поток газа лучше распределяется по множеству ограничений потока, и, следовательно, образующиеся пузырьки газа также более равномерно распределяются по ячейке.
В одном варианте осуществления настоящего изобретения металлическая композиция содержит по меньшей мере 90,5 мас.% меди, предпочтительно по меньшей мере 91,0 мас.%, более предпочтительно по меньшей мере 91,5 мас.%, предпочтительно по меньшей мере 92,0 мас.%, более предпочтительно по меньшей мере 92,5 мас.%, и еще более предпочтительно по меньшей мере 93,0 мас.% меди.
Предпочтительно, расплавленная жидкая металлическая композиция по настоящему изобретению также соответствует, где это возможно, пределам концентрации, предписанным для состава анода в качестве части процесса по настоящему изобретению, и предпочтительно также предпочтительным пределам концентрации для состава анода, но за исключением содержания кислорода. Преимущества, связанные с этими признаками концентрации, предписанными для расплавленной жидкой металлической композиции по настоящему изобретению, являются теми же самыми, что и описанные в контексте состава анода в качестве части процесса по настоящему изобретению.
В одном варианте осуществления расплавленная жидкая металлическая композиция по настоящему изобретению содержит по меньшей мере 0,25 мас.% никеля, предпочтительно по меньшей мере 0,50 мас.%, более предпочтительно по меньшей мере 0,75 мас.%, еще более предпочтительно по меньшей мере 1,00 мас.%, предпочтительно по меньшей мере 1,25 мас.%, более предпочтительно по меньшей мере 1,50 мас.%, еще более предпочтительно по меньшей мере 2,00 мас.%, предпочтительно по меньшей мере 2,10 мас.%, более предпочтительно по меньшей мере 2,25 мас.%, и еще более предпочтительно по меньшей мере 2,50 мас.% никеля. Более высокий уровень никеля в металлической композиции позволяет предшествующему процессу принимать больше сырья, содержащего значительные количества никеля. Такое исходное сырье является трудным в обращении для большинства операций электрорафинирования, и поэтому оно является более доступным на более экономически выгодных условиях. Опционально металлическая композиция содержит самое большее 10,0 мас.% никеля, предпочтительно самое большее 9,0 мас.%, более предпочтительно самое большее 8,0 мас.%, еще более предпочтительно самое большее 7,00 мас.%, предпочтительно самое большее 6,00 мас.%, более предпочтительно самое большее 5,50 мас.%, предпочтительно самое большее 5,00 мас.%, более предпочтительно самое большее 4,50 мас.%, предпочтительно самое большее 4,00 мас.%, и более предпочтительно самое большее 3,50 мас.% никеля. При более низких уровнях никеля в составе анода сливаемый поток может поддерживаться меньшим, что упрощает его дальнейшую обработку и связанные с этим эксплуатационные расходы. Более низкие уровни никеля также уменьшают необходимость добавления дополнительных катионов меди в электролит. Меньшее количество никеля также уменьшает анодную пассивацию, что позволяет осуществлять принимаемые для борьбы с анодной пассивации меры с меньшей жесткостью и/или интенсивностью.
Заявители обнаружили, что важно иметь содержание кислорода в расплавленной жидкой металлической композиции по настоящему изобретению в соответствии с заданным верхним пределом, предпочтительно менее чем 3000 мас. млн-1, более предпочтительно самое большее 2800 мас. млн-1, еще более предпочтительно самое большее 2600 мас. млн-1, предпочтительно самое большее 2500 мас. млн-1, более предпочтительно самое большее 2400 мас. млн-1, еще более предпочтительно самое большее 2300 мас. млн-1, более предпочтительно самое большее 2200 мас. млн-1, еще более предпочтительно самое большее 2100 мас. млн-1, предпочтительно самое большее 2000 мас. млн-1, более предпочтительно самое большее 1800 мас. млн-1, еще более предпочтительно самое большее 1600 мас. млн-1, и еще более предпочтительно самое большее 1400 мас. млн-1. С другой стороны, заявители утверждают, что также важно поддерживать содержание кислорода в соответствии с заданным нижним пределом, предпочтительно по меньшей мере 300 мас. млн-1, более предпочтительно по меньшей мере 400 мас. млн-1, еще более предпочтительно по меньшей мере 500 мас. млн-1, еще более предпочтительно по меньшей мере 600 мас. млн-1, предпочтительно по меньшей мере 700 мас. млн-1, более предпочтительно по меньшей мере 800 мас. млн-1, еще более предпочтительно по меньшей мере 1000 мас. млн-1, предпочтительно по меньшей мере 1250 мас. млн-1, более предпочтительно по меньшей мере 1500 мас. млн-1, еще более предпочтительно по меньшей мере 1750 мас. млн-1, и еще более предпочтительно по меньшей мере 2000 мас. млн-1.
В одном варианте осуществления настоящего изобретения анод содержит по меньшей мере 75,0 мас.% меди, предпочтительно по меньшей мере 77,5 мас.%, более предпочтительно по меньшей мере 80,0 мас.%, еще более предпочтительно по меньшей мере 82,5 мас.%, предпочтительно по меньшей мере 85,0 мас.%, более предпочтительно по меньшей мере 87,5 мас.%, еще более предпочтительно больше чем 90,0 мас.%, предпочтительно по меньшей мере 90 мас.%, более предпочтительно по меньшей мере 91,0 мас.%, еще более предпочтительно по меньшей мере 91,5 мас.%, предпочтительно по меньшей мере 92,0 мас.%, более предпочтительно по меньшей мере 92,5 мас.%, и еще более предпочтительно по меньшей мере 93,0 мас.% меди. Это дает то преимущество, что производство меди в ячейке является более высоким и что меры, которые реализуются для облегчения проблем, вызванных примесями анода, становится легче обеспечивать и контролировать. Таким образом, это дает преимущество, заключающееся в меньшем количестве анодных шламов, подлежащих удалению и переработке, меньшей анодной пассивации, а также в более высоком качестве катода как с точки зрения состава, так и с точки зрения физических аспектов и простоты «раздевания».
В одном варианте осуществления настоящего изобретения по меньшей мере часть анодных шламов в ячейке удаляют из ячейки с первым потоком электролита. Заявители обнаружили, что первый поток электролита за счет перелива через стенку ячейки является весьма подходящим для уноса части анодных шламов, которые постоянно образуются во время электролитического цикла по ряду причин, в первую очередь из-за примесей в аноде, как было объяснено выше. Заявители обнаружили, что с первым потоком электролита в первую очередь уносятся частицы шлама с более низкой плотностью, и, следовательно, более легкие.
В одном варианте осуществления настоящего изобретения первый поток электролита поддерживается положительным во всем электролитическом цикле. Заявители предпочитают поддерживать положительный перелив жидкости на протяжении всего электролитического цикла, так что в любой момент в ходе операции электрорафинирования ячейка поддерживается полной жидкости. Это снижает и, возможно, позволяет избежать рисков, связанных с потерей уровня жидкости в электролитической ячейке, когда становится возможным возникновение электрической дуги, например, между оголенными электродами или между электродом и мостовым краном над ячейкой, что может вызвать повреждение оборудования или создать угрозу безопасности.
В одном варианте осуществления настоящего изобретения стенка ячейки с переливом первого потока электролита представляет собой боковую стенку, которая пересекает плоскости наибольших поверхностей электродов, при этом ячейка предпочтительно имеет прямоугольную форму в плане (на виде сверху), и боковая стенка с переливом проходит примерно перпендикулярно к ориентации электродов. Такая боковая стенка обычно является самой длинной, что дает то преимущество, что поток жидкости на единицу длины стенки ячейки в переливе можно уменьшить. Этот признак также дает то преимущество, что направление потока электролита, покидающего ячейку через перелив, оказывает меньшее влияние на поверхности электродов, что снижает риск перемещения электродов под воздействием потока выходящего электролита. Предпочтительно, направление течения выходящего электролита является параллельным поверхностям электродов, и поперечное давление течения выходящего электролита на электроды может по существу отсутствовать. По этой причине заявители предпочитают, чтобы электролит перетекал практически по всей длине по меньшей мере одной боковой стенки ячейки, возможно прерываясь на ограниченные расстояния для прохождения конструктивных элементов для поддержки верхней конструкции ячейки. Заявители дополнительно обнаружили, что этот признак дает преимущество более однородного распределения добавок к электролиту по всей ячейке по сравнению с подачей электролита с одной короткой стороны ячейки и перелива с противоположной короткой стороны ячейки, то есть такой компоновки, в которой весь электролит проходит всю длину ячейки и концентрация добавок постепенно снижается из-за потребления от входа к выходу. Концентрацией этих добавок обычно управляют в точке входа электролита в ячейку. Поскольку эти добавки постепенно потребляются и/или разрушаются на поверхностях катодов по мере того, как электролит перемещается через ячейку от входа к выходу, такая компоновка перелива электролита улучшает распределение этих добавок по ванне.
В одном варианте осуществления настоящего изобретения первый поток электролита пропускают через по меньшей мере один отстойник, обеспечивающий достаточно высокое время пребывания при достаточно низкой скорости жидкости для оседания анодных шламов на дне отстойника. Заявители обнаружили, что отстойник является весьма подходящим для сбора и удаления большей части анодных шламов, уносимых из ячейки переливающимся потоком, прежде чем этот электролит сможет быть возвращен в электролитическую ячейку. Эта стадия удаления анодного шлама из перелива электролита, особенно когда очищенный электролит рециркулируют, является первой стадией в управлении концентрацией анодного шлама в электролитической ячейке, в частности мелких и/или легких частиц анодного шлама, которые образуются во время электролитического цикла. Это в значительной степени способствует тому, чтобы аноды могли содержать более высокие уровни примесей. Заявители предпочитают предусматривать множество отстойников.
В одном варианте осуществления добавляют флокулянт к электролиту на его пути к отстойнику. Это облегчает коагуляцию частиц и оседание анодных шламов на дне отстойника. Это дает то дополнительное преимущество, что в электролитическую ячейку возвращаются менее тонкодисперсные анодные шламы, улучшая тем самым управление присутствием анодных шламов в ячейке, а значит, также и качество производимых катодов.
В одном варианте осуществления настоящего изобретения, в котором процесс содержит отстойник на первом потоке электролита, третий поток электролита, содержащий анодные шламы, удаляют со дна отстойника. Создание этого третьего потока электролита представляет собой вторую стадию в управлении концентрацией анодного шлама в электролитической ячейке, в частности мелких и/или легких частиц анодного шлама, которые образуются во время электролитического цикла. Эта вторая стадия обеспечивает непрерывную работу отстойника, что облегчает его работу, и в то же самое время обеспечивает более частый доступ к анодным шламам, собирающимся на дне отстойника, с соответствующими преимуществами, обсуждаемыми в другом месте в данном документе в отношении более свободного доступа к анодным шламам. Заявители предпочитают создавать этот третий поток содержащего анодные шламы электролита прерывисто от одного и того же отстойника. При обеспечении некоторого времени для образования слоя анодных шламов на дне отстойника, третий поток электролита может быть более богатым анодными шламами, и его дальнейшая обработка может быть более эффективной, простой, действенной и выгодной.
В одном варианте осуществления настоящего изобретения второй поток электролита, содержащий анодные шламы, удаляют со дна по меньшей мере одной электролитической ячейки. Заявители обнаружили, что часть анодных шламов успешно опускается на дно ячейки и достигает пространства в ячейке ниже того уровня, на котором вводится газ. В этой нижней области жидкость перемещается намного слабее, и достигающие этой области частицы анодного шлама легко формируют весьма богатый анодными шламами слой электролита на дне ячейки. Заявители предпочитают также удалять этот анодный шлам путем извлечения содержащего анодные шламы второго потока электролита со дна электролитической ячейки.
В одном варианте осуществления настоящего изобретения второй поток электролита удаляют во время операции электрорафинирования из нижней (придонной) секции ячейки, предусмотренной ниже электродов и предназначенной для сбора анодного шлама. Заявители обнаружили, что выгодно удалять второй поток из ячейки во время электролитического цикла, а более предпочтительно – в то время, как электрорафинирование находится в рабочем режиме, то есть при прохождении электрического тока через ячейку. Заявители обнаружили, что можно удалять второй поток из ячейки, не прерывая ее работу. Это дает преимущество по сравнению со многими описанными в уровне техники процессами, заключающееся в том, что ячейку не нужно выводить из эксплуатации для удаления слоя анодного шлама, собирающегося на дне ячейки, и что легче контролировать наличие анодных шламов в ячейке на протяжении всего электролитического цикла. Заявители предпочитают предусматривать в ячейке пространство под электродами, более предпочтительно также под любым оборудованием, предусматриваемым для ввода газа в ячейку. В этом нижнем пространстве жидкость течет медленнее и с меньшей турбулентностью из-за отсутствия газовых пузырьков. Заявители предпочитают предусматривать подачу электролита в ячейку на уровне, который выше этой нижней секции, чтобы кратчайший путь жидкости между этой точкой входа жидкости и переливом электролита через по меньшей мере одну стенку ячейки не проходил через и поэтому не возмущал нижнее пространство, предусматриваемое для сбора тяжелой части образующегося анодного шлама.
