Изобретение относится к электроламповой промышленности и может быть использо1вано П1ри изготовлении электрических трубчатых накаливашия или газоразрядных лаМП.
Известен способ изготовления трубчатых электрических ламП с заштамловкой катодных узлов ИЛИ концов тела накала в концах трубки-колбы 1. По этому способу вначале .производят штеигелевание трубки-колбы, т. е. разогревают небольшую зону на трубке-колбе на расстоянии от ее iKOHUOB, большем длипы 301НЫ будуп,ей заштамшовки, продувают в этой зоне в стекле отверстие и соединяют герметично торец И1тенгеля и трубку-колбу так, чтобы отверстие в штеигеле сов-пало с -иродутым оТ1верстием и трубке--колбе. Затем в трубку-колбу, помс1цают катодный узел или собранное тело макала так, чтобы их .вакуумные (фольговые) вводы находились в концах трубки-колбы в зоне будущей штамнанки, подают через титеигель защитный газ, предварительпо закрыв пробкой (металлической) ОДИ1Н данец трубки-колбы, разогревают стекло другого конца трубки-1колбы до размягчения и штампуют его, т. е. плющат размягчениое стекло конца трубки-колбы до обжатия стеклом вакуумных вводов и герметичного соединения стекла .конца труб-ки-колбы. После этого открывают второй конец трубки-колбы, помещают в него вакуумнымн звеньями ка2
тодный узел или конец тела накала, разогревают его и штампуют, далее лампу (трубку- колбу с заштамповапными катодными узлами или телом накала) откачивают и нааюлняют через штенгель, носле чего разогревают, растягивают ii отпаивают штенгель у места его соединения с трубкой-колбой. В результате отпайки штепгеля на поверхности трубки- колбы остается часть штенгеля с герметнчмо за1плавленным концом («носиком), (выступающая за пределы диаметра трубхп- колбы. Таа как зоной штенгелевания была Ц1или др11ческая част| трубки-колбы, то остаток IHTCHгели всегда расположен на цилиндрической части трубки-колбы (ламны), увеличивая габар1ггы (диа.меГр) лампы, и затеняет часть излучения разряда пли тела накала, уменьп1аег излучающую часть лампы в o6Hi,eii ее дл.инс, снижая оветочехническИе характеристики ламП1), и ухуд1нает вне1Н11ий вид лампы.
Известен способ нзготовлепия трубчатых электрических лами, включающий в себя штенгелевание трубок- колб, размен енпе внутри колб катодных узлов или тел па.кала, штамповку концов трубОК- Колб, откачку и отпаиваиие штеигеля 2. Недостатком этого способа является расположение в торце зашта мпованной части трубюи-колбы остатка п:тепгеля, который выходит за пределы длпиы итампопаннои части ламиы, увеличивая ее
габариты (длину) и уменьшая излучающую часть лампы в общей ее длине. Кроме того, в заштамшованной части лампы имеется отверстие (полйсть) от непрощтампованного щтенгеля, которое образует так называемую «холодную зону , т. е. зону с температурой (значительно ниже температуры рабочего объема ламПы. В эту зону могут попадать и коняенсироваться ртуть и галогеннды, наполняющие внутренний объем ламлы, нарушая тем самым нормальный режим работы лампы.
Предлагаемый способ позволяет улучшить излучательмые характеристики ламп. Это достигается тем, что в трубку-колбу сначала помещают катодные узлы или тело , затем шта мпуют один конец трубки, после чего в образовавшейся 1При шта мповке зоне перехода цилиндрической части трубки к заштамповайной части осуществляют штеегелевание, затем штампуют другой аданец трубни-колбы, откачивают лампу отпаивают штенгель.
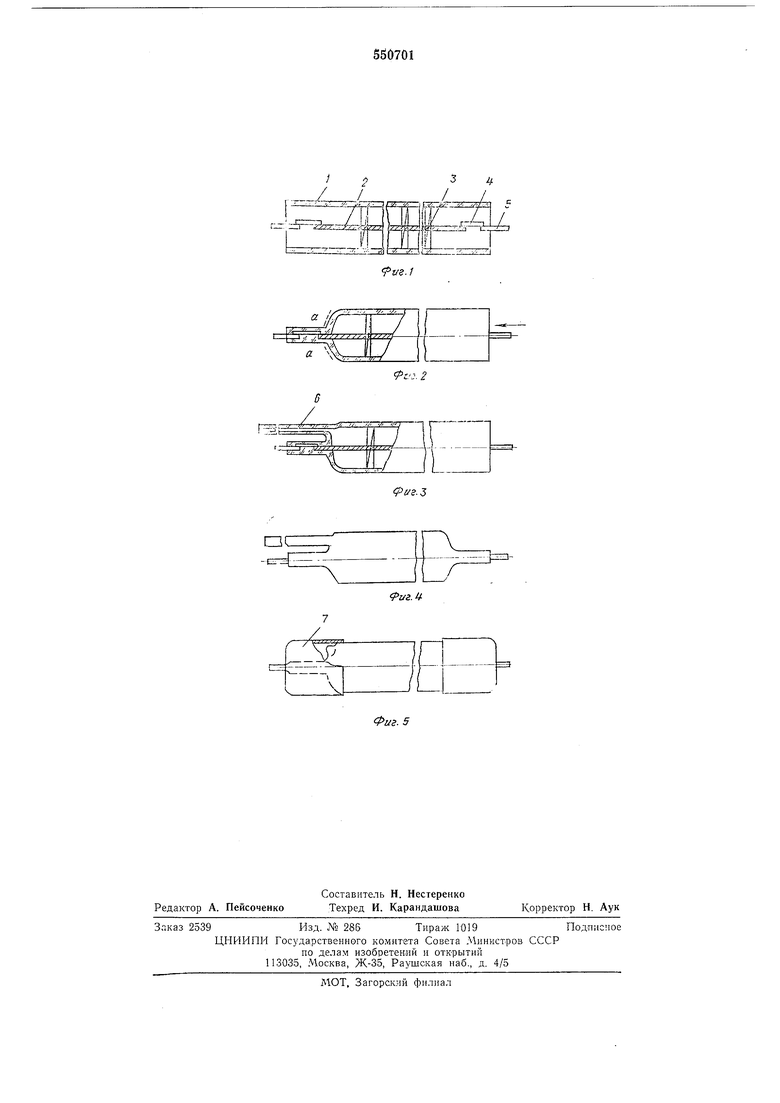
На фиг. 1-5 доказана последовательность операций изготовления трубчатых электрических- по описываемому способу.
В трубку-колбу I загружают тело накала 2, содержащее спираль с поддержками 3, вакуумные вводы 4 и внешние выводы 5. Через один конец трубки-;колбы 1 лодают зашитный газ, разогревают стекло другого ко-нца трубки- колбы до размягчения и шта мпуют его. В образовавшейся при штамловке зоне пе рехода трубки-колбы 1 от цилиндрической к заштамлаванной части (зоне а) продувают отверстие и соединяют штенгель 6 с трубкой- колбой 1. Затем через щтеигель в трубку- колбу 1 подают защитный газ, разогревают стекло второго конца трубки- колбы до размягчения и штампуют его. После этого штенгель 6 откачивают и наполняют , затем разогревают, растягивают и отпаивают щтепгель у зоны его штенгелеваяия.
На фиг. 5 приведен вариант выполнения трубчатой лампы с цилиидрическими цоколями на ее концах. Внутренний диаметр цоколя 7 примерно равен наружному диаметру трубки-1колбы 1у а длина цоколя позволяет расположить - его на конце трубки-кол1бы так, что остаток штенгеля находится внутри цоколя, тем самым улучшается внешний вид лам1пы.
В связи с тем, что остаток штенгеля находится в зоне перехода трубки-колбы от цилиндрической части к заштампованной, то он, во-первых, не выступает за пределы диаметра трубки-нколбы, т. е. Не увеличивает габариты
ламиы, и, во-вторых, не уменьшает излучающую часть ламПы в общей ее длине, не затеняет излучение разряда или тела накала.
Формула изобретения
Способ изготовления трубчатых электрических ламп, включающий в себя штеигелевание трубок-колб, размещение внутри колб катодных узлов или тел накала, штамповку концов
трубок-колб, откачку и отпаивание штенгеля, о т ЛИ ч а ю ЩИ йс я тем, что, с целью улучшения излучательных характеристик ламп, в трубку- колбу сначала помещают катодные узлы или тело накала, затем штампуют один
конец трубки, после чего в образовавшейся при штамповке зоне перехода цилиндрической части трубки к заштамповаиной части осуществляют штенгелевание, затем штампуют другой конец трубки-(Колбы, откачивают лампу
н отпаивают штенгель.
Источники информации, принятые во внимание нри экспертизе:
1.В. В. Федоров «Производство люминесцентных ламп, ргзд. «Энергия, М., 1969,
с. 97-123.
2.Патент США № 3301623, кл. 316-21, 1967 (прототип).
г.- 3sz.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления электрической лампы | 1987 |
|
SU1415273A1 |
| Способ закрепления в трубчатой лампе накаливания держателя моноспирального тела | 1967 |
|
SU304877A1 |
| Способ изготовления электрической лампы высокой интенсивности | 1978 |
|
SU907634A1 |
| Способ изготовления сверхминиатюрных ламп из цветного стекла и устройство для его осуществления | 1982 |
|
SU1098051A1 |
| Способ изготовления газополных электрических ламп | 1987 |
|
SU1534556A1 |
| Способ изготовления вакуумных кварцевых ламп накаливания | 1981 |
|
SU974461A1 |
| Способ юстировки тела накала лампы накаливания | 1977 |
|
SU744787A1 |
| Газоразрядная безэлектродная высокочастотная лампа и способ ее изготовления | 1989 |
|
SU1697141A1 |
| ТРУБЧАТАЯ ЛАМПА НАКАЛИВАНИЯ | 1969 |
|
SU247407A1 |
| Способ термообработки галогенных ламп накаливания | 1981 |
|
SU997138A1 |