Изобретение относится к прокатному производству и может быть использовано при прокйтке листов и полос На толстолистовых и широкополосных станах.
Известен способ горячей прокатки полос, в котором перед подачей заготовки в стан осуществляют предварительную обработку ее головной час ти в виде шевронного выступа для снижения динамических нагрузок в момент захвата заготовки l) ,
Однако шевронная конфигурация конца заготовки не является оптимальной в части снижения динамических нагрузок, при этом после первого обжатия заготовки клиновидность переднего конца устраняется, и для снижения ударных нагрузок захвата в последующих клетях стана необходи ма повторная обработка переднего конца.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ горчей прокатки полос, включающий нагрев заготовки, формирование на торцовой части заготовки профильного внступа, симметричного относительнопродольной оси, и последующую прокатку в линии непрерывного стана 2)
Однако известный способ прокатки Приводит к систематическому образованию удлиненного выступа на заднем торце заготовки в два-три раза большего, чем на переднем. При повышенных обжатиях в последующих кле-. тях, что имеет место в реальных условиях прокатки полос определенного сортамента,профильный выступ на заднем торце заготовки не устраняется, что в конечном итоге приводит .к увеличению отхода металла в обрезь на ножницах перед чистовой группой кЛетей непрерывного стана. Вместе с тем, в большинстве случаев нет необходимости в формировании выступа на заднем конце заготовки. Ввиду того, что средняя часть широких траней подвергается большими обжатиями по сравнению с боковыми участками, концевые части заготовки получают дополнительное уширение, тем большее, чем больше разность обжатий.
Наличие дополнительного уширения ухудшает захват заготовки вертикальными валками при последующей прокатке в черновой группе стана, а повышенные обжатия в средней части способствуют вдавливанию окалины в металл, что приводит к браку готовой продукции.
Известно устройство для формирования профильных выступов на торцах эаготбвок, установленное в линии непрерывного стана, состоящее из повб1х)тных профилированных секторов PJ .
После выхода из предыдущей прока HoPi клети заготовку подают в, профилированные секторы. Последние обжимают передний конец заготовки, в результате чего формируется профилированный по толщине заготбвки передний торец.
В случае калибровки сегментов с параметрами, необходимыми для деформации переднего конца согласно предлагаемому способу, формирование профильных торцов заготовки практически не происходит. Это объясняется тем, что заготовка подается в непригодные секторы с усилием, равным усилию выталкивания ее из предыдущей клети. При этом в секторах происходит прокатка с подпором, которая характеризуется практически полным отставанием металла относительно валков, и течение ме,талла происходит в сторону, противоположную направлению движени заготовки.
Наиболее близким к предлагаемому по технической сущности является устройство, содержащее эксцентричные валки 4 .
Однако известное устройство не позволяет формировать на концевых частях заготовок заданной геометрии профилированных выступов, а при обжатии концевых частей заготовок происходит их.уширение, что приводит к дополнительным затратам энергоресурсов.
Целью изобретения является снижение энергетических затрат путем исключения уширения торцов заготовок при формировании выступов и обеспечение возможности регулирования размерами и формой выступов на заготовках всего сортамента.
Поставленная цель достигается тем, что согласно способу горячей прокатки полос, включающему нагрев заготовки, формирование на торцовой части заготовки в направлении про- катки профильного выступа, симметричного относительно продольной.оси и последующую прокатку в линии непрерывного стана, выступы формируют путем частичного обжатия широких граней с величиной наибольшего обжатия 0,1-0,4 исходной толщины заготовки, причем ширину деформируемой зоны принимают равной 0,25-0,75 ширины заготовки, а ее длину определяют по следующему математическому выражению:
,
где а 100-200
Uq, - длина профильного выступа,
,мл
I - длина деформируемой зоны, мм.
В устройстве, содержащем эксцентричные валки, каждый валок выполнен с выпуклостью, равной 1,0-2,0)- 10 величины диаметра валка, и эксцентриситетом 0,5-1,0 выпуклости..
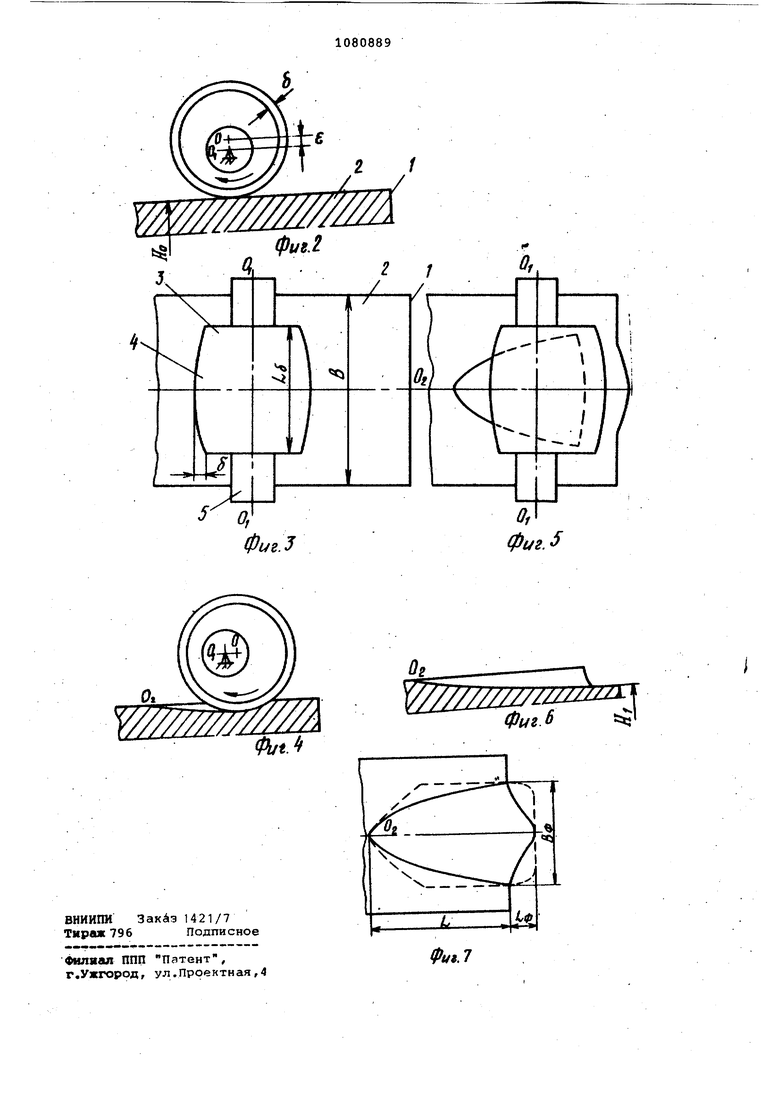
На фиг. 1 изображена заготовка с профильными выступами, общий вид сверхуJ на фиг. 2 - верхний валок устройства и исходное положение заготовки перед формированием выступаj на фиг. 3 - то же, вид сверху на фиг. 4 и 5 - верхний валок устройства в процессе формирования выступа на заготовке;, на фиг. 6 и 7 - конфигурация профилированного выступа. Способ для формирования профилированного выступа 1 на переднем торце заготовка 2 осуществляется с по мощью устройства, содержащего два горизонтальных валка 3с выпуклой бочкой 4, выполненной эксцентрично относительно оси 0 опорных шеек.
Валки 3 устройства устанавливают в исходное положение (фиг. 2 и 3, чтобы раствор между валками при заанном положении нажимного устройства был наибольшим и равным исходной толщине HQ заготовки 2. Задаются требуемой величиной Lq, фигурного выступа , и по зависимости I// Я тПГф, где а 100...200 MMl, определяют лину U деформируемой зоны. Представленная зависимость получен а из условия равенства объема металла еформированной зоны и фигурного выступа торца заго овки. При опредеении длины деформируемой зоны предпочтительно пользоваться аналитическим выражением для коэффициента
: - , . . :
. - ,T5uDHoKS4ei ,
где,Н5-.- исходная толщина заготовки} 8иЕ - выпуклость и зксцентри-j ситет бочки валка относи тельнр оси опорных шеек валка;
D - средний диаметр бочки вал.ка;
t 3,14.
Затем нагретую заготовку 2 шириной В с прямым передним торцом по рольгангу- пропускают между валками на расстояние L от вертикальной / плоскости, в которой лежат оси Of еек 5 валков 3 (фиг. 2 и 3). Привоят во вращение валки. 3 навстречу направлению прокатки (фиг; 4 и 5) i При этом передний конец заготовки обжимается. За счет выпуклости и эксцентриситета бочки вращакхцихся валков толщина плоской заготовки доль ее оси на расстЬянйи U уменьается от первоначального значения H(j до некоторого значения Н, f Ко , ширина деформируемой зоны плавно озрастает от нуля (точка Oj/-фиг.4 51 до величины 8,р (фиг. 1 и 7) .
Ввиду выпуклости, бочки одновременно с увеличением обжатия по толщине возврастает площадь контакта валка с заготовкой. Благодаря совместному воздействию выпуклости бочки валка И 5 и ее эксцентриситета деформируемый объем металла смещается в направлении переднего конца заготовки, образуя при этом фигурный в плане торец (фиг. б и 7). Ширина Вq выступа
C фигурного орца равна длине бочки валка Ь g .
После формирования переднего торца заготовки 2 валки 3 устанавливают в исходное положение (фиг. 2). Что5 бы сформировать задний торец заготовки, ее по рольгангу подают вперед . до тех пор, пока в валках не останется задний конец заготовки длиной L , величина которого определяQ ется аналогичным образом как и для передней части заготовки с учетом требуемого значения величины фигурного выступа для заднего торца. Приводят во вращение валки в направ5 лении прокатки и аналогичным образом формируют задний торец заготовки, которуюзатем подают к рабочим .клетям.
Наличие выпуклых и утоненных
торцов заготовки способствует улучшению захвата металла валками и снижению ударных нагрузок при последующей прокалке. Сформированные выпуклые торцы заготовки при прокатке в каждой последующей клети сох раняются, при этом величина их выступа увеличивается пропорционально коэффициенту вытяжки. В связи с этим применение предложенных способа и устройства ооеспечивает указанный
0 положительный эффект во всех клетях непрерывного листопрокатного стана.
Для снижения ударных нагрузок необходимо формировать величину профилированного выступа, равную 50 5 150 мм. При существующих диаметрах бочки рабочих валков черновых клетей широкополосных станов, лежащих в пределах.900-1200 мм, величина выпуклости бочки, равная 1,0-10
Q их диаметра, позволяет получить наименьшую необходимую величину выступа фигурных торцов (50 мм). При величине вьтуклости, большей 2,010 диаметра бочки, образуется величина
е выступа больше 150 мм, при которой обрезь металла превышает нормативные расходы.
. .