В одном варианте осуществления настоящего изобретения второй и/или третий поток электролита, содержащего анодные шламы, отсасывают со дна ячейки и/или со дна отстойника, предпочтительно посредством отсасывающей головки, перемещающейся над дном ячейки и/или отстойника. Заявители, предпочтительно через равные промежутки времени в течение электролитического цикла и пока электролитическая ячейка находится в рабочем режиме, пропускают всасывающий патрубок через ячейку в пространстве, предусматриваемым под электродами, а также под любым оборудованием, предусматриваемым для ввода газа в ячейку, но над пространством, предусматриваемым в нижней секции ячейки для сбора частиц анодного шлама.
Подходящим способом удаления второго и/или третьего потока электролита, содержащего анодные шламы, является отсасывание потока с помощью всасывающего патрубка, который перемещается над дном ячейки и/или отстойника, предпочтительно над пространством, предназначенным для сбора слоя анодного шлама. Подходящий способ для этого признака описан в WO 00/79025 A1.
Заявители предпочитают удалять донный слой анодных шламов в ячейке до того, как верхняя часть этого слоя достигнет того уровня в ячейке, на котором вводится газ, предпочтительно до того, как верхняя часть слоя достигнет уровня, на котором всасывающий патрубок перемещается через ячейку для всасывания второго потока электролита из нижней части ячейки, предпочтительно богатого анодными шламами.
Заявители предпочитают также предусматривать аналогичные средства и меры предосторожности в отстойниках, через которые проходит первый поток электролита, его анодные шламы должны в основном оседать на дне отстойника, с помощью которого производится электролит, обедненный анодными шламами по сравнению с первым потоком электролита, покидающим электролитическую ячейку.
В одном варианте осуществления настоящего изобретения второй поток электролита объединяют с первым и/или с третьим потоком электролита в объединенный поток электролита, содержащего анодные шламы. Это дает то преимущество, что эти потоки могут обрабатываться вместе, что упрощает дальнейшую работу.
В одном варианте осуществления настоящего изобретения процесс содержит рециркуляцию в электролитическую ячейку электролита, который был удален из ячейки. Эта рециркуляция дает значительные преимущества. Рециркуляция электролита дает то преимущество, что технологические химикаты в электролите, такие как серная кислота, используются повторно. Дополнительное преимущество состоит в том, что соединения, которые остаются растворенными в электролите, но имеют тенденцию к накоплению во время операции электрорафинирования, могут концентрироваться до более высоких концентраций, что делает последующее извлечение этих соединений более эффективным.
В одном варианте осуществления настоящего изобретения процесс содержит удаление сливаемого потока электролита из рециркулирующего электролита. Такой сливаемый поток дает то преимущество, что скорость его удаления способна управлять концентрацией тех соединений в электролите, которые имеют тенденцию накапливаться в электролите и оставаться в растворе. Одним таким соединением является сульфат никеля, для которого предел растворимости значителен.
В одном варианте осуществления настоящего изобретения сливаемый поток подвергается по меньшей мере одной стадии электрохимического извлечения. Заявители обнаружили, что выгодно извлекать конкретные металлы от этого сливаемого потока. Сливаемый поток содержит значительные уровни меди, и ее большая часть может легко быть выборочно восстановлена с помощью электрохимического извлечения меди. Сливаемый поток может также содержать значительные уровни никеля. Этот никель также может быть выборочно восстановлен с помощью электрохимического извлечения никеля, процесса, который подобен электрохимическому извлечению меди, но несколько отличается от него, и который функционирует лучше, когда содержание меди в электролите уменьшено до самое большее 20 грамм/литр, предпочтительно самое большее 15 грамм/литр, более предпочтительно самое большее 10 грамм/литр, еще более предпочтительно самое большее 5 грамм/литр, еще более предпочтительно самое большее 1 грамма на литр, предпочтительно самое большее 750 миллиграмм/литр, более предпочтительно самое большее 500 миллиграмм/литр, еще более предпочтительно самое большее 250 миллиграмм/литр, предпочтительно самое большее 100 миллиграмм/литр, более предпочтительно самое большее 50 миллиграмм/литр, и еще более предпочтительно самое большее 10 миллиграмм/литр.
В одном варианте осуществления настоящего изобретения большинство металлов удаляют из сливаемого потока, формируя тем самым поток «черной кислоты», то есть поток концентрированной кислоты. Этот поток черной кислоты обычно и предпочтительно является более концентрированным по кислоте, чем электролит. Заявители предпочитают удалять металлы, в частности никель, путем выпаривания воды из сливаемого потока, предпочтительно после уменьшения содержания меди, как было описано выше. За счет этого выпаривания сульфат никеля концентрируется до уровня выше его предела растворимости и кристаллизуется. Кристаллы сульфата никеля могут быть затем извлечены путем осаждения, фильтрации, центрифугирования или комбинаций перечисленного.
В одном варианте осуществления настоящего изобретения поток черной кислоты рециркулируют в электролитическую ячейку, причем предпочтительно поток черной кислоты возвращают после добавления к черной кислоте дополнительных катионов меди. Это дает то преимущество, что большая часть кислоты в сливаемом потоке может повторно использоваться, и требуется меньше освежающей кислоты для того, чтобы поддерживать ее концентрацию в электролите на желаемом уровне. Заявители дополнительно обнаружили, что черная кислота, из-за ее высокой концентрации кислоты, особенно когда она выше концентрации в электролите, находящемся в ячейке, является весьма подходящей для растворения меди, что будет обсуждено далее в настоящем документе. Наряду с поддержанием концентрации кислоты в электролите рецикл черной кислоты, включающий дополнительные катионы меди, способствует поддержанию желаемой рабочей концентрации катионов меди в электролите.
В одном варианте осуществления настоящего изобретения анодные шламы отделяют от по меньшей мере одного из первого, второго и/или третьего потоков электролита, предпочтительно от объединенного потока электролита, содержащего анодные шламы, предпочтительно перед удалением сливаемого потока электролита из рециркулирующего электролита, причем предпочтительно анодные шламы удаляют в виде твердого вещества, более предпочтительно с использованием фильтр-пресса или трубчатого пресса. Это дает преимущество управления концентрацией анодных шламов в электролитической ячейке. Заявители предпочитают, чтобы это отделение анодных шламов от электролита было как можно более чистым, чтобы уменьшить в побочном продукте анодных шламов содержание меди и/или никеля, по меньшей мере меди и/или никеля, которые присутствуют в электролите в растворенном виде.
В одном варианте осуществления настоящего изобретения, в котором анодные шламы удаляют в виде твердого вещества и в котором твердые анодные шламы промываются водой перед извлечением побочного продукта анодного шлама из общего процесса, промывочную воду рециркулируют в процесс электрорафинирования. Эта же промывочная вода может быть дополнительно использована после описанной стадии промывки и/или может использоваться до описанной стадии промывки для других полезных функций, таких как промывка отработанных анодов и/или катодов после их удаления из электролитической ячейки, и/или для растворения ингредиентов, которые должны быть добавлены в электролитический цикл, таких как добавки или дополнительные катионы меди, перед их повторным использованием в процессе электрорафинирования.
Промывка твердых анодных шламов дает то преимущество, что меньшее количество растворимых металлов, в частности меди и/или никеля, покидает процесс вместе с побочным продуктом анодных шламов, в котором они не приносят большой ценности, но обычно представляют собой лишние накладные расходы. За счет рециркуляции этой использованной промывочной воды в процессе может оставаться больше этих растворимых металлов, а затем их можно более удобно удалить как часть сливаемого потока, из которого их легче извлечь.
В одном варианте осуществления настоящего изобретения, в котором твердые анодные шламы промывают водой, водная промывка анодных шламов проводится при температуре по меньшей мере 40°C, предпочтительно по меньшей мере 50°C, более предпочтительно по меньшей мере 60°C, еще более предпочтительно по меньшей мере 65°C, и самое большее 90°C, предпочтительно самое большее 85°C, более предпочтительно самое большее 80°C, и еще более предпочтительно самое большее 75°C. Заявители обнаружили, что более высокая температура промывки водой помогает вымывать сульфатные соли из твердых анодных шламов, в частности сульфат меди и/или сульфат никеля. Поскольку использованная промывочная вода возвращается в цикл электролита, выгодно, чтобы эта промывочная вода имела температуру, близкую к желаемой температуре электролита, потому что это уменьшает потребность в нагреве и/или охлаждении для того, чтобы гарантировать надлежащее тепло в цикле электролита. Заявители также обнаружили, что соблюдение заданного верхнего предела температуры уменьшает риск повреждения конструкционного материала оборудования. Фильтровальные пластины фильтра или фильтр-пресса, используемые для удержания анодных шламов во время промывки водой, могут быть изготовлены, например, из полипропилена, и заявители обнаружили, что этот материал менее подвержен износу при температуре, соответствующей указанному верхнему пределу.
В одном варианте осуществления процесса по настоящему изобретению анодные шламы, которые были извлечены, предпочтительно после промывки водой, обрабатывают достаточным количеством основания, предпочтительно NaOH, для превращения большей части сульфатов металлов в растворимую сульфатную соль, такую как Na2SO4, и нерастворимые гидроксиды металлов. Таким образом содержание серы в анодных шламах может быть уменьшено, что делает их более приемлемыми для последующего извлечения металлов, в т.ч. потому, что их концентрация становится более высокой. Процессы извлечения металлов обычно лучше подходят для обработки оксидов и/или гидроксидов металлов. Часто другие типы исходного сырья предпочтительно обжигают для получения оксидов перед тем, как можно будет извлечь металлы.
Гидроксиды предпочтительно нагревают для образования оксидов, и на пирометаллургической технологической стадии, выполняемой в печи, с использованием восстановителя, такого как железо, из анодных шламов может быть извлечен полиметаллический припой, а шлак, содержащий оксид железа, - в качестве побочного продукта. Для того, чтобы извлечь больше Sn из шлака в металлическую фазу и улучшить физическое разделение фаз между фазой припоя и фазой шлака, может добавляться дополнительный свинец, предпочтительно до тех пор, пока массовое соотношение олово/свинец в металлической фазе не станет близким к 1/3.
В одном варианте осуществления настоящего изобретения вводят дополнительные катионы меди в электролит в ячейке. Заявители обнаружили, что несколько загрязняющих металлов в аноде потребляют электрический ток при их переходе в раствор в электролите, сверх того тока, который потребляется переходящей в раствор анодной медью. На катоде этот избыточный ток вызывает осаждение большего количества меди, чем растворяется на аноде. Таким образом, на катоде осаждается больше меди, чем на аноде переходит в раствор. Этот дисбаланс представляет собой чистого потребителя меди из электролита. Для того, чтобы компенсировать это чистое потребление, добавляют дополнительные катионы меди в электролит в электролитической ячейке. Заявители обнаружили, что дисбаланс меди становится более важным по мере того, как уровень примесей в аноде увеличивается. В то время как обычные операции электрорафинирования, которые начинаются с анодов, содержащих 98-99 мас.% меди, обычно работают без добавления дополнительных катионов меди к электролиту, заявители обнаружили, что это добавление является очень полезным в процессе по настоящему изобретению, в котором аноды содержат меньше меди и больше других металлов. Заявители обнаружили, что это добавление позволяет процессу работать в течение длительного периода времени с интенсивной рециркуляцией электролита и с высокой концентрацией катионов меди в электролите, что является особенно выгодным на катоде, где высокая концентрация способствует высокой производительности процесса при уменьшенном потреблении энергии и лучшем качестве катода. На самом деле, заявители обнаружили, что добавление добавочных катионов меди к электролиту помогает поддерживать концентрацию катионов меди на желаемых уровнях, что является важным для поддержания в течение длительного времени производства медных катодов высокого качества, не создавая дополнительных рабочих проблем. Заявители обнаружили, что эта проблема имеет большее значение для таких составов анода, которые содержат более высокий уровень примесей. Заявители также обнаружили, что этот признак позволяет избежать потребности в остановке работы из-за снижения концентрации меди в электролите ниже минимального желаемого уровня, как, например, в некоторых процессах, раскрытых в данной области техники.
В одном варианте осуществления настоящего изобретения, в котором добавляют дополнительные катионы меди в электролит, дополнительные катионы меди вводятся в электролит, подаваемый в ячейку, предпочтительно в электролит, возвращаемый в электролитическую ячейку. Заявители обнаружили, что это является очень удобным способом поддержания концентрации меди в электролите на желаемом уровне.
