ни 6 шестеренной клети I иривоц51тся BI вращение валки 3 н-австречу движению заготовки 11, производится обжатие переднего конца в секторах А. Прк враш.епии валки 3 обжимают конец заготовки и одновременно вы- талкивают заготовку из клети 2, Во BpeivtH обжатия переднего конца производится опускшше упора 9. После обжатия, переднего кон ца валки продолжают вращаться, и при крайнем левом положении поршня гидрошшиндра 4 профилированные сектора С-Д валков 3, симметрично секторам А-В, вновь образуют профиль больший, чем сечение заготовки, и заготовка 11 по рольгангу 1 свободно проходит между валками 3 клети 2. Как тол ко задний конец заготовки 11 пройдет за yoiipaioauiKCfl упор 10. пронзводьтся подъем упора и переключение рольганга 1 иа обраТ 11ОО движение зэгатовкн 11, В момемт прижатия заднего конпы заготовки 11 к упору 10 включается г.идродилиядр 4 на движени.е поршня вправо, при этом валки 3; вращаясь в обрабо1ком жшравлении (в направлении дз жения заготовки к прокатному стану), обжимают задний конец заготовки в профилировапных секторах Д, Во время обжатия зад него конца заготовки 11 вновь производится переключение рольганга 1 на движение заготовки 11 к прокатному стану и опускание упораЮ. По окончашш обжатия заднего конца заготовка 11 вытолкнутая из клети 2, продолжает двил-сение к: прокатному стану. После того, как задний конец заготовки прой дет за упор 9j производится подъем упора 9, а валки 3 при крайнем правом положении поршня гидроцилиндрй 4 вновь занимают исходное полске.чие. Пг/сле износа профилированных секторов А и Д производится их схема на сектора им симметричные, для этого валки 3 необходимо повернуть относительно осей вращения шестерен 6 шестеренной клети 7 на угол равный 360°, деленный на число пар симметричных профилированных секторохз, выполненных на валках 3. Ча фиг. 2 изображены