Изобретение относится к радиоэлектронной промышленности и может быть использовано в нроизводстве гиперболоидных гнезд малогабаритных штепсельных разъемов, контактируюпдую поверхность которых образуют проволочки, установленные под углом к образующей цилиндрического гнезда. Известен способ изготовления гиперболоидных гнезд, при котором нроволоку, предназначенную для изготовления контактных элементов гнезда, разрезают на заготовки, каждую такую заготовку-нроволочку устанавливают в прорези, выполненные в двух параллельно расположенных полосах, копцы каждой из указанных нолос соединяют до образования кольца, после чего одно из колец вместе с закрепленными в нем проволочками поворачивают относительно другого 1. Однако при таком способе необходима разделка проволоки на мерные отрезки и поэлементная подача их, что усложняет нроцесс изготовления гнезд. Известен также способ изготовления гнперболоидных гнезд, при котором проволоку разрезают на отдельные проволочные элементы, концы которых закрепляют на наружной поверхности двух параллельно установленных колец, после чего одно из колец новорачивают относительно другого 2. Этот способ тоже требует разделки проволоки на мерные отрезки и поэлементной подачн их. Наиболее близким к изобретению на технической сущности является способ изготовления гиперболоидных гнезд щтепсельных разъемов, выключающий в себя устано вку проволочных контактных элементов на внутренней поверхностн цилиндрической обоймы наклонно к ее образующей и закрепление этих элементов с наружной стороны обоймы 3. Ири изготовлении гнезд по такому способу проволоку, предназначенную для изготовления контактных элементов гнезда, разрезают иа нроволочные элементы,каждый из которых уетанавливают иа внутренней поверхности }, обоймы концы проволочного элемента загибают вокруг торцов обоймы на ее наружную поверхность и фиксируют в этом ноложенни (например, пайкой или обжимными элементами). Недостатком этого снособа является сложность процесса, поскольку он требует резки проволоки на отдельные нроволочные контактные элементы, ноэлементпой подачи последних и гибки концов проволочных элементов. Предлагаемый способ позволяет упростить нроцесс изготовления гнезд. Это достигается тем, что установку проволочных ко)тактных элементов производят путем спиральной намотки проволоки на стенку обоймы.
При этом после закрепления проволочных контактных элементов нерабочие части витков спиральной намотки, расположенные па наружной поверхности стенкп, могут быть удалены.
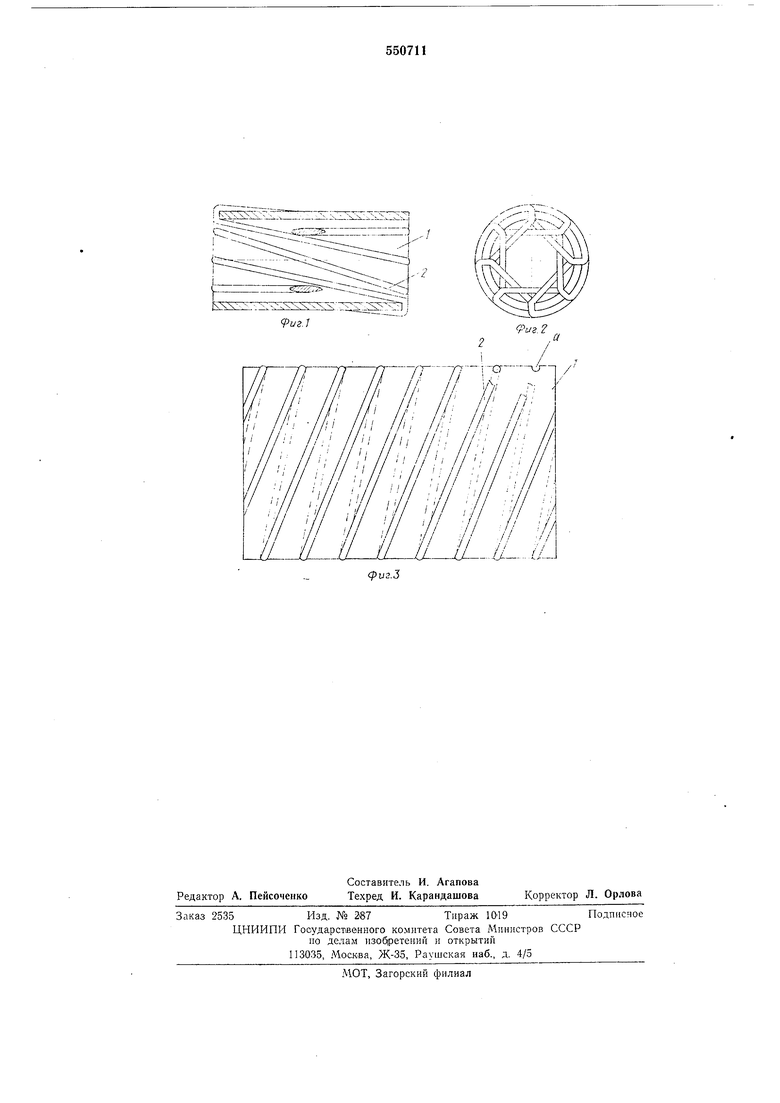
На фиг. 1 изображено гинерболоидное гнездо, изготовленное по описывае.мому способу, продольный разрез; на фиг. 2 - то же, внд с торца; на фиг. 3 - развертка обоймы с навитой на нее проволокой.
Способ осуш,ествляют следующим образом.
Обойма / представляет собой цилиндрическую тонкостенную металлическую трубку, на торцах которой для фиксации шага намотки нроволоки 2 вынолнены равномерно расположенные по окружности назы а. Глубина и ширина пазов а должны быть не менее днаметра нроволоки.
На степку обоймы по спнрали наматывают проволоку 2 так, чтобы полувиток, паходяш,ийся внутри трубки, укладываясь в предназиаченные для него пазы а, располагался под углом к образуюш,ей трубки. Начало и конец нроволоки скрепляют между собой (или с обоймой) снаружи трубки.
Намотанные таки.ч образом витки спирали скрепляют с обоймой 1 по торцам или па наружной поверхности последней путем, например, окунания торцов обоймы в расплавленный припой либо при помоши зажи.миых элементов, обхватываюш.их обойму но окружности. После этого при необходимости лишнюю проволоку с наружной поверхиости трубчатого элемепта срезают,
Несмотря на некоторое увеличение расхода контактной проволоки, предлагаемый способ изготовления гиперболоидных гнезд позволяет сравнительно просто механизировать н автоматизировать нроцесс, используя для навивКн лроволоки примеияюш,иеся, например, для намотки тороидальных катушек устройства, что значительно повышает производительность.
10
Фор м у л а изобретения
1.Способ изготовления гинерболоидных гнезд штепсельных разъемов, включаюш,ий в
себя установку проволочных контактных элементов па внутренней но1верхности цилиндрической обоймы наклонно к ее образуюп.1,ей н закренление этих элементов с наружной стороны обой.мы, от л и ч а юш, и йс я тем, что, с
целью упрош,ения процесса, установку проволочных контактных элементов пропзводят путем спиральной намотки проволОКи на стенку обоймы.
2.Снособ но н. 1, о т л н ч а ю ш и и с я тем, что после закрепления проволочных контактных элементов нерабочие частн витков спнральной намотки, расположенные на наружной поверхности стенки, удаляют.
Источники информ-ации, принятые во внимание при экспертизе: 1. Патент ГДР № 25507, кл. 21с 22, 1961.
2.Патент ГДР JY 22956, кл. 21с 22, 1959.
3.М. М. Джапи-Заде, В. С. Савченко «Штенсельпые разъемы, М., «Советское радно, 1969, с. 31-32.
9игЛ
9иг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИПЕРБОЛОИДНОЕ ГНЕЗДО | 2002 |
|
RU2248651C2 |
| ГИПЕРБОЛОИДНОЕ КОНТАКТНОЕ ГНЕЗДО | 2015 |
|
RU2605612C1 |
| Щеточное уплотнение и способ его изготовления | 2023 |
|
RU2805714C1 |
| Гиперболоидное гнездо | 1985 |
|
SU1354299A1 |
| Гиперболоидное гнездо СВЧ-разъема | 1985 |
|
SU1359824A1 |
| ЩЕТОЧНОЕ УПЛОТНЕНИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2594835C2 |
| ПРОВОЛОКОПРОТЯЖНЫЙ МЕХАНИЗМ | 1970 |
|
SU275447A1 |
| Устройство для изготовления гиперболоидных контактных узлов Карташева В.В. | 1987 |
|
SU1554058A1 |
| Устройство для изготовления проволочных резисторов с аксиальными выводами | 1973 |
|
SU558310A1 |
| Электрический разъем | 1981 |
|
SU1042094A1 |