В одном варианте осуществления настоящего изобретения, в котором добавляют дополнительные катионы меди в электролит, поток жидкости, содержащий по меньшей мере часть рециркулируемого электролита, и/или поток, который является еще более концентрированным по кислоте, такой как по меньшей мере часть рециркулируемой черной кислоты, или по меньшей мере часть сливаемого потока после удаления меди путем электрохимического извлечения, если оно присутствует, или по меньшей мере часть свежей кислоты, добавляемой в процесс, приводят в контакт с медьсодержащим твердым веществом для растворения большего количества меди в потоке жидкости, предпочтительно в емкости для выщелачивания, прежде чем поток жидкости с дополнительными катионами меди будет передан в электролитическую ячейку. Заявители считают эти потоки очень подходящими для растворения меди из медьсодержащего твердого вещества и, следовательно, для захвата дополнительных катионов меди, которые являются полезными для регулирования концентрации меди в электролите, находящемся в электролитической ячейке. Заявители предпочитают использовать поток, который является доступным и который является более концентрированным по кислоте, чем электролит. Подходящим потоком является, например, возвращаемый поток черной кислоты, потому что этот поток является более кислотным и поэтому более легко растворяет медь из твердого источника. Объемы этого возвращаемого потока черной кислоты однако являются относительно малыми по сравнению с запасом электролита в процессе, а также он может быть доступным лишь время от времени. Процесс обычно также нуждается в подпитке кислотой, например для того, чтобы компенсировать потерю кислоты на образование сульфата никеля и/или сульфата свинца. Такой подпиточный поток кислоты также может быть потоком высококонцентрированной кислоты, такой как серная кислота с концентрацией по меньшей мере 50 мас.%, возможно даже 96 мас.%, которая в этом случае также способна более легко растворять медь из твердого источника по сравнению с электролитом, который возвращается в ячейку. Объемы подпитки также являются относительно малыми и не могут добавляться непрерывно. Заявители поэтому предпочитают использовать кислотный поток, который является более концентрированным, чем возвращающийся в ячейку электролит, такой как возвращаемый поток черной кислоты и/или подпиточный поток серной кислоты, когда они являются доступными, но еще они предпочитают использовать возвращаемый поток электролита для забора некоторого количества дополнительных катионов меди по пути в ячейку.
В одном варианте осуществления настоящего изобретения медьсодержащее твердое вещество имеет форму гранул, предпочтительно являющихся полыми и открытыми, опционально гранул, произведенных на предшествующей пирометаллургической технологической стадии процесса. Заявители обнаружили, что предпочтительно, чтобы медьсодержащее твердое вещество находилось в тонко измельченной форме по сравнению с большими блоками, потому что тонко измельченная форма обеспечивает большую поверхность соприкосновения экстрагирующей жидкости при том же самом количестве твердого вещества. Заявители обнаружили, что с гранулами легче обращаться, чем с порошком. Гранулы могут быть легко уложены в емкости для выщелачивания и могут удерживаться в емкости простой ловушкой с сеткой, предусмотренной на выходном патрубке для жидкости. Предпочтительно, гранулы являются полыми, что обеспечивает больше поверхности соприкосновения при той же самой массе твердого вещества. Заявители обнаружили, что очень удобно, чтобы гранулы медьсодержащего вещества производились на пирометаллургической технологической стадии, находящейся перед процессом по настоящему изобретению. Наиболее удобно, чтобы эта предшествующая технологическая стадия была частью процесса, производящего медный промежуточный продукт, используемый для литья анодов, которые используются на электролитической стадии процесса по настоящему изобретению. Вещество гранул может быть идентичным материалу, используемому для анодов, или может иметь другое качество. Предпочтительно, гранулы состоят из медного материала более высокой чистоты, чем аноды.
Заявители предпочитают получать мелкие медные гранулы с высокой площадью поверхности путем разбрызгивания жидкой расплавленной меди на огнеупорный кирпич выше уровня большого резервуара, содержащего холодную жидкость, такую как вода. Поток жидкой расплавленной меди разбивается на огнеупорном кирпиче и попадает в холодную жидкость. Это дает преимущество локального высокого парообразования, подобного взрыву, и действительно формирует мелкие медные гранулы с высокой площадью поверхности, или «дробь», которые являются весьма подходящими для растворения в кислотной жидкости.
Заявители предпочитают предусматривать по меньшей мере одну емкость или башню для выщелачивания и добавления дополнительных катионов меди в процесс. Такая емкость может быть вертикальной цилиндрической емкостью. Эта емкость может быть открыта сверху для атмосферы, так что медьсодержащие твердые частицы могут быть легко введены в эту емкость. Твердые частицы могут формировать слой на основании в нижней части емкости, над входом для подачи жидкости. Вход для жидкости удобно предусмотреть ниже основания для этого слоя. Жидкость течет вверх через слой твердых частиц и покидает емкость через переливной трубопровод. Емкость предпочтительно проектируется таким образом, чтобы скорость течения жидкости вверх была низкой, и плотность медьсодержащих твердых частиц была достаточной для того, чтобы избежать их уноса из емкости для выщелачивания потоком жидкости. Предпочтительно, медьсодержащие твердые частицы имеют высокую чистоту, такую как черновая медь, по меньшей мере 98 мас.% Cu. По мере того, как медь растворяется, высота слоя уменьшается, и запас твердых частиц меди может быть пополнен через открытый верх емкости.
В одном варианте осуществления настоящего изобретения добавляют кислородсодержащий газ на стадии контактирования потока жидкости с медьсодержащим твердым веществом. Заявители обнаружили, что медь из гранул более легко переходит в раствор в кислой выщелачивающей жидкости под окислительной атмосферой. Предпочтительно, заявители впрыскивают воздух или обогащенный воздух, еще более предпочтительно коммерчески доступный газообразный кислород, в нижнюю секцию емкости для выщелачивания, предпочтительно ниже основания слоя, на котором удерживаются твердые частицы. Заявители обнаружили, что присутствие кислорода на стадии выщелачивания сильно облегчает захват катионов меди выщелачивающей жидкостью.
В одном варианте осуществления настоящего изобретения в процесс вводят дополнительную серную кислоту, предпочтительно в рециркулируемый электролит, если он присутствует, предпочтительно вместе с или перед введением дополнительных катионов меди, если оно присутствует. Этот признак обеспечивает пополняющий поток серной кислоты, полезный для управления содержанием серной кислоты в электролите, который в противном случае может быть истощен из-за потребления сульфат-аниона в сульфате свинца и/или никеля. Как было обсуждено выше, заявители предпочитают использовать источник концентрированной серной кислоты для этого пополнения, такой как серная кислота с концентрацией 96 мас.%, и предпочитают вводить эту подпиточную кислоту там, где она вступает в контакт с медьсодержащими твердыми частицами для захвата дополнительных катионов меди. Преимущество подпитки кислотой с высокой концентрацией заключается в том, что она представляет малый риск введения в процесс нежелательных элементов. Дополнительное преимущество состоит в том, что требуется намного меньше объема и создается меньше трудностей при обращении по сравнению с менее концентрированным потоком, а также в том, что медь более легко растворяется.
В одном варианте осуществления настоящего изобретения газ, который вводится в ячейку, является воздухом. Заявители предпочитают использовать воздух для барботирования через электролитическую ячейку, а не его возможные альтернативы - азот, диоксид углерода или даже диоксид серы (SO2), как предлагается в патенте US 1260830 и в статье E. N. Petkova in «Mechanisms of floating slime formation and its removal with the help of sulphur dioxide during the electrorefining of anode copper», Hydrometallurgy, Vol. 46, Issue 3, October 1997, pp. 277-286. Заявители предпочитают воздух из-за его удобства и улучшенных аспектов безопасности и промышленной гигиены. Использование азота и/или диоксида углерода может привести к риску непреднамеренного воздействия на персонал облаков атмосферы с дефицитом кислорода. Диоксид серы является токсичным газом с резким раздражающим запахом и, следовательно, требует еще более строгих мер безопасности и промышленной гигиены. Воздух дает дополнительное преимущество в том, что он является окислителем, что очень удобно, поскольку он способен окислять As3+ до As5+ и/или Sb3+ до Sb5+, в результате чего эти металлы становятся способными образовывать соединения, обычно соли, такие как арсенаты, или оксиды, которые легче опускаются на дно ячеек и/или отстойников и собираются в слое анодных шламов. Эти явления более подробно описаны в статье С. A. Mцller et al, «Effect of As, Sb, Bi and Oxygen in Copper Anodes During Electrorefining», Proceedings of Copper 2010, pp. 1495-1510. Воздух для заявителей является гораздо более удобным окислителем, чем диоксид серы, по причинам, изложенным выше.
В одном варианте осуществления настоящего изобретения вводимый в ячейку газ находится при температуре в диапазоне температура электролита +/-30 градусов Цельсия. Это уменьшает любые температурные эффекты, которые введение газа может локально создавать в ячейке. Предпочтительно, температура газа отличается от температуры электролита в ячейке самое большее на 25 градусов Цельсия, более предпочтительно самое большее на 20 градусов Цельсия, и еще более предпочтительно самое большее на 15 градусов Цельсия. Локальные падения температуры являются нежелательными, потому что это может вызывать локальную кристаллизацию некоторых солей, например вокруг отверстий в газораспределителе, что может ослабить поток газа через эти отверстия. Локальное повышение температуры также нежелательно, потому что оно может вызывать более быстрое разложение некоторых из технологических добавок. Заявители предпочитают вводить газ в ячейку при температуре приблизительно 45°C. Заявители предпочитают поддерживать электролит в ячейке при температуре в диапазоне 65-70°C, предпочтительно примерно 68°C.
В одном варианте осуществления настоящего изобретения вводимый в ячейку газ является по меньшей мере насыщенным водой при температуре введения газа. Это уменьшает риск кристаллизации в и вокруг отверстия, через которое газ входит в электролит.
В одном варианте осуществления настоящего изобретения впрыскивают воду, предпочтительно в виде аэрозоля, в газ перед тем, как он будет введен в ячейку. Заявители предпочитают впрыскивать воду с низким содержанием натрия, предпочтительно ниже предела обнаружения, предпочтительно впрыскиваемую воду получают с помощью обратного осмоса. Заявители обнаружили, что этот признак уменьшает образование солей на точках ввода газа в электролит, а также на любой микропористой полимерной гильзе, которая может быть предусмотрена вокруг трубок газового диффузора.
В одном варианте осуществления настоящего изобретения пузырьки газа, проходящие через электролит, имеют средний диаметр в диапазоне 1-3 мм. Заявители обнаружили, что пузырьки газа с диаметром самое большее 3 мм являются более эффективными при удалении смежного с поверхностями катодов обедненного электролита для того, чтоб позволить свежему электролиту входить в контакт с катодами. Мелкие пузырьки также имеют тенденцию минимизировать образование кислотного тумана над электролизной ячейкой. Более мелкие пузырьки также предпочтительны, потому что они создают в ячейке режим, который становится похожим на режим так называемой «флотации растворенным воздухом» (DAF), так что мелкие частицы анодных шламов легко поднимаются на поверхность столба жидкости и легко покидают ячейку через перелив. Размер пузырьков газа может быть определен, например, в соответствии с публикацией Reza Al Shakarji et al, in «The sizing of oxygen bubbles in copper electrowinning», Hydrometallurgy, 109 (2011), pp. 168-174.
В одном варианте осуществления настоящего изобретения газ вводят в ячейку через газовый диффузор, предусматриваемый ниже электродов, но выше пространства, которое предусмотрено на дне ячейки для сбора слоя анодных шламов, предпочтительно газовый диффузор, содержащий выборочно перфорированные диффузорные трубки, соединенные с трубой подачи газа. Местоположение газового диффузора делит вертикальную высоту объема электролита на две части: верхнюю часть, через которую поднимаются пузырьки газа, которые дают больше турбулентности, и нижнюю часть без пузырьков газа, которая является более застойной, в особенности если также подача электролита предусмотрена примерно на высоте газового диффузора. Дополнительная турбулентность в верхней части дает преимущества, подробно обсужденные выше. Более плавное движение текучей среды в нижней части облегчает оседание частиц анодных шламов на дно ячейки. Заявители предпочитают использовать диффузор, описанный в WO 2005/019502 A1, использующий множество шлангов, выполненных из и/или включающих в себя микропористый материал, позволяющий барботируемому газу проходить через этот микропористый материал с образованием множества мелких пузырьков в электролите, находящемся в ячейке.
Заявители обнаружили, что диффузор предпочтительно обеспечивает равномерно распределенное присутствие пузырьков газа во всей верхней части объема электролита. Неоднородность в присутствии пузырьков газа может приводить к разности гидростатического давления на электрод, что создает риск того, что электрод может отклониться в сторону и войти в контакт и, следовательно, вызвать электрическое короткое замыкание с соседним противоэлектродом.
Заявители предпочитают обеспечивать градиент плотности введения газа, чтобы меньше газа вводилось ближе к стенке ячейки с переливом и больше газа ближе к противоположной стенке ячейки. Это дает то преимущество, что градиент газа создает дополнительную движущую силу для потока жидкости в направлении перелива.
В одном варианте осуществления настоящего изобретения газ вводят в ячейку с использованием давления в линии подачи, на высоте уровня жидкости в ячейке, составляющего по меньшей мере 0,5 бар манометрического давления (бар ман.), предпочтительно по меньшей мере 0,6 бар ман., и более предпочтительно по меньшей мере 0,7 бар ман. Это избыточное давление необходимо для преодоления гидростатического давления в точке ввода газа в ячейку, предпочтительно под электродами. Заявители предпочитают обеспечивать более высокое избыточное давление, чем только гидростатическое давление, чтобы улучшить барботаж газа в жидкость и образование более мелких пузырьков. Давление в указанной точке в линии подачи предпочтительно составляет самое большее 3,5 бар ман., предпочтительно самое большее 3,0 бар ман., более предпочтительно самое большее 2,5 бар ман., еще более предпочтительно самое большее 2,0 бар ман., предпочтительно самое большее 1,75 бар ман., более предпочтительно самое большее 1,50 бар ман., и еще более предпочтительно самое большее 1,25 бар ман. Соблюдение этого верхнего предела уменьшает риск выброса электролита из ячейки, а также образования аэрозолей никеля. Выброс электролита может вызвать повреждение оборудования, а образование аэрозолей никеля создает проблему с промышленной гигиеной.
Прежде всего по причинам промышленной гигиены заявители предпочитают предусматривать над ячейкой колпак, снабженный вытяжным патрубком и каплеуловителем, чтобы избежать попадания на рабочее место капель кислоты, возможно содержащих металлические частицы.
В одном варианте осуществления настоящего изобретения электролит в ячейке поддерживают при температуре в диапазоне от 20°C до 75°C. Предпочтительно, температура электролита в ячейке составляет по меньшей мере 25°C, более предпочтительно по меньшей мере 30°C, еще более предпочтительно по меньшей мере 35°C, предпочтительно по меньшей мере 40°C, более предпочтительно по меньшей мере 45°C, еще более предпочтительно по меньшей мере 50°C, предпочтительно по меньшей мере 55°C, более предпочтительно по меньшей мере 60°C, еще более предпочтительно по меньшей мере 65°C, предпочтительно выше 65°C. При более высоких температурах улучшается скорость диффузии меди, и это особенно полезно для диффузии катионов меди через застойные или ламинарно текущие пленки, которые обычно присутствуют на поверхностях анода и/или катода. Более высокие температуры также увеличивают растворимость сульфатов в электролите, а значит, уменьшают риск кристаллизации, особенно в чувствительных местоположениях. Заявители предпочитают поддерживать электролит при температуре ниже 75°C, предпочтительно самое большее 72°C, и более предпочтительно самое большее 70°C. Это дает то преимущество, что добавки, которые являются чувствительными к температуре, такие как желатин и/или многие флокулянты, становятся более устойчивыми и менее подверженными разложению. Более низкая температура также снижает риск предварительного отслоения катода, то есть того, что осажденный слой меди отделится от заготовки из нержавеющей стали, пока катод все еще находится в электролитической ячейке. Более низкая температура также уменьшает затраты на поддержание температуры электролита, которая обычно превышает окружающую температуру, а значит, требует подвода тепла.
В одном варианте осуществления настоящего изобретения состав анода и/или расплавленной жидкой металлической композиции по настоящему изобретению содержит по меньшей мере 0,25 мас.% никеля, предпочтительно по меньшей мере 0,50 мас.%, более предпочтительно по меньшей мере 0,75 мас.%, еще более предпочтительно по меньшей мере 1,00 мас.%, предпочтительно по меньшей мере 1,25 мас.%, более предпочтительно по меньшей мере 1,50 мас.%, еще более предпочтительно по меньшей мере 2,00 мас.%, предпочтительно по меньшей мере 2,10 мас.%, более предпочтительно по меньшей мере 2,25 мас.%, еще более предпочтительно по меньшей мере 2,50 мас.%, предпочтительно по меньшей мере 2,75 мас.%, и более предпочтительно по меньшей мере 3,00 мас.% никеля. Более высокий уровень никеля в аноде позволяет предшествующему процессу принимать больше сырья, содержащего значительные количества никеля. Такое сырье является трудным в обращении для большинства операций электрорафинирования, и поэтому оно является более доступным на более экономически выгодных условиях. Опционально, состав анода содержит самое большее 10,0 мас.% никеля, предпочтительно самое большее 9,0 мас.%, более предпочтительно самое большее 8,0 мас.%, еще более предпочтительно самое большее 7,00 мас.%, предпочтительно самое большее 6,00 мас.%, более предпочтительно самое большее 5,50 мас.%, предпочтительно самое большее 5,00 мас.%, более предпочтительно самое большее 4,50 мас.%, предпочтительно самое большее 4,00 мас.%, и более предпочтительно самое большее 3,50 мас.% никеля. При более низких уровнях никеля в составе анода сливаемый поток может поддерживаться меньшим, что упрощает его дальнейшую обработку и связанные с этим эксплуатационные расходы. Более низкие уровни никеля также уменьшают необходимость добавления дополнительных катионов меди в электролит. Меньшее количество никеля также уменьшает анодную пассивацию, что позволяет осуществлять принимаемые для борьбы с анодной пассивацией меры с меньшей жесткостью и/или интенсивностью. Меньшее количество никеля также уменьшает проблемы промышленной гигиены, связанные с аэрозолями никеля.
В одном варианте осуществления настоящего изобретения состав анода и/или расплавленной жидкой металлической композиции по настоящему изобретению содержит по меньшей мере 0,25 мас.% свинца, предпочтительно по меньшей мере 0,50 мас.%, более предпочтительно по меньшей мере 0,75 мас.%, еще более предпочтительно по меньшей мере 1,00 мас.%, предпочтительно по меньшей мере 1,25 мас.%, и более предпочтительно по меньшей мере 1,50 мас.% свинца. Допущение более высокого уровня свинца в аноде позволяет предшествующему процессу работать с меньшей жесткостью по отношению к разделению между свинцом и медью, а также принимать больше сырья, содержащего значительные количества свинца. Такое сырье является трудным в обращении для многих операций по производству меди, и поэтому оно является более доступным на более экономически выгодных условиях. Опционально, состав анода содержит самое большее 6,00 мас.% свинца, предпочтительно самое большее 5,00 мас.%, более предпочтительно самое большее 4,00 мас.%, еще более предпочтительно самое большее 3,00 мас.%, еще более предпочтительно самое большее 2,50 мас.%, еще более предпочтительно самое большее 2,00 мас.%, еще более предпочтительно самое большее 1,80 мас.%, еще более предпочтительно самое большее 1,60 мас.%, и еще более предпочтительно самое большее 1,50 мас.% свинца. При более низком содержании свинца в аноде в ячейке образуется меньше сульфата свинца. Поэтому потребление кислоты на образование сульфата свинца уменьшается. Сульфат свинца имеет очень низкую растворимость в электролите и поэтому легко кристаллизуется в ячейке. Эти кристаллы обладают риском попадания в катод. Следовательно, более низкий уровень свинца в аноде уменьшает риск попадания свинца в катод в виде примеси. Осадки свинца предпочтительно удаляются из ячейки как часть анодных шламов в первом потоке электролита и/или во втором потоке электролита. Поскольку присутствие свинца не оказывает значительного влияния на стоимость анодных шламов, получаемых в процессе, но вносит свой вклад в рабочую нагрузку по переработке анодных шламов, более низкое присутствие свинца в аноде является выгодным, поскольку оно уменьшает объем анодных шламов и, следовательно, эксплуатационную нагрузку без снижения стоимости побочного продукта анодных шламов. Более низкий уровень свинца в составе анода также снижает вероятность выброса свинца на рабочее место во время вмешательства человека, например когда анодные шламы выпускаются из фильтр-пресса, что связано с проблемами промышленной гигиены.
В одном варианте осуществления настоящего изобретения состав анода и/или расплавленной жидкой металлической композиции по настоящему изобретению содержит по меньшей мере 0,25 мас.% олова, предпочтительно по меньшей мере 0,50 мас.%, более предпочтительно по меньшей мере 0,75 мас.%, еще более предпочтительно по меньшей мере 1,00 мас.%, предпочтительно по меньшей мере 1,25 мас.%, и более предпочтительно по меньшей мере 1,50 мас.% олова. Допущение более высокого уровня олова в аноде позволяет предшествующему процессу работать с меньшей жесткостью по отношению к разделению между оловом и медью, а также принимать больше сырья, содержащего значительные количества олова. Такое сырье является трудным в обращении для многих операций по производству меди, и поэтому оно является более доступным на более экономически выгодных условиях. В дополнение к этому, олово в анодных шламах довольно легко извлекается из них и представляет значительную часть коммерческой ценности, получаемой от побочного продукта анодных шламов из процесса по настоящему изобретению. Опционально, состав анода содержит самое большее 6,00 мас.% олова, предпочтительно самое большее 5,00 мас.%, более предпочтительно самое большее 4,00 мас.%, еще более предпочтительно самое большее 3,00 мас.%, еще более предпочтительно самое большее 2,50 мас.%, предпочтительно самое большее 2,00 мас.%, более предпочтительно самое большее 1,80 мас.%, и еще более предпочтительно самое большее 1,60 мас.% олова. При более низких уровнях олова в составе анода уменьшается объем анодных шламов, потому что олово главным образом покидает процесс в виде оксида олова или олова и сурьмы, которые, как ожидается, окажутся в анодных шламах. Следовательно, меньшее количество олова в аноде снижает затраты на переработку анодных шламов. Более низкий уровень олова в аноде уменьшает риск попадания олова в катод в виде примеси. Меньшее количество олова также уменьшает риск роста твердых соединений SnSb на смачиваемых поверхностях электролитического цикла, в частности внутри и вокруг электролитических ячеек.
В одном варианте осуществления настоящего изобретения состав анода и/или расплавленной жидкой металлической композиции по настоящему изобретению содержит по меньшей мере 0,10 мас.% сурьмы, предпочтительно по меньшей мере 0,15 мас.%, более предпочтительно по меньшей мере 0,20 мас.%, еще более предпочтительно по меньшей мере 0,25 мас.%, предпочтительно по меньшей мере 0,30 мас.%, более предпочтительно по меньшей мере 0,35 мас.%, предпочтительно по меньшей мере 0,40 мас.%, и более предпочтительно по меньшей мере 0,50 мас.% сурьмы. Допущение более высокого уровня сурьмы в аноде позволяет предшествующему процессу работать с меньшей жесткостью по отношению к разделению между сурьмой и медью, а также принимать больше сырья, содержащего значительные количества сурьмы. Такое сырье является трудным в обращении для многих операций по производству меди, и поэтому оно является более доступным на более экономически выгодных условиях. Опционально, состав анода содержит самое большее 3,00 мас.% сурьмы, предпочтительно самое большее 2,50 мас.%, более предпочтительно самое большее 2,00 мас.%, еще более предпочтительно самое большее 1,50 мас.%, еще более предпочтительно самое большее 1,25 мас.%, предпочтительно самое большее 1,00 мас.%, более предпочтительно самое большее 0,90 мас.%, и еще более предпочтительно самое большее 0,80 мас.% сурьмы. Более низкие уровни сурьмы в составе анода уменьшают риск образования оксидных соединений SnSb, которые могут выпадать из раствора и образовывать твердые отложения и расти на смачиваемых поверхностях электролитического цикла, в частности внутри и вокруг электролитических ячеек. Более низкий уровень сурьмы в аноде уменьшает риск попадания сурьмы в катод в виде примеси. Сурьма предпочтительно удаляется из ячейки как часть анодных шламов в первом потоке электролита и/или во втором потоке электролита, обычно в виде интерметаллического оксида, например, оксида олова с сурьмой. Поскольку присутствие сурьмы практически не оказывает влияния на стоимость анодных шламов, получаемых в процессе, но вносит свой вклад в рабочую нагрузку по переработке анодных шламов, более низкое присутствие сурьмы в аноде является выгодным, поскольку оно уменьшает объем анодных шламов и, следовательно, эксплуатационную нагрузку без снижения стоимости побочного продукта анодных шламов.
В одном варианте осуществления настоящего изобретения состав анода и/или расплавленной жидкой металлической композиции по настоящему изобретению содержит по меньшей мере 0,010 мас.% висмута, предпочтительно по меньшей мере 0,015 мас.%, более предпочтительно по меньшей мере 0,020 мас.%, еще более предпочтительно по меньшей мере 0,025 мас.%, предпочтительно по меньшей мере 0,030 мас.%, и более предпочтительно по меньшей мере 0,035 мас.% висмута. Допущение более высокого уровня висмута в аноде позволяет предшествующему процессу работать с меньшей жесткостью по отношению к разделению между висмутом и медью, а также принимать больше сырья, содержащего значительные количества висмута. Такое сырье является трудным в обращении для многих операций по производству меди, и поэтому оно является более доступным на более экономически выгодных условиях. Опционально, состав анода содержит самое большее 0,50 мас.% висмута, предпочтительно самое большее 0,25 мас.%, более предпочтительно самое большее 0,200 мас.%, еще более предпочтительно самое большее 0,150 мас.%, еще более предпочтительно самое большее 0,100 мас.%, предпочтительно самое большее 0,090 мас.%, более предпочтительно самое большее 0,080 мас.%, и еще более предпочтительно самое большее 0,070 мас.% висмута. Более низкий уровень висмута в аноде уменьшает риск попадания висмута в катод в виде примеси. Висмут предпочтительно удаляется из ячейки как часть анодных шламов в первом потоке электролита и/или во втором потоке электролита, предположительно в виде металлического висмута и/или в виде арсената, такого как BiAsO4, если присутствует достаточное количество мышьяка. Поскольку присутствие висмута практически не оказывает влияния на стоимость анодных шламов, получаемых в процессе, но вносит свой вклад в рабочую нагрузку по переработке анодных шламов, более низкое присутствие висмута в аноде является выгодным, поскольку оно уменьшает объем анодных шламов и, следовательно, эксплуатационную нагрузку без снижения стоимости побочного продукта анодных шламов.
В одном варианте осуществления настоящего изобретения состав анода и/или расплавленной жидкой металлической композиции по настоящему изобретению содержит по меньшей мере 0,0010 мас.% цинка, предпочтительно по меньшей мере 0,0050 мас.%, более предпочтительно по меньшей мере 0,0075 мас.%, еще более предпочтительно по меньшей мере 0,010 мас.%, предпочтительно по меньшей мере 0,015 мас.%, и более предпочтительно по меньшей мере 0,020 мас.% цинка. Допущение более высокого уровня цинка позволяет предшествующему процессу работать с меньшей жесткостью по отношению к удалению цинка из содержащих медь потоков, приводящих к составу анода, а также принимать больше сырья, которое содержит значительные количества цинка. Такое сырье является трудным в обращении для многих операций по производству меди, и поэтому оно является более доступным на более экономически выгодных условиях. Опционально, состав анода содержит самое большее 0,50 мас.% цинка, предпочтительно самое большее 0,25 мас.%, более предпочтительно самое большее 0,200 мас.%, еще более предпочтительно самое большее 0,150 мас.%, еще более предпочтительно самое большее 0,100 мас.%, более предпочтительно самое большее 0,090 мас.%, предпочтительно самое большее 0,080 мас.%, более предпочтительно самое большее 0,070 мас.%, предпочтительно самое большее 0,050 мас.%, и более предпочтительно самое большее 0,025 мас.% цинка. Более низкий уровень цинка в аноде уменьшает риск попадания цинка в катод в виде примеси. Цинк предпочтительно удаляется из процесса как часть слива из цикла электролита и/или как часть анодных шламов в первом потоке электролита и/или во втором потоке электролита. Поскольку присутствие цинка практически не оказывает влияния на стоимость анодных шламов и/или сливаемого потока, производимых в процессе, но вносит свой вклад в рабочую нагрузку по переработке анодных шламов и/или сливаемого потока, более низкое присутствие цинка в аноде является выгодным, поскольку оно уменьшает объем анодных шламов и, следовательно, эксплуатационную нагрузку без снижения стоимости побочного продукта анодных шламов. То же самое относится и к ценности сливаемого потока и затрат на его переработку.
В одном варианте осуществления настоящего изобретения состав анода содержит по меньшей мере 0,005 мас.% мышьяка, предпочтительно по меньшей мере 0,010 мас.%, более предпочтительно по меньшей мере 0,020 мас.%, еще более предпочтительно по меньшей мере 0,025 мас.%, предпочтительно по меньшей мере 0,050 мас.%, более предпочтительно по меньшей мере 0,060 мас.%, еще более предпочтительно по меньшей мере 0,070 мас.%, и еще более предпочтительно по меньшей мере 0,075 мас.% мышьяка. Допущение более высокого уровня мышьяка в аноде позволяет предшествующему процессу работать с меньшей жесткостью по отношению к удалению мышьяка из содержащих медь потоков, приводящих к составу анода, а также принимать больше сырья, которое содержит значительные количества мышьяка. Такое сырье является трудным в обращении для многих операций по производству меди, и поэтому оно является более доступным на более экономически выгодных условиях. Также утверждается, что мышьяк уменьшает анодную пассивацию и способен образовывать интерметаллические соединения, такие как арсенаты, такие как SbAsO4 и BiAsO4, которые легко выпадают из раствора и переводят другие металлические примеси в анодные шламы. Следовательно, соединение с более высоким содержанием мышьяка может также дать преимущество в виде уменьшенной анодной пассивации и более быстрого удаления других примесных металлов, заставляя их стать частью анодных шламов. Опционально, состав анода содержит самое большее 0,40 мас.% мышьяка, предпочтительно самое большее 0,30 мас.%, более предпочтительно самое большее 0,250 мас.%, еще более предпочтительно самое большее 0,200 мас.%, еще более предпочтительно самое большее 0,175 мас.%, предпочтительно самое большее 0,150 мас.%, более предпочтительно самое большее 0,125 мас.%, и еще более предпочтительно самое большее 0,100 мас.% мышьяка. Более низкий уровень мышьяка в аноде уменьшает риск попадания мышьяка в катод в виде примеси. Мышьяк предпочтительно удаляется из ячейки как часть анодных шламов в первом потоке электролита и/или во втором потоке электролита, например в виде арсената другой металлической примеси, такой как сурьма или висмут, или в виде смешанного оксида, такого как 2As2O5×3Sb2O3, или будучи связанным и/или захваченным в оксидах олова и/или олова и сурьмы. Поскольку присутствие мышьяка практически не оказывает влияния на стоимость анодных шламов, получаемых в процессе, но вносит свой вклад в рабочую нагрузку по переработке анодных шламов, более низкое присутствие мышьяка в аноде является выгодным, поскольку оно уменьшает объем анодных шламов и, следовательно, эксплуатационную нагрузку без снижения стоимости побочного продукта анодных шламов.
В одном варианте осуществления настоящего изобретения состав анода и/или расплавленной жидкой металлической композиции по настоящему изобретению содержит по меньшей мере 0,0001 мас.% серебра, предпочтительно по меньшей мере 0,0010 мас.%, более предпочтительно по меньшей мере 0,0050 мас.%, еще более предпочтительно по меньшей мере 0,0100 мас.%, предпочтительно по меньшей мере 0,0150 мас.%, более предпочтительно по меньшей мере 0,0200 мас.%, еще более предпочтительно по меньшей мере 0,0250 мас.%, предпочтительно по меньшей мере 0,0300 мас.%, более предпочтительно по меньшей мере 0,0350 мас.%, и еще более предпочтительно по меньшей мере 0,0400 мас.% серебра. Серебро легко покидает процесс по настоящему изобретению, чаще всего как часть анодных шламов, и вносит значительный вклад в стоимость побочного продукта анодных шламов процесса по настоящему изобретению. Таким образом, более высокое содержание серебра является предпочтительным, поскольку оно делает переработку анодных шламов и извлечение содержащихся в них металлов экономически более выгодными. Опционально, состав анода и/или расплавленной жидкой металлической композиции по настоящему изобретению содержат самое большее 0,50 мас.% серебра, предпочтительно самое большее 0,25 мас.%, более предпочтительно самое большее 0,200 мас.%, еще более предпочтительно самое большее 0,150 мас.%, еще более предпочтительно самое большее 0,100 мас.%, предпочтительно самое большее 0,075 мас.%, более предпочтительно самое большее 0,060 мас.%, и еще более предпочтительно самое большее 0,050 мас.% серебра. Высокое содержание серебра увеличивает риск попадания серебра в катоды. Серебро в медном аноде не приносит дополнительной экономической ценности и поэтому является менее ценным по сравнению с серебром в анодных шламах. Серебро является нежелательной примесью в катодной меди, потому что оно создает технические проблемы при главном конечном использовании меди, то есть при вытягивании медной проволоки.
В одном варианте осуществления настоящего изобретения состав анода содержит самое большее 0,0500 мас.% или 500 мас. млн-1 кислорода, предпочтительно самое большее 0,0400 мас.%, более предпочтительно самое большее 0,0300 мас.%, еще более предпочтительно самое большее 0,0200 мас.%, еще более предпочтительно самое большее 0,0180 мас.%, предпочтительно самое большее 0,0150 мас.%, более предпочтительно самое большее 0,0125 мас.%, и еще более предпочтительно самое большее 0,0100 мас.% или 100 мас. млн-1 кислорода. Заявители предпочитают, чтобы содержание кислорода было ниже заданного предела, потому что чрезмерное присутствие кислорода увеличивает риск неправильного формирования анода во время литья и охлаждения, как объясняется в другом месте в данном документе. По этой причине заявители предпочитают, чтобы состав анода содержал кислород в количестве ниже заданного верхнего предела.
Опционально, состав анода содержит по меньшей мере 0,0005 мас.% или 5 мас. млн-1 кислорода, предпочтительно по меньшей мере 0,0010 мас.%, более предпочтительно по меньшей мере 0,0015 мас.%, еще более предпочтительно по меньшей мере 0,0020 мас.%, предпочтительно по меньшей мере 0,0025 мас.%, более предпочтительно по меньшей мере 0,0030 мас.%, еще более предпочтительно по меньшей мере 0,0040 мас.%, предпочтительно по меньшей мере 0,0050 мас.%, более предпочтительно по меньшей мере 0,0075 мас.%, и еще более предпочтительно по меньшей мере 0,0100 мас.% или 100 мас. млн-1 кислорода. Заявители обнаружили, что предпочтительно не уменьшать содержание кислорода в составе анода до очень низких уровней. Затраты и усилия по достижению очень низких уровней кислорода в составе анода не компенсируются эквивалентным экономическим эффектом. Напротив, дополнительные усилия, обычно предпринимаемые для того, чтобы дополнительно уменьшить содержание кислорода до значений ниже указанного нижнего предела, обычно утомительны, сложны, а также имеют тенденцию к удалению некоторых ценных металлов из состава анода, а следовательно уменьшать его объем и создавать побочные потоки с более низкой ценностью. По этой причине заявители предпочитают иметь уровень кислорода в составе анода в соответствии с указанным нижним пределом.
В одном варианте осуществления настоящего изобретения состав анода представляет собой расплавленную жидкую металлическую композицию по настоящему изобретению, содержание кислорода в которой было дополнительно снижено, предпочтительно так, чтобы оно достигало диапазона концентраций, указанного для состава анода процесса по настоящему изобретению, например от 5 мас. млн-1 до 500 мас. млн-1.
В одном варианте осуществления настоящего изобретения состав электролита соответствует по меньшей мере одному, а предпочтительно всем следующим условиям:
- содержит медь в диапазоне 20-55 грамм/литр,
- содержит никель в диапазоне 25-90 грамм/литр,
- содержит серную кислоту в диапазоне 130-200 грамм/литр, предпочтительно самое большее 190 грамм/литр, более предпочтительно самое большее 180 грамм/литр, еще более предпочтительно самое большее 170 грамм/литр, еще более предпочтительно самое большее 160 грамм/литр, и опционально по меньшей мере 140 грамм/литр,
- содержит олово в диапазоне 0,4-1,4 грамма/литр, предпочтительно самое большее 1,2 грамма/литр, более предпочтительно самое большее 1,0 грамма/литр, еще более предпочтительно самое большее 0,90 грамма/литр, еще более предпочтительно самое большее 0,80 грамма/литр, и
- содержит мышьяк в диапазоне 10-200 миллиграмм/литр, предпочтительно по меньшей мере 15 миллиграмм/литр, более предпочтительно по меньшей мере 20 миллиграмм/литр, и опционально самое большее 175 миллиграмм/литр, предпочтительно самое большее 150 миллиграмм/литр, более предпочтительно самое большее 100 миллиграмм/литр, еще более предпочтительно самое большее 75 миллиграмм/литр, и наиболее предпочтительно самое большее 50 миллиграмм/литр.
Заявители обнаружили, что полезно поддерживать содержание растворенной меди в электролите в предписанных пределах, поскольку этот диапазон обеспечивает превосходный баланс между ее положительной функцией на катоде, где высокая концентрация способствует диффузии через застойную пленку на поверхности катода, и ее возможной отрицательной функциональностью на аноде, где высокая концентрация уменьшает движущую силу для диффузии через застойную пленку на поверхности анода.
Заявители предпочитают поддерживать содержание никеля в электролите в предписанных пределах, предпочтительно по меньшей мере 30 грамм/литр, более предпочтительно по меньшей мере 35 грамм/литр, еще более предпочтительно по меньшей мере 40 грамм/литр, предпочтительно по меньшей мере 45 грамм/литр, более предпочтительно по меньшей мере 50 грамм/литр, еще более предпочтительно по меньшей мере 55 грамм/литр, предпочтительно по меньшей мере 60 грамм/литр, и более предпочтительно по меньшей мере 65 грамм/литр. Более высокое содержание никеля увеличивает ценность сливаемого потока, из которого никель может быть извлечен путем его дальнейшей переработки, из-за более высокого количества присутствующего никеля, а также потому, что его извлечение становится более эффективным. С другой стороны, более высокое содержание никеля в электролите также увеличивает риск того, что локально, например в холодных местах или в каплях электролита, которые стекли на части оборудования, которые не погружены в электролит, но могут быть горячими, сульфат никеля выпадает из раствора и образует твердое вещество, которое может ухудшить или даже затруднить правильную работу оборудования. По этим причинам заявители предпочитают поддерживать содержание никеля в электролите на уровне самое большее 85 грамм/литр, предпочтительно самое большее 80 грамм/литр, более предпочтительно самое большее 75 грамм/литр, и еще более предпочтительно самое большее 70 грамм/литр.
Заявители обнаружили, что выгодно поддерживать содержание серной кислоты в электролите в предписанных пределах, потому что этот диапазон обеспечивает превосходный баланс между, с одной стороны, ее положительными функциями растворения металлов из анода и придания электропроводности электролиту и, с другой стороны, ее возможной отрицательной функциональностью увеличения плотности и вязкости электролита, что ухудшает массо- и теплопередачу и скорость оседания анодных шламов и создает риск повреждения оборудования, которое может войти в контакт с электролитом. Более высокие концентрации серной кислоты могут потребовать выбора более экзотических и, следовательно, дорогих конструкционных материалов, то есть дополнительных капитальных затрат, которых можно избежать, соблюдая указанный верхний предел.
Заявители обнаружили, что растворенное в электролите олово имеет тенденцию к образованию так называемых «всплывающих шламов», частиц анодного шлама, которые не опускаются на дно в электролитической ячейке и не опускаются на дно в отстойнике, где время пребывания может быть значительно больше, а скорости жидкости могут быть значительно меньше, чем в ячейке. Таким образом, такие всплывающие шламы не удаляются из электролита различными описанными средствами процесса для удаления анодных шламов.
Заявители желают, чтобы уровень мышьяка в электролите оставался ниже указанного верхнего предела. Присутствие мышьяка выше указанного нижнего предела может быть полезным, потому что это уменьшает действие механизма анодной пассивации и может переводить больше других металлических загрязняющих примесей в интерметаллические соединения, которые являются твердыми и становятся частью анодных шламов. Однако большее количество мышьяка в электролите, чем указанный верхний предел, может быть невыгодным, поскольку оно приводит к большему количеству мышьяка в сливаемом потоке, что требует дополнительной обработки для извлечения большей части содержащегося в нем металла, а также приносит больше мышьяка в побочный продукт анодных шламов. Большее количество мышьяка может создать дополнительную нагрузку по дальнейшей переработке анодных шламов и/или сливаемого потока, удаляемого из электролитического цикла, до такой степени, что это может потребовать дополнительной стадии по их соответствующей дальнейшей переработке. Большее количество мышьяка не увеличивает ценности потоков побочного продукта, и поэтому содержание мышьяка предпочтительно поддерживается на уровне ниже заданного верхнего предела. С другой стороны, заявители обнаружили, что низкие уровни мышьяка, в соответствии с указанным нижним пределом, являются приемлемыми, потому что дополнительные затраты или ограничения, налагаемые требованием еще более низкого содержания мышьяка, не компенсируются дополнительными преимуществами меньшего присутствия мышьяка.
В одном варианте осуществления настоящего изобретения в электролит добавляют по меньшей мере один, а предпочтительно все из следующих технологических химикатов, как предписано:
- поверхностно-активные компоненты (например, желатин) в диапазоне 25-900 грамм/тонну производимой катодной меди, предпочтительно по меньшей мере 50 грамм/тонну, более предпочтительно по меньшей мере 100 грамм/тонну, еще более предпочтительно по меньшей мере 150 грамм/тонну, предпочтительно по меньшей мере 200 грамм/тонну, более предпочтительно по меньшей мере 250 грамм/тонну, предпочтительно по меньшей мере 300 грамм/тонну, более предпочтительно по меньшей мере 350 грамм/тонну, еще более предпочтительно по меньшей мере 400 грамм/тонну, еще более предпочтительно по меньшей мере 450 грамм/тонну, предпочтительно по меньшей мере 500 грамм/тонну, более предпочтительно по меньшей мере 600 грамм/тонну, и опционально самое большее 800 грамм/тонну, предпочтительно самое большее 700 грамм/тонну, более предпочтительно самое большее 600 грамм/тонну, еще более предпочтительно самое большее 500 грамм/тонну, еще более предпочтительно самое большее 400 грамм/тонну, и наиболее предпочтительно самое большее 350 грамм/тонну производимой катодной меди,
- соляная кислота (HCl) в диапазоне 25-250 грамм HCl на тонну производимой катодной меди,
- бромистоводородная кислота (HBr) в диапазоне 25-400 грамм HBr на тонну производимой катодной меди,
- по меньшей мере один флокулянт в диапазоне 800-3000 миллиграмм на тонну производимой катодной меди, предпочтительно по меньшей мере 1000, опционально самое большее 2500, предпочтительно самое большее 2000, и более предпочтительно самое большее 1500 миллиграмм/тонну производимой катодной меди, и
- тиомочевина в диапазоне 15-150 грамм на тонну производимой катодной меди.
Заявители предпочитают добавлять к электролиту по меньшей мере один поверхностно-активный компонент. Заявители обнаружили, что поверхностно-активные компоненты уменьшают/устраняют рост дендритов на катодах, а значит, уменьшают риск возникновения короткого замыкания. Заявители обнаружили, что желатин является весьма подходящим поверхностно-активным компонентом. Заявители обнаружили, что предписанный диапазон добавления, и обычно примерно 650 грамм желатина на тонну производимой катодной меди, является достаточно эффективным, не создавая при этом дополнительных проблем или непредвиденных эксплуатационных расходов.
Заявители предпочитают добавлять в электролит соляную кислоту (HCl). Соляная кислота дает то преимущество, что ослабляется полимеризация какого-либо желатина, который может быть добавлен, и его полимерные цепи режутся на мелкие кусочки, так что желатин сохраняет свою активность. Еще более важно то, что хлор из соляной кислоты способен связывать серебро (Ag) в нерастворимой форме (AgCl), которая легко попадает в состав анодных шламов и может быть удобно удалена из процесса, так что большая часть серебра может быть извлечена экономично. Заявители предпочитают добавлять по меньшей мере 30 грамм соляной кислоты на тонну производимой катодной меди, предпочтительно по меньшей мере 50 грамм, более предпочтительно по меньшей мере 75 грамм, еще более предпочтительно по меньшей мере 100 грамм на тонну производимой катодной меди, и опционально самое большее 225 грамм, предпочтительно самое большее 200 грамм, более предпочтительно самое большее 175 грамм, и наиболее предпочтительно самое большее 150 грамм на тонну производимой катодной меди. Заявители считают самым удобным вводить соляную кислоту как раствор с концентрацией 30 мас.% и предпочитают добавлять примерно 430 миллилитров этого раствора на тонну производимой катодной меди, но при необходимости можно использовать и другие концентрации.
Заявители предпочитают добавлять к электролиту также бромистоводородную кислоту (HBr) в указанном диапазоне дозирования. Заявители предпочитают добавлять по меньшей мере 30 грамм бромистоводородной кислоты на тонну производимой катодной меди, предпочтительно по меньшей мере 50 грамм, более предпочтительно по меньшей мере 75 грамм, еще более предпочтительно по меньшей мере 100 грамм на тонну производимой катодной меди, и опционально самое большее 350 грамм, предпочтительно самое большее 300 грамм, более предпочтительно самое большее 250 грамм, и наиболее предпочтительно самое большее 200 грамм на тонну производимой катодной меди. Заявители предпочитают добавлять обычно примерно 125 грамм HBr на тонну производимой катодной меди. Бромистоводородная кислота дает те же самые преимущества, что и соляная кислота. Добавление бромистоводородной кислоты дает дополнительную выгоду, заключающуюся в том, что ее соль серебра (AgBr) является даже менее растворимой, чем хлорид. Таким образом, бромистоводородная кислота дает то преимущество, что она может удалять больше серебра из электролита в анодные шламы. Заявители предпочитают использовать HBr в виде раствора с концентрацией 48 мас.%, но при необходимости можно использовать и другие концентрации. Заявители предпочитают использовать как HCl, так и HBr, как указано.
Заявители предпочитают добавлять к электролиту по меньшей мере один флокулянт, предпочтительно там, где электролит входит в отстойники, в указанном диапазоне дозирования, и обычно в количестве примерно 1035 миллиграмм на тонну производимой катодной меди. Мы предпочитаем использовать катионный полиакриламид на основе адипиновой кислоты, который доступен, например, под товарным знаком ZETAG®, тип 7565.
Заявители предпочитают также добавлять к электролиту тиомочевину, предпочтительно там, где электролит входит в отстойники, в количестве 15-150 грамм на тонну производимой катодной меди, предпочтительно по меньшей мере 18, более предпочтительно по меньшей мере 20, еще более предпочтительно по меньшей мере 25, еще более предпочтительно по меньшей мере 30, и опционально самое большее 125 грамм, предпочтительно самое большее 100 грамм, более предпочтительно самое большее 75 грамм, еще более предпочтительно самое большее 50 грамм, еще более предпочтительно самое большее 49 грамм, и обычно примерно 32 грамма тиомочевины на тонну производимой катодной меди. Тиомочевина добавляется для того, чтобы влиять (вместе с вышеупомянутыми технологическими химикатами) на морфологию отложений (шероховатость и/или образование узелков), форму кристаллов (круглую и/или острую), а также тип зерен (удлиненные и/или ориентированные по полю), что в значительной степени позволяет избежать образования на катоде узелков, пористости и дендритов. Больше информации о функциях тиомочевины и других добавок для электрорафинирования были описаны в публикации Baumback J, Bombach H and Stelter M, «Investigations of the Behaviour of Thiourea and alternative Additives in Copper Electrorefining», Proceedings EMC, 1 (2015), p 151-160. Заявители предпочитают не превышать указанный верхний предел для того, чтобы поддерживать количество серы в катодах низким.
В одном варианте осуществления настоящего изобретения катодные заготовки выполнены из нержавеющей стали, предпочтительно SS316L или «дуплексной» стали. Заявители обнаружили, что осажденный слой меди можно легко «содрать» с заготовки из нержавеющей стали, а оставшуюся заготовку можно легко использовать повторно с минимальной обработкой в качестве нового катода, эксплуатируемого в электролитической ячейке.
В одном варианте осуществления настоящего изобретения расстояние между катодами составляет по меньшей мере 95 мм, предпочтительно по меньшей мере 100 мм, более предпочтительно по меньшей мере 105 мм, еще более предпочтительно по меньшей мере 110 мм, предпочтительно по меньшей мере 115 мм, и более предпочтительно по меньшей мере 120 мм. Хотя меньшее расстояние между катодами является выгодным для электрического сопротивления ячейки, а значит, также и для потребления энергии операцией электрорафинирования, заявители обнаружили, что высокий уровень примесей в составе анода создает дополнительные риски образования и роста дендритов, которые являются причиной короткого замыкания между катодом и смежным анодом. Для того, чтобы уменьшить вмешательство оператора, требуемое для устранения такого короткого замыкания, заявители предпочитают поддерживать указанное расстояние между катодами. Заявители дополнительно обнаружили, что большее расстояние между катодами дает выгоду более высокой чистоты катода, несмотря на более низкую чистоту анода.
Под расстоянием между катодами в контексте настоящего изобретения понимается расстояние от средней точки одной катодной заготовки до соответствующей средней точки соседней катодной заготовки, и оно включает в себя толщину одного катода и одного анода в дополнение к двукратному расстоянию между поверхностью катода и поверхностью соседнего анода, обращенной к поверхности катода.
В одном варианте осуществления настоящего изобретения упомянутый по меньшей мере один катод обновляют с более высокой частотой, чем частота обновления анода. Заявители предпочитают заменять катоды в ячейке новыми заготовками с более высокой частотой, чем заменять израсходованные аноды в той же самой ячейке свежеотлитыми анодами. Это дает преимущество более легкой обдирки катодов, потому что слой осажденной меди имеет меньшую толщину. Дополнительное преимущество состоит в том, что более тонкий слой меди на катоде уменьшает риск повреждения заготовки во время ее «раздевания». Еще одно дополнительно преимущество состоит в том, что более высокая частота обновления катодов уменьшает риск возникновения короткого замыкания в ячейке во время операции электрорафинирования. Такое короткое замыкание требует вмешательства оператора, которое является трудоемким.
Заявители обнаружили, что возможно и выгодно частично заменять катоды из одной конкретной электролитической ячейки, например только одну треть катодов за один раз. Это дает то преимущество, что во время замены катодов электролитическая ячейка может продолжать работать, причем даже с ее полной производительностью. Заявители находят выгодным заменять заготовками катоды с номерами 1, 4, 7, 10 и т.д., затем катоды с номерами 2, 5, 8, 11 и т.д., и уже после этого оставшиеся катоды с номерами 3, 6, 9, 12 и т.д. Заявители обнаружили, что возможно поддерживать электролитическую ячейку в рабочем состоянии во время выполняемой таким образом замены катодов. Заявители нашли, что ячейка может продолжать полноценно работать, и что 2/3 катодов, присутствующих в ячейке, способны выдерживать полную плотность тока в течение коротких периодов времени, необходимых каждый раз для замены 1/3 катодов новыми заготовками.
Заявители обнаружили, что можно легко снизить содержание кислорода в металлической композиции по настоящему изобретению до уровня, который является предпочтительным для состава анода как части процесса по настоящему изобретению. Преимущества приведения содержания кислорода в металлической композиции по настоящему изобретению в пределы, предписанные для состава анода как части процесса по настоящему изобретению, описываются в другом месте в данном документе.
Заявители предпочитают уменьшать содержание кислорода в металлической композиции по настоящему изобретению посредством технологической стадии, известной как «дразнение». На стадии дразнения расплавленную жидкую металлическую композицию приводят в контакт с источником углерода. Углерод реагирует с кислородом в металлической композиции и образует оксиды углерода, CO+CO2, т.е. газы, которые выходят из расплавленной жидкой металлической композиции и формируют восстановительную атмосферу над ванной жидкого металла. Источник углерода может быть любым подходящим углеродсодержащим материалом, таким как любой углеводород, такой как природный газ или жидкий углеводород, углеродная сажа, древесный уголь, каменный уголь или любой органический материал, включая древесину. Заявители предпочитают использовать природный газ из-за его удобства. Благодаря рабочим условиям, при которых композиция является расплавленной и жидкой, легко создать интенсивный контакт, и углерод в источнике углерода легко реагирует с присутствующим в композиции кислородом, образуя оксиды углерода (CO или диоксид углерода), которые улетучиваются в виде газа из расплавленной жидкой металлической композиции, оставляя металл, который был связан с кислородом, в его элементарной форме. Дразнение предпочтительно выполняют при температуре по меньшей мере 1150°C, так что расплавленная жидкая ванна становится очень текучей, и любой шлак предпочтительно первым удаляется из жидкой металлической ванны. Отходящий газ со стадии дразнения предпочтительно подается на стадию дожигания, чтобы преобразовать моноксид углерода в диоксид углерода перед его утилизацией. Заявители обнаружили, что довольно удобно правильно дозировать источник углерода для того, чтобы снизить содержание кислорода до диапазона, желательного для состава анода в качестве части процесса по настоящему изобретению.
Расплавленная жидкая металлическая композиция по настоящему изобретению предпочтительно дополнительно содержит, в качестве части примесей, по меньшей мере один, а более предпочтительно все из следующих элементов на уровне, который удовлетворяет соответствующему пределу, указанному для каждого элемента:
- по меньшей мере 0,10 мас.% и/или самое большее 3,00 мас.% сурьмы,
- по меньшей мере 0,010 мас.% и/или самое большее 0,5 мас.% висмута,
- самое большее 6,00 мас.% олова,
- самое большее 6,00 мас.% свинца,
- по меньшей мере 0,0001 мас.% и самое большее 0,50 мас.% серебра,
- по меньшей мере 0,005 мас.% и самое большее 0,40 мас.% мышьяка,
- по меньшей мере 0,001 мас.% и самое большее 0,100 мас.% серы, и
- самое большее 0,50 мас.% цинка.
В одном варианте осуществления расплавленная жидкая металлическая композиция по настоящему изобретению содержит серу в указанном диапазоне, предпочтительно по меньшей мере 0,005 мас.%, более предпочтительно по меньшей мере 0,010 мас.%, и опционально самое большее 0,080 мас.%, предпочтительно самое большее 0,070 мас.%, и более предпочтительно самое большее 0,060 мас.%.
Заявители обнаружили, что ограниченное количество серы может быть допустимым в расплавленной жидкой металлической композиции и что это дает преимущество расширения критериев приемлемости сырья для предшествующего процесса, что, следовательно, позволяет ему принимать больше серы в своих исходных материалах. Заявители также обнаружили, что выгодно поддерживать содержание серы в расплавленной жидкой металлической композиции в соответствии с верхним пределом, потому что большее количество серы увеличивает риск того, что большее количество серы окажется катодной примесью, а также приносит больше серы в анодные шламы. Последнее может быть нежелательным, если анодные шламы должны быть далее переработаны посредством процесса, который включает в себя пирометаллургическую стадию, потому что сера в анодных шламах может тогда вызывать образование газообразных оксидов серы (SO2 и/или SO3).
ПРИМЕР
Следующий пример показывает один предпочтительный вариант осуществления настоящего изобретения. Этот пример дополнительно иллюстрируется фигурой, которая показывает технологическую схему потоков основной части одного варианта осуществления процесса по настоящему изобретению. В этой части процесса извлекают, начиная с состава анода 1, катодный продукт 6, продукт анодного шлама 4, продукт слива 5 и продукт израсходованных анодов 7.
На этой фигуре ссылочные номера означают следующие заявленные признаки:
1. Аноды
2. Медная дробь
3. Черная кислота
4. Анодные шламы
5. Слив
6. Катоды
7. Израсходованные аноды
Загрязненная расплавленная жидкая металлическая композиция на основе меди, дополнительно содержащая никель, олово, свинец и другие второстепенные металлы, была приготовлена в соответствии с процессом, описанным в нашей совместно рассматриваемой патентной заявке PCT/EP2018/084384, поданной 11 декабря 2018 г. Эта композиция более подробно показана в Таблице I.
Таблица I: Загрязненная расплавленная жидкая металлическая композиция
Эта композиция дополнительно содержала примерно 5 мас. млн-1 золота (Au).
Загрязненная расплавленная жидкая металлическая композиция на основе меди была введена в печь и доведена до температуры примерно 1200°C путем сжигания природного газа в печи. Оставшийся шлак, всплывший на расплавленном металле, был слит. Природный газ вводили в жидкий металл до тех пор, пока содержание кислорода в жидком металле не снизилось до диапазона 20-170 мас. млн-1.
Жидкий расплавленный металл с уменьшенным содержанием кислорода был затем разлит в тонкие, плоские пластины, составляющие аноды 1 для последующей операции электрорафинирования, и им дали остыть до температуры окружающей среды.
В общей сложности 52 анода со средней массой 444 кг и 51 толстый исходный лист из нержавеющей стали (заготовки) были погружены в каждую из 100 электролитических ячеек (200), содержащих подкисленный раствор сульфата меди с температурой 68°C, который служил электролитом. Средний состав электролита на протяжении всего цикла электролиза показан в Таблице II, в граммах/литр для главных компонентов и в мас. млн-1 для второстепенных компонентов.
Таблица II: Средний состав электролита
Концентрацию серной кислоты поддерживали на уровне средней концентрации 160 грамм/литр путем введения по мере необходимости концентрированной серной кислоты (96%) в емкость для выщелачивания, дополнительно описанную ниже. Следующие скорости добавления технологических добавок поддерживали в среднем на протяжении всего цикла электролиза путем введения их во вход электролита в отстойники (300):
- Желатин в количестве примерно 650 грамм/тонну производимой катодной меди,
- HCl в виде 30 мас.% раствора в количестве примерно 430 миллилитров/тонну производимой катодной меди,
- HBr в виде 48 мас.% раствора в количестве примерно 176 миллилитров/тонну производимой катодной меди,
- Флокулянт ZETAG® тип 7565, катионный полиакриламид, в количестве примерно 1035 миллиграмм на тонну производимой катодной меди,
- Тиомочевина в количестве примерно 32 грамма на тонну производимой катодной меди.
Средний состав анодов (поток 1) показан в Таблице III.
Таблица III: Средний состав анодов
Аноды дополнительно содержали примерно 5 мас. млн-1 золота (Au).
Аноды (поток 1) и заготовки из нержавеющей стали чередовались (с интервалом 120 мм) в электрически параллельной компоновке, в то время как сами электролитические ячейки были соединены последовательно. Применялась средняя плотность тока 290 A/м2, что создавало средний электрический потенциал между анодами (положительными электродами) и катодами (отрицательными электродами), равный 0,46 В.
Прохождение электрического тока заставляет медь окисляться и переходить в раствор электрохимическим путем. Однако некоторое количество меди также будет переходить в раствор чисто химическим путем. Все элементы (металлы), присутствующие в анодах и являющиеся в данных условиях процесса менее благородными, чем медь, также в определенной степени переходят в раствор на анодах. Электрохимически и химически растворенные металлы, отличающиеся от меди, непрерывно удалялись посредством сливаемого потока 5 электролита. Этот сливаемый поток подвергался дополнительной стадии очистки (не показана), на которой эти металлы выборочно удалялись, оставляя очищенный электролит. Это предотвращает накопление примесей в электролите во время электрорафинирования и предотвращает совместное осаждение примесей на катодах. Очищенный слив, называемый также черной кислотой, рециркулировали в контур электролита как поток 3. Средний состав слива, а также средний состав черной кислоты показаны в Таблице IV.
Таблица IV: Средний состав слива и черной кислоты
5
3
Медь, которая растворилась из анодов, перемещалась через раствор электролита к катодам, где она покрывала исходные листы из нержавеющей стали с получением медных катодов. Электролит подавался с одного переднего конца ячейки. Стенкой ячейки с переливом была боковая стенка, перпендикулярная ориентации электродов. Поток электролита поддерживался положительным на протяжении всего электролитического цикла. Средняя скорость обновления, составляющая приблизительно 55% объема ячейки в час для каждой ячейки, использовалась в сочетании с барботированием нагретого воздуха под электродами для предотвращения анодной пассивации. Поступающий воздух насыщался парами воды при температуре, близкой к температуре электролита, перед барботированием через газовый диффузор и подавался в каждую ячейку при среднем давлении 0,75 бар ман. Все ячейки регулярно проверялись во время электрорафинирования на предмет обнаружения короткозамкнутых пар анод/катод с помощью гауссметра, установленного на мостовом кране. Короткие замыкания устранялись путем замены поврежденных анодов и катодов или удаления узелков электроосажденной меди, которые могли образоваться между короткозамкнутыми парами анод/катод. Правильный контроль всех этих параметров позволил получить катоды высокого качества. Средний состав катода (поток 6) показан в Таблице V. Катодные отложения, полученные во время электрорафинирования, были осветленными и сглаженными за счет непрерывного добавления органических добавок желатина и тиомочевины (поток 8) к электролиту непосредственно перед насосной системой для обеспечения хорошего перемешивания.
Таблица V: Средний состав катодов
6
Золото и металлы платиновой группы не растворялись в сульфатном электролите, а значит, они не попадали в электролит и не откладывались на катоде, как можно видеть в Таблице II и Таблице V. Серебро в некоторой степени растворялось с анодов, но осаждалось из электролита в виде AgCl и AgBr за счет добавления небольших количеств HCl и HBr к электролиту (поток 8). Появление серебра в катоде считается в первую очередь связанным с окклюзией небольшого количества анодных остатков.
Свинец и олово образовывали соединения, нерастворимые в электролите, поэтому эти металлы почти не попадали в электролит. Большинство нерастворимых примесей из анодов собиралось в виде нерастворенных шламов на дне электролитических ячеек. Эти шламы периодически удалялись из ячеек (200) во время операции электрорафинирования с помощью отсасывающей головки, перемещающейся по нижней секции ячейки, предусмотренной под электродами. Некоторые нерастворимые примеси были более легкими и покидали ячейки через переливы и попадали в отстойники (300). Также эти более легкие шламы периодически удалялись со дна отстойников (400), когда эти шламы имели достаточное количество времени для оседания после добавления флокулянта к электролиту на его пути в отстойник. Таким образом, все анодные шламы собирались в объединенном потоке электролита, содержащем анодные шламы, и далее обрабатывались фильтр-прессом (500), который отделял анодные шламы (поток 4) от прозрачного электролита. Часть этого прозрачного электролита возвращалась в циркуляционные баки (100). Другая часть этого прозрачного электролита удалялась в качестве сливаемого потока (потока 5) для удаления примесей, таких как медь и никель, с помощью электрохимического извлечения, чтобы они не накапливались в электролите. Анодные шламы промывались горячей водой с температурой 70°C для уменьшения количеств меди и никеля, присутствовавших в растворенном виде в электролите. Промывная вода возвращалась в процесс электрорафинирования. Средний состав анодного шлама (поток 4) показан в Таблице VI. Остаток состава вероятно составляют кислород и некоторое количество углерода, наиболее вероятно происходящего из органических технологических добавок.
Таблица VI: Средний состав анодных шламов
Анодные шламы оказались дополнительно содержавшими примерно 60 мас. млн-1 золота и примерно 5 мас. млн-1 платины.
Для того, чтобы компенсировать электрохимически растворяющиеся примеси на анодах, которые в противном случае могли бы вызвать истощение меди в электролите, медьсодержащие полые и открытые гранулы (поток 2), полученные с предшествующей стадии процесса, выщелачивались (600) в емкости для выщелачивания путем их контактирования с концентрированной серной кислотой, используемой для подпитки, потоком черной кислоты, возвращенным из переработки сливаемого потока, а также с частью электролита. Жидкий продукт из емкости для выщелачивания возвращался в контур электролита во время процесса электрорафинирования. Средний состав используемых гранул (поток 2) показан в Таблице VII. Растворению медных гранул способствовало введение газообразного кислорода на дне емкости для выщелачивания.
Таблица VII: Средний состав медных гранул
2
Содержание золота и платины в медных гранулах составляло менее 1 мас. млн-1.
В конце анодного цикла каждый анод был растворен примерно на 75%. Нерастворенные остатки анодов (анодные отходы) удалялись в качестве израсходованных анодов (поток 7) из электролитических ячеек, и после промывки, взвешивания и укладки они плавились и отливались в свежие аноды. Средний состав израсходованных анодов был, очевидно, тем же самым, что и средний состав анодов, показанный в Таблице III.
Вышеописанный процесс позволял работать в стандартных циклах электролиза по 24 дня на ячейку, то есть по 24 дня непрерывной работы между введениями нового набора анодов. Катоды вынимались примерно через каждые 8 дней и заменялись на 1/3 за это время, при этом электролиз продолжался при полной плотности тока. Анодные шламы удалялись со дна ячеек с необходимой частотой, которая могла варьироваться от одного раза каждые 3 дня до одного раза каждые 10 дней, при этом электролиз также продолжался при полной плотности тока.
Теперь, после полного описания этого изобретения, специалистам в данной области техники будет понятно, что изобретение может быть осуществлено в широком диапазоне параметров в рамках того, что заявлено, без отступления от объема охраны изобретения, определяемого формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СЕЛЕКТИВНОГО ИЗВЛЕЧЕНИЯ МЕТАЛЛОВ ПЛАТИНОВОЙ ГРУППЫ ИЗ АНОДНЫХ ШЛАМОВ | 2001 |
|
RU2211251C2 |
| Способ электролитического рафинирования никеля | 1986 |
|
SU1397541A1 |
| УСОВЕРШЕНСТВОВАННОЕ ПРОИЗВОДСТВО ОЛОВА, ВКЛЮЧАЮЩЕГО КОМПОЗИЦИЮ, СОДЕРЖАЩУЮ ОЛОВО, СВИНЕЦ, СЕРЕБРО И СУРЬМУ | 2020 |
|
RU2780328C1 |
| Способ регенерации медного электролита | 1979 |
|
SU876792A1 |
| Способ переработки металлсодержащих отходов | 1990 |
|
SU1836494A3 |
| КЕРМЕТНЫЙ ИНЕРТНЫЙ АНОД, ИСПОЛЬЗУЕМЫЙ ПРИ ЭЛЕКТРОЛИТИЧЕСКОМ ПОЛУЧЕНИИ МЕТАЛЛОВ В ВАННЕ ЭЛЕКТРОЛИТИЧЕСКОЙ ЯЧЕЙКИ ХОЛЛА | 2000 |
|
RU2251591C2 |
| ЭЛЕКТРОЛИЗ ВОДЫ С ПЕРЕКРЁСТНЫМ ПОТОКОМ | 2020 |
|
RU2785846C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ ЦИНКА | 2002 |
|
RU2298585C9 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО РАФИНИРОВАНИЯ МЕДИ И НИКЕЛЯ ИЗ МЕДНО-НИКЕЛЕВЫХ СПЛАВОВ | 2003 |
|
RU2237750C1 |
| СЕЛЕКТИВНОЕ КАТАЛИТИЧЕСКОЕ ВОССТАНОВЛЕНИЕ ПУТЕМ ЭЛЕКТРОЛИЗА МОЧЕВИНЫ | 2011 |
|
RU2538368C2 |
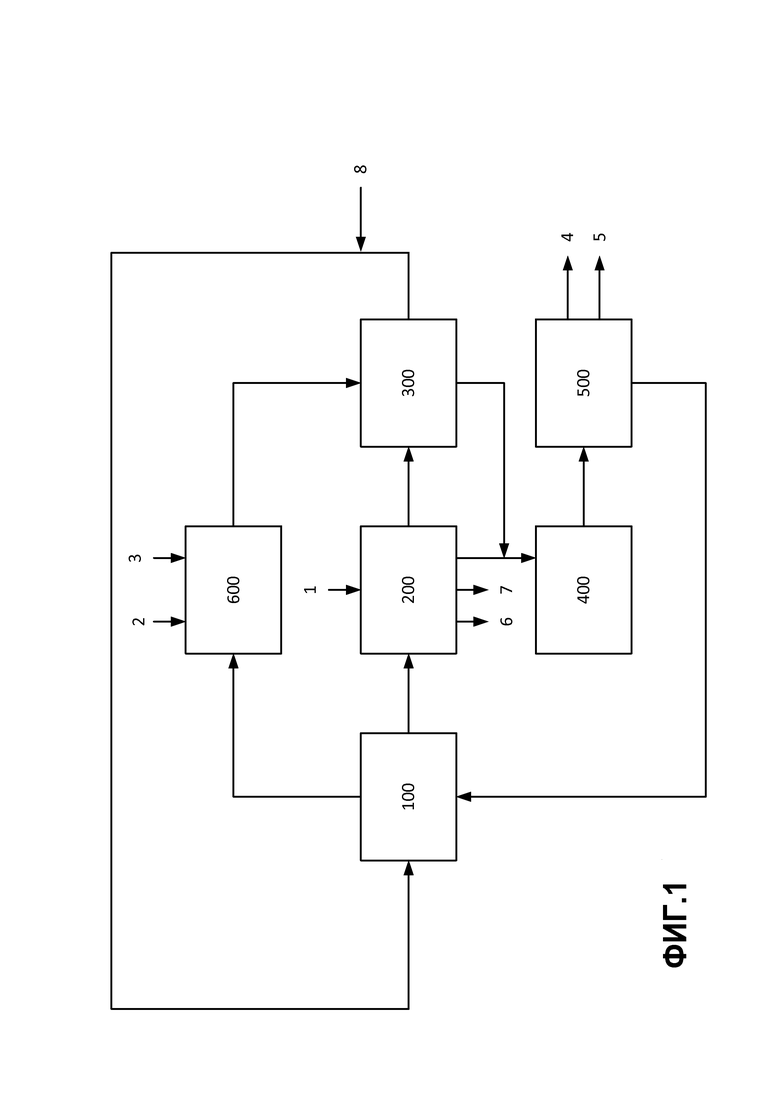
Группа изобретений относится к способу получения электрорафинированной меди электролизом и к расплавленной жидкой металлической композиции для литья анодов для осуществления указанного способа. Электрорафинирование металлической меди проводят в электролитической ячейке с по меньшей мере одного медного анода на по меньшей мере один медный катод с использованием электролита на основе серной кислоты. Анод содержит самое большее 98,0 мас. % меди и менее 1,00 мас. % железа. Во время электрорафинирования удаляют электролит из электролитической ячейки со средней скоростью обновления электролита по меньшей мере 30% и самое большее 1900% в час. Вводят газ в электролитическую ячейку и барботируют газ через электролит в промежутке между анодом и катодом. Обеспечивается ослабление требований к качеству исходного сырья на предшествующих пирометаллургических стадиях для получения очищенной меди для ее электрорафинирования при сохранении преимуществ электрорафинирования с длинными циклами замены анода, высокой производительностью и низком потреблении энергии. 2 н. и 15 з.п. ф-лы, 1 ил., 7 табл., 1 пр.
1. Способ получения электрорафинированной меди электролизом, включающий электрорафинирование металлической меди в электролитической ячейке с по меньшей мере одного медного анода на по меньшей мере один медный катод с использованием электролита на основе серной кислоты, отличающийся тем, что электрорафинирование металлической меди в электролитической ячейке проводят при разности потенциалов между анодом и катодом менее 1,6 В, причем анод содержит самое большее 98,0 мас. % меди и менее 1,00 мас. % железа, плотность тока через ячейку составляет по меньшей мере 180 A/м2 катодной поверхности, при этом во время операции электрорафинирования удаляют электролит из электролитической ячейки со средней скоростью обновления электролита по меньшей мере 30% и самое большее 1900% в час, причем по меньшей мере частично электролит удаляют путем перелива первого потока электролита через по меньшей мере одну стенку ячейки, вводят газ в электролитическую ячейку и барботируют газ через электролит в промежутке между анодом и катодом.
2. Способ по п. 1, в котором с первым потоком электролита из электролитической ячейки удаляют по меньшей мере часть анодных шламов, содержащихся в электролитической ячейке.
3. Способ по п. 1 или 2, в котором первый поток электролита пропускают через по меньшей мере один отстойник с обеспечением достаточно высокого времени пребывания при достаточно низкой скорости жидкости для оседания анодных шламов на дно отстойника.
4. Способ по п. 3, в котором со дна отстойника удаляют третий поток электролита, содержащий анодные шламы.
5. Способ по любому из пп. 1-4, в котором со дна электролитической ячейки удаляют второй поток электролита, содержащий анодные шламы.
6. Способ по любому из пп. 1-5, который включает рециркуляцию в электролитическую ячейку электролита, который был удален из электролитической ячейки.
7. Способ по п. 6, который включает удаление сливаемого потока электролита из рециркулирующего электролита для управления концентрацией накапливаемых в электролите соединений.
8. Способ по любому из пп. 1-7, в котором вводят дополнительные катионы меди в электролит в электролитической ячейке.
9. Способ по любому из пп. 1-8, в котором газ, который вводят в электролитическую ячейку, является воздухом.
10. Способ по любому из пп. 1-9, в котором газ вводят в электролитическую ячейку через газовый диффузор, предусмотренный ниже электродов и выше пространства, которое предусмотрено на дне электролитической ячейки для сбора слоя анодных шламов, причем предпочтительно газовый диффузор содержит выборочно перфорированные диффузорные трубки, соединенные с трубой подачи газа.
11. Способ по любому из пп. 1-10, в котором состав анода соответствует по меньшей мере одному, а предпочтительно всем следующим условиям:
содержит никель в диапазоне от 0,25 мас. % до 10,0 мас. %,
содержит свинец в диапазоне от 0,25 мас. % до 6,00 мас. %,
содержит олово в диапазоне от 0,25 мас. % до 6,00 мас. %,
содержит сурьму в диапазоне от 0,10 мас. % до 3,00 мас. %,
содержит висмут в диапазоне от 0,010 мас. % до 0,50 мас. %,
содержит по меньшей мере 0,0001 мас. % железа,
содержит цинк в диапазоне от 0,0010 мас. % до 0,50 мас. %,
содержит мышьяк в диапазоне от 0,005 мас. % до 0,40 мас. %,
содержит серебро в диапазоне от 0,0001 мас. % до 0,50 мас. % и
содержит кислород в диапазоне от 5 мас. млн-1 до 500 мас. млн-1.
12. Способ по любому из пп. 1-11, в котором анод получен из расплавленной жидкой металлической композиции, содержащей по меньшей мере 90,10 мас. % и самое большее 97 мас. % меди, остальное - другие элементы в качестве примесей, часть которых представляет собой:
по меньшей мере 0,1 мас. % никеля,
по меньшей мере 0,0001 мас. % и менее чем 1,00 мас. % железа,
по меньшей мере 250 мас. млн-1 и самое большее 3000 мас. млн-1 кислорода.
13. Способ по п. 12, в котором расплавленная жидкая металлическая композиция содержит в качестве части примесей по меньшей мере один, а более предпочтительно все следующие элементы:
по меньшей мере 0,10 мас. % и самое большее 3,00 мас. % сурьмы,
по меньшей мере 0,010 мас. % и самое большее 0,50 мас. % висмута,
самое большее 6,00 мас. % олова,
самое большее 6,00 мас. % свинца,
по меньшей мере 0,0001 мас. % и самое большее 0,50 мас. % серебра,
по меньшей мере 0,005 мас. % и самое большее 0,40 мас. % мышьяка,
по меньшей мере 0,001 мас. % и самое большее 0,100 мас. % серы и
самое большее 0,50 мас. % цинка.
14. Способ по любому из пп. 1-13, в котором электролит содержит по меньшей мере один, а предпочтительно все следующие компоненты:
медь в диапазоне 20-55 грамм/литр,
никель в диапазоне 25-90 грамм/литр,
серная кислота в диапазоне 130-200 грамм/литр,
олово в диапазоне 0,4-1,4 грамм/литр и
мышьяк в диапазоне 10·10-3 - 200·10-3 грамм/литр.
15. Расплавленная жидкая металлическая композиция, подходящая для литья анодов для осуществления способа по любому из пп. 1-14, причем композиция содержит по меньшей мере 90,10 мас. % и самое большее 97 мас. % меди, остальное – другие элементы в качестве примесей, часть которых представляет собой
по меньшей мере 0,1 мас. % никеля,
по меньшей мере 0,0001 мас. % и менее чем 1,00 мас. % железа и
по меньшей мере 250 мас. млн-1 и самое большее 3000 мас. млн-1 кислорода.
16. Расплавленная жидкая металлическая композиция по п. 15, которая содержит в качестве другой части примесей по меньшей мере один, а более предпочтительно все следующие элементы:
по меньшей мере 0,10 мас. % и самое большее 3,00 мас. % сурьмы,
по меньшей мере 0,010 мас. % и самое большее 0,50 мас. % висмута,
самое большее 6,00 мас. % олова,
самое большее 6,00 мас. % свинца,
по меньшей мере 0,0001 мас. % и самое большее 0,50 мас. % серебра,
по меньшей мере 0,005 мас. % и самое большее 0,40 мас. % мышьяка,
по меньшей мере 0,001 мас. % и самое большее 0,100 мас. % серы и
самое большее 0,50 мас. % цинка.
17. Расплавленная жидкая металлическая композиция по п. 15 или 16, которая имеет содержание кислорода, сниженное до значения, обеспечивающего диапазон его концентрации в составе упомянутого анода от 5 мас. млн-1 до 500 мас. млн-1.
| KZ 20030 B, 15.12.2010 | |||
| ЭЛЕКТРОЛИЗНАЯ БЛОК-СЕРИЯ ВАНН ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОГО РАФИНИРОВАНИЯ МЕДИ И СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО РАФИНИРОВАНИЯ МЕДИ | 2000 |
|
RU2187579C2 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО РАФИНИРОВАНИЯ МЕДИ | 1999 |
|
RU2152459C1 |
| US 3875041 A1, 01.04.1975 | |||
| CN 102418117 A, 18.04.2012 | |||
| Устройство для передачи грузов на суда в условиях качки | 1971 |
|
SU472850A1 |

