1
Изобретение отиосится к иорошковон металлургии, в частности к устройствам для получения норошков распылением расплавленных металлов.
Известна форсунка для распыления расплавленных металлов, включающая кориус с кольцевым для истечеппя металла, нричем ее центральный канал для иодачи расплава выполнен цилио Дрическим {.
Недостаток указанной форсунки состоит в юзможности зашлаковывания сопла и прекряН1епня процесса распылення.
Наиболее близкой к предлагаемому изобретению ио техиической сущности является форсунка для распыления расплавленных металлов, выключающая кориус с кольцевой щелью для подачи сжатого газа и ниппель с центральным каналом для подачи расплава, причем центральный капал ниппеля выполпе,- цилиндрическим 2.
К педостаткам данной форсупки относятся низкая степень диспергировап пя расплава п низкая .нроизводительиость процесса распылеиия, обусловленная зашлаков1 1ваиием центрального канала.
Иредложеппая форсунка отличается от извест юй тем, что, с целью повышения степени диспергирования расплава и ироизводнтельпости процесса распыления, ниппель снабжен тенлонзоляционпой набивкой и запи1тт1ым чехлом, а выходиая часть канала для нодачп расплава выполпепа в виде копуса с углом прн вершине, равным 10-60°.
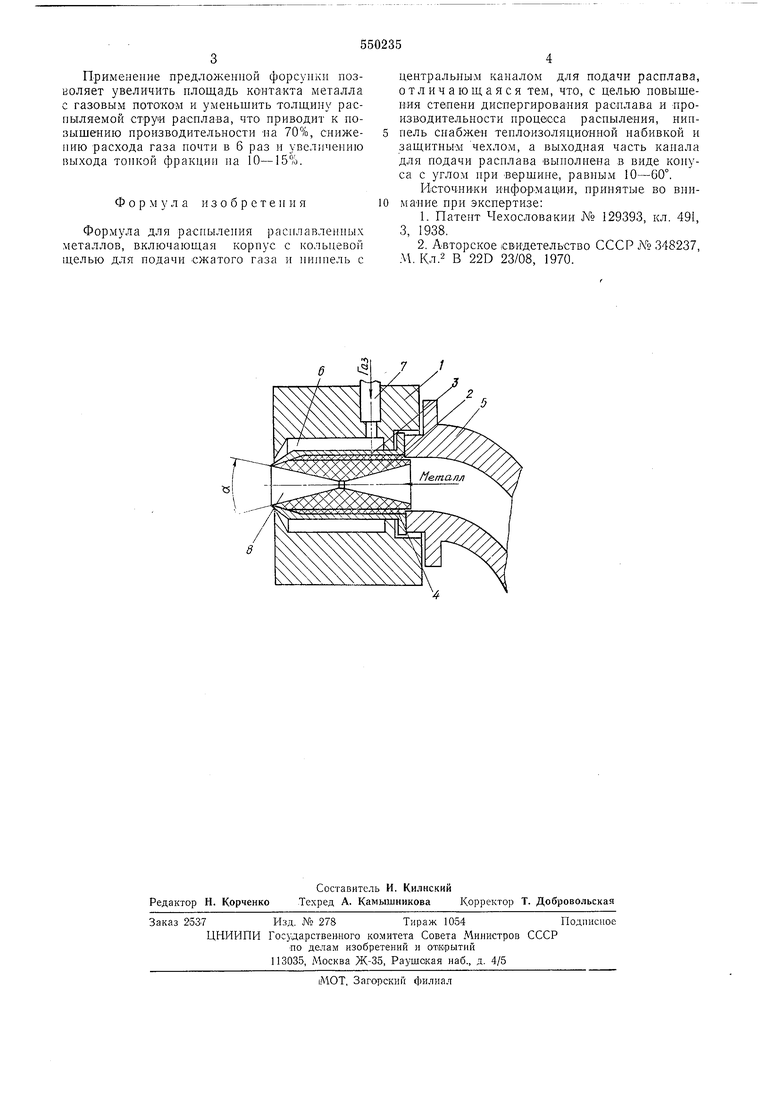
На чертеже схематически показапа описываемая форсупка.
Форсунка состоит из корпуса 1, ппипеля 2, пзготовлеппого, папрпмер, из талькохлорпта, чехла 3, выполпениого, например, из жаропрочной коррозиоппостойкой стали, теплоизоляционной пабивки 4 и трубопровода 5. Полость корпуса 1 п пиннель 2 образуют кольневую щель 6 для подачи сжатого газа от псточпика через патрубок 7 в корпусе форсупки. Выходная часть центрального капала 8 в Пнппеле 2 сделана в внде конуса с углом а при вершине, равным 10-60°. Набнвка BI Iполпепа пз асбестового волокна.
Форсунка работает следующим образом.
Через иатрубок 7 в кольцевую щель 6 ioдают сжатый газ под давлением 15-28 атп. Прп выходе газа из щели в выходной части капала 8 возникает разрежение (вакуум), которое вызывает принудительное иоступле)1не расплавленного металла по трубонроводу 5 в канал В. Расплавленный металл топким слоем растекается по копической повер.хпоспи БЫХОДгюй части капала и при контактироваипп с, потоком газа рас.ныляется иа частицы металла высокой дисперспости.
Применение предложенной форсунки позволяет увеличить площадь контакта металла с газовым потоком и уменьшить толш,ииу распыляемой струи расплава, что приводит к повышению производительности на 70%, снижению расхода газа почти в 6 раз и увеличению выхода тонкой фракции на 10-15%.
Формула изобретения
Формула для распыления расплавленных металлов, включаюш,ая корпус с кольцевой щелью для подачи сжатого газа и ниппель с
центральным каналом для подачи расплава, отличающаяся тем, что, с целью повышевия степени диспергирования расплава и производительности процесса распыления, ниппель снабжен тенлоизоляционной набивкой и защитным чехлом, а выходная часть канала для подачи раснлава выполнена в виде конуса с углом нрн вершине, равным 10-60°. Источники инфор-мации, принятые во внимание при экспертизе:
1.Патент Чехословакии № 129393, кл. 491, 3, 1938.
2.Авторское свидетельство СССР № 348237, . Кл.2 В 22D 23/08, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРСУНКА ДЛЯ РАСПЫЛЕНИЯ РАСПЛАВЛЕННЫХ МЕТАЛЛОВ | 2001 |
|
RU2218243C2 |
| ФОРСУНКА ДЛЯ РАСПЫЛЕНИЯ РАСПЛАВЛЕННЫХ МЕТАЛЛОВ | 2005 |
|
RU2283728C1 |
| ФОРСУНКА ДЛЯ РАСПЫЛЕНИЯ РАСПЛАВЛЕННЫХ МЕТАЛЛОВ | 2005 |
|
RU2296648C1 |
| ФОРСУНКА ДЛЯ РАСПЫЛЕНИЯ РАСПЛАВЛЕННЫХ МЕТАЛЛОВ | 2006 |
|
RU2321475C2 |
| ЭЖЕКЦИОННАЯ ФОРСУНКА ДЛЯ РАСПЫЛЕНИЯ РАСПЛАВОВ | 2013 |
|
RU2606674C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПОРОШКА МЕТАЛЛОВ И СПЛАВОВ | 2021 |
|
RU2778342C1 |
| ФОРСУНКА ДЛЯ РАСПЫЛЕНИЯ РАСПЛАВА | 1996 |
|
RU2093310C1 |
| ФОРСУНКА ДЛЯ РАСПЫЛЕНИЯ РАСПЛАВЛЕННЫХ МЕТАЛЛОВ | 2014 |
|
RU2554257C1 |
| СПОСОБ РАСПЫЛЕНИЯ РАСПЛАВЛЕННЫХ МЕТАЛЛОВ | 2012 |
|
RU2508964C1 |
| УСТРОЙСТВО ДЛЯ РАСПЫЛЕНИЯ РАСПЛАВЛЕННЫХ МЕТАЛЛОВ | 2013 |
|
RU2539512C1 |
7 /