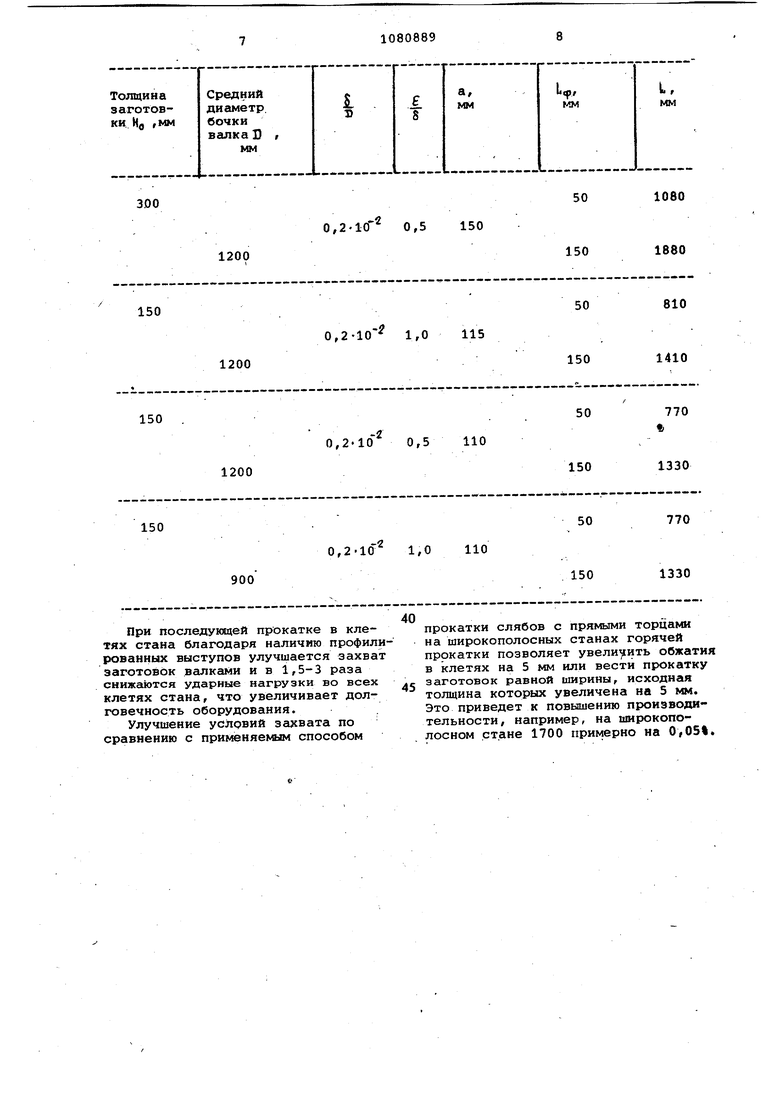
Наиболее целесообразным значением эксцентриситета с точки эреО ния получения оптимальной формы торцов является € 0,5-1,0 величины выпуклости S . Только при выполне. НИИ этого условия возможно осуществление плавной деформации сдвигае 5 мого объема мет;алла с постепенным увеличением ширины деформируемой зоны от нуля (точка Oj, фиг. 4 к 1у до значения ширины 8 непосредстве но на торце. В противном случае (g К) протяженность зоны деформации заготовки по ширине, равной всей длине валка, и площадь контак металла с валками значительно возрастают, и на переднем торце вмест плавного образуется менее эффектив ный с точки зрения снижения ударны нагрузок ступенчатый выступ (пункт ные линии на фиг. 7). Кроме того, в значительной мере начинает проявляться уширение концов заготов1 и При малом значении экс 1ентриси ет (t 0,55) эффективность формировЪ ния торцов рюзко снижается, в част ности, при указанных размерах бочки валков не образуется величина выступа более 50 мм. Длина бочки, равная 0,25-0,75 ширины В прокатываемой заготовки, обеспечивает наиболее эффективное снижение ударных нагрузок.. При длине бочки US , равной менее 0,25 ширины заготовки, на торцах образуется только узкий выступ, который при прокатке в последукж-их клетях сильно утоняется и приводит к застреванию переднего конца раската на транспортном рольганге. При длине бочки более 0,75 ширины заготовки образуются очень широкие выступы, при этом эффект снижения ударных нагрузок существенно падает, и, кро ме того, появляется значительное уш рение концов заготовки. Поскольку в станах горячей прокатки наибольшие абсолютные ударные нагрузки возникают при захвате и выбросе широких заготовок (слябов) и именно при их прокатке необходимо в наибольшей степени снижать удары длину бочки необходимо принимать равной 0,25-0,30 наибольшей ширины заготовок из прокатываемого на стане сортамента. В этом случае по отношению к узким заготовкам длина бочки составит 0,6-0,7 их ширины, что еще допустимо. Пределы изменения коэффициента а 100-200 мм определены с учетом диапазона изменения параметров S €, D .и HO. Пример. Устройство для осуществления способа представляет собой клеть с двумя кинематически свя занными валками с выпуклой бочкой, выполненной эксцентрично относитель но оси опорных шеек. Диаметр бочки рабочих валков D составляет 1000 мм. Величина выпуклости равна 8 1,5-10 х 1000 15-мм, эксцентриситет 1,0 х ХТ5 мм.Ширинапрокатываемого сортамента заготовок (слябов составляет 1000-1450 мм. Длина бочки выбрана равной 1.8 0,3 X 1450 450 мм. Ширина заготовки равна В 1300 NW, ее исходная толщина HO 250 над. Требуется сформировать передний торец заготовки сляба с величиной профилированного выступа Lq) 70 мм. С учетом принятых параметров устройства (6/ Е и D)i и исходной толишны заготовки Hjj по приведенным формулам определяем i коэффициент а 140 и длину деформируемой зоны L 1180 мМ. Длина деформируемой зоны не должна превышать половины длины дуги окружности бочки валка. Перед началом работы устройства путем поворота валков устанавливают между ними наибольший зазор. Затем с помощью нажимного механизма задают между ними величину межвалкового зазора, равного исходной толщине заготовки Нд . После этого по рольгангу подают нагретую заготовку в устройство на расстояние L 1180 VM от оси валков (фиг. 4 и 5. Величина требуемого расстояния L может регулироваться, например, упором, устанавливаемым на уровне рольганга з.а устройством. Приводят во вращательное движение валки 3, которые, выталкивая заготовку, обжимают ее передний , конец на ширине, равной длигг-э бочки LS 450 мм. При этом толщинаН, торца на переднем конце заготовки в средней ее части за счет выпуклое ти и эксцентриситета бочки составит Н„ Не - 2 ( & + f ) 190 мм,В результате обжатия заготовки в предлагаемом устройстве на переднем ее конце формируется профилированный в плане торец (фиг. 1 и 7 с величиной выступа i(p 70 мм, имеющего ширину В 450 мм. Аналогичньач образсм формируют задний торец заготовки. Диапазон изменения величин выпуклости в и эксцентриситета выбран исходя из технологических параметров процесса обработки слябов и их размеров, а также с учетом конструктивных параметров прокатных валков, применяемых с широкополосных станах. На современных широкополосных станах прокатывают слябы с исходной толщиной 150-300 мм, а диаметр прокатных валков равен 900-1200 мм. Целесообразно для изготовления предлагаемого устройства применять отслуживцие свой срок прокатные валки. По приведенным формулам рассчитывают значения необходимой длины деформируемой зоны 1, . Данные расчетов приведены в таблице.
300
0,2-10 0,5 150
1200
loeo
50
1880
150
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ горячей прокатки широкополосной стали | 1980 |
|
SU865440A1 |
| Способ прокатки полос | 1980 |
|
SU899170A1 |
| Способ профилирования слябов | 1987 |
|
SU1519800A1 |
| Комплект вертикальных валков широкополосного стана горячей прокатки | 1987 |
|
SU1503913A1 |
| Рабочий валок листопрокатной клети | 1981 |
|
SU984522A1 |
| Сляб для производства полос | 1987 |
|
SU1405913A1 |
| Рабочий валок черновой листопрокатной клети | 1986 |
|
SU1328016A1 |
| Валок прокатного стана | 1991 |
|
SU1773237A3 |
| ВЕРТИКАЛЬНЫЙ ВАЛОК | 1988 |
|
SU1603595A1 |
| Способ прокатки листов | 1985 |
|
SU1297957A1 |
1. Способ горячей прокатки полос, включакяций нагрев заготовки формирование на торцовой части заготовки в направлении прокатки йрофильного выступа, симметричного относительно продольной оси я после дующую прокