СЛ
СО
//, // / 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления электрических трубчатых ламп | 1973 |
|
SU550701A1 |
| Автомат для откачки и наполнения ламп накаливания с кварцевой оболочкой | 1981 |
|
SU1014070A1 |
| Устройство для автоматической сборки нецоколеванных миниатюрных ламп накаливания | 1958 |
|
SU121512A1 |
| Способ закрепления в трубчатой лампе накаливания держателя моноспирального тела | 1967 |
|
SU304877A1 |
| Способ изготовления сверхминиатюрных ламп из цветного стекла и устройство для его осуществления | 1982 |
|
SU1098051A1 |
| Способ изготовления сверхминиатюрных ламп накаливания | 1973 |
|
SU498664A1 |
| Способ изготовления вакуумных пьезоэлектрических резонаторов | 1989 |
|
SU1714788A1 |
| Газоразрядная безэлектродная высокочастотная лампа и способ ее изготовления | 1988 |
|
SU1571697A1 |
| Автомат для откачки и наполнения ламп накаливания | 1987 |
|
SU1504691A1 |
| Способ штенгелевки газоразрядных ламп | 1990 |
|
SU1723600A1 |
Изобретение относится к электроте.х- |1ической промышленности и может быть использовано нри изготовлении источников света. Целью изобретения является увеличение вы.чода годных изделий. Па стеклянном штенгеле I разогревают небольн1ую зону, производят сжатие штенгеля с торнов но его оси. В результате образуется утолщение Н1тенгеля - юбка 3. В стенке колбы вают отверстие 5, куда вставляют штенге.чь е утолщением, и нроизводят его сварку с колбой. После монтажа внутренни.х деталей лампы производят зап1тамповку колбы, откачку, наполнение и отпайку штенгеля. Увеличенная толщина формованной части Н1тен- геля повьпнает качество и надежность герметизации его с колбой, что увеличивает выход годны.х изделий. Кроме того, возможно использование внутренней части 1нтен- геля в качестве конструктивного элемента, например, для размещения в нем геттера, различнр)ГХ узлов крепления и т.д. 1 з.н. Ф-.1Ы, 7 ил. (Л
Фиг.
141
Изобретение относится к электротехнической промышленности и может быть использовано в производстве электрических л а м п.
Целью изобретения является увеличение выхода годных изделий.
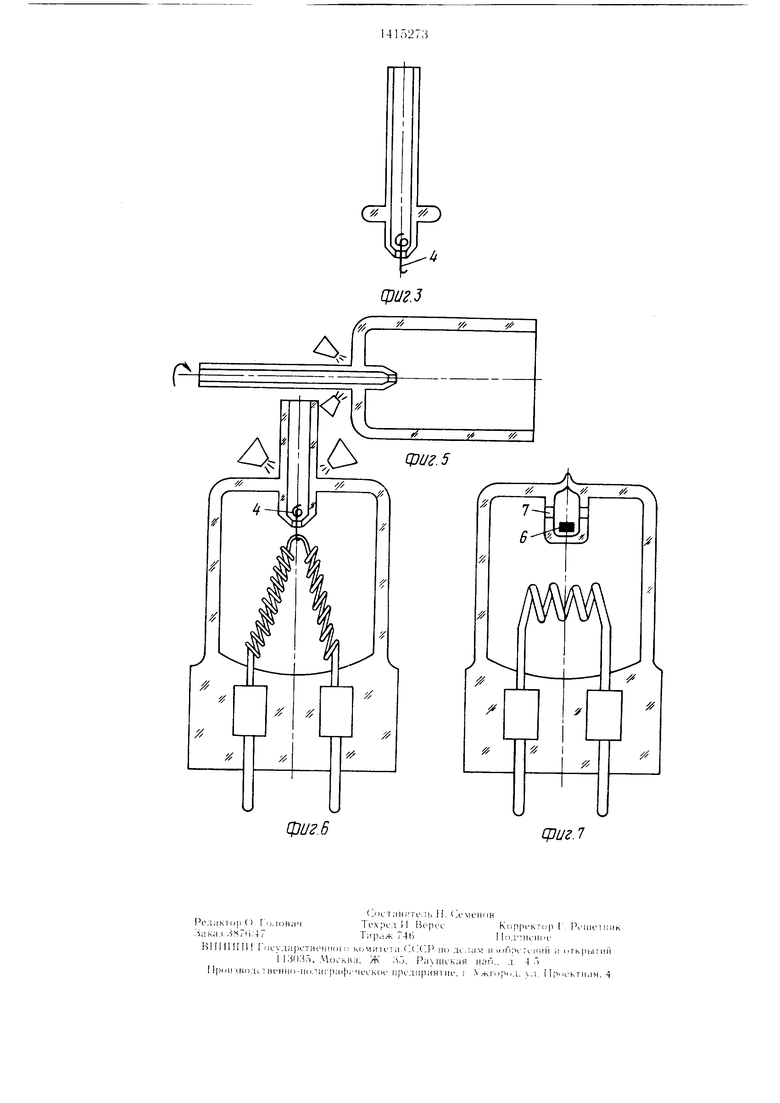
На фиг. 1 показан разогрев части штенгеля; на фиг. 2 - формовка штенгеля; на фиг. 3 - монтаж узла крепления; на фиг. 4 - размещение штенгеля в отверстия колбы, на фиг. 5 - сварка штенгеля с колбой; на фиг. 6 - отпайка штенгеля; на фиг. 7 - вариант готовой лампы с размеш,е- нием геттера.
На фиг. 1-6 обозначены трубка штенгеля 1, зона 2 нагрева, юбка 3 Н1тенгеля, узел 4 крепления и отверстие 5 в колбе.
В части штенгеля может быть размешен геттер 6, а штенгель имеет отверстия 7 для откачки (фиг. 7).
Ламну изготавливают следуюши.м образом .
На штенгеле 1 разогревают небольшую зону 2. Сдавливая но оси штенгеля его торцы друг к другу, образовывают в разогретой зоне юбку 3 (фиг. 2), после чего можно монтировать узел крепления, например, в виде крючка 4 (фиг. 3). В стенке колбы разогревают зону будущего щтенгелевания и продувают в пей отверстие 5, через которое размешается часть щтенгеля (фиг. 4). Разогревая пламенем горелки стенки отверстия .в колбе и юбке на Н1тенгеле герметично заваривают п1Т(. пгель с колбой (фиг. 5).
В П1тепгелеванной колбе размещают монтаж, закрепляют на поддержке, вставленно по внутренний пггепгелеванный конец, разо
5
1
п
2
гревают горелками стекло колбы в зоне вакуумного звена до размягчения и обжимают его. Носле этого лампу откачивают, наполняют газовой смесью и отпаивают штенгель (фиг. 6).
Предлагаемый способ позволяет осуществить штенгелевание трубчатой колбы с использованием части щтенгеля как детали внутри лампы, например, для дополнительного крепления тела накала или для размещения геттера, а также для других це.г:ей. Указанная формовка щтенгеля позволяет за счет увеличения толщины его стенок повысить качество и надежность герметизации штенгеля с колбой ла.мпы, что увеличивает выход годных изделий. Кроме того, предлагаемый способ позволяет использовать внутреннюю часть штенгеля как конструктивный элемент, нанример, для разме- П1ения в нем узла крепления тела накала геттера и т.д.
0
5
0
5
0
Формула изобретения
. Способ изготовления электрической лампы, включаюший нагрев части п тенге. 1я и его формовку с последующей приваркой в месте формовки к колбе, размещение монтажа внутри колбы, ее заштамповку. откачку, наполнение и отпайку П1тепгеля, отличающийся тем, что, с целью уве.кичения выхода годных изделий, формовку и приварку штенгеля к колбе осуп1ествляют па расстоянии, удаленном от его конца, устанавливаемого внутри колбы.
а п
.J
фиг.г
.з
| Фероров В | |||
| В | |||
| Производство машино- сцепны.ч ла.мп | |||
| - М.: Энергия, 1969, с | |||
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