валки, имеющие по дье пары профилированных секторов А-В и С-Д, следовательно в данном слггч&е валки 3 необходимо повернуть на рабочими станут сектора С и В, Валкп заменяют после износа всех пар профилированных секторов. Предлагаемое устройство может быть применено при автоматическом цикле проката на установках с автоматическими прокатными станами, где но технологии требуется обжатие обоих концов заготовок с получением концов клиновидного профиля. Форумла изобретения Устройство для обжатия концов ааготоьок перед прокаткой, содержащее профилироЕанные поворотные сектора, отличающееся тем что, с :.елью сокращения времени при обжатии обоих концов заготовок, оно выполнено в виде синхронизированных между собой валков, на которых выпо шены ручьи в форме, по меньшей мере, одной пары профилированных секторов, размещенных симметрично относительно оси вглка.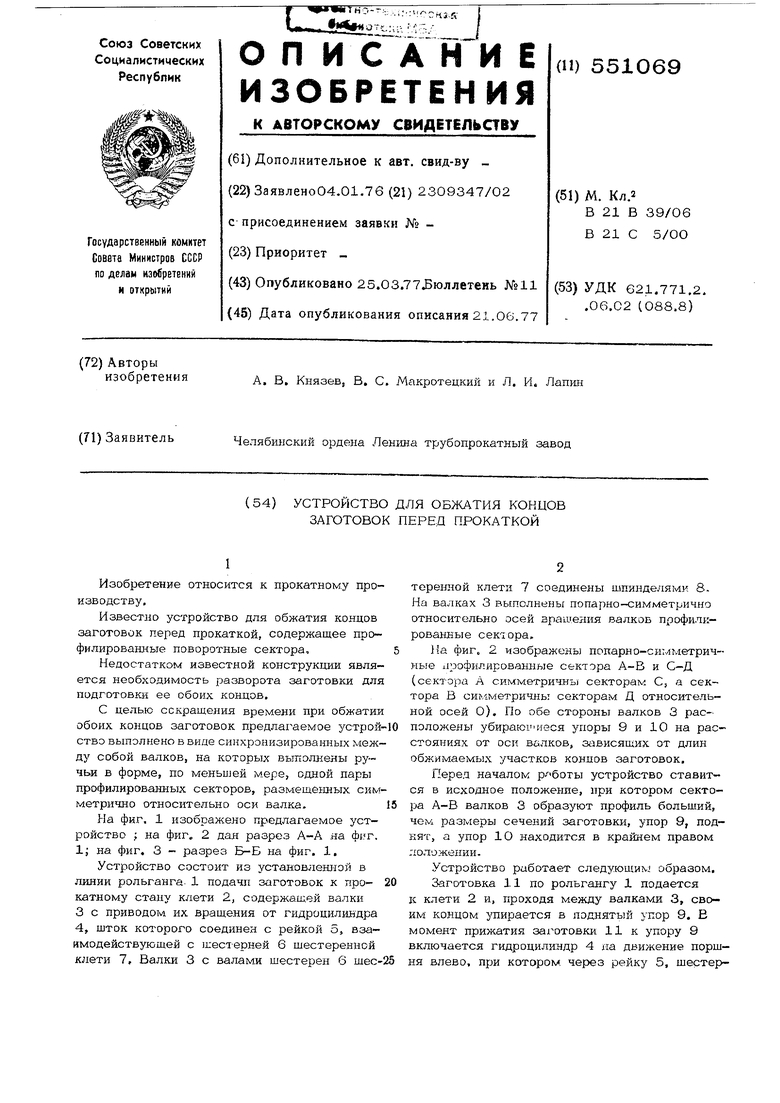
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ горячей прокатки полос и устройство для формирования профильных выступов на торцах заготовок | 1982 |
|
SU1080889A1 |
| Способ горячей прокатки полос и листов | 1986 |
|
SU1509142A1 |
| СПОСОБ ПОЛОСОВОЙ ГОРЯЧЕЙ ПРОКАТКИ И ШИРОКОПОЛОСОВОЙ СТАН ГОРЯЧЕЙ ПРОКАТКИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2154538C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ПОЛОСЫ И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2078625C1 |
| СПОСОБ ЛИСТОВОЙ ПРОКАТКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2004 |
|
RU2277022C1 |
| СТАН ШАГОВОЙ ПРОКАТКИ | 2001 |
|
RU2198044C1 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| СПОСОБ ПРОИЗВОДСТВА ЗАГОТОВОК НА ПРОКАТНЫХ СТАНАХ | 2012 |
|
RU2525954C2 |
| ПОЛУНЕПРЕРЫВНЫЙ ПРОКАТНЫЙ СТАН | 2009 |
|
RU2410172C1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
.1 /I
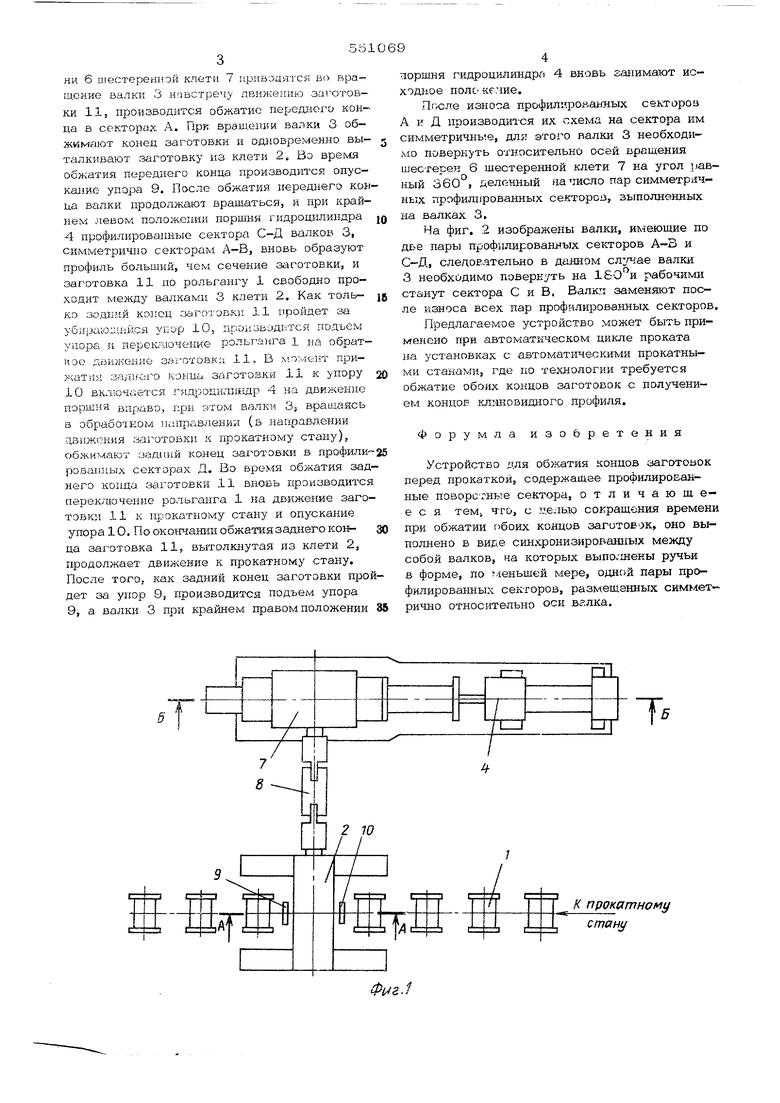
.2 А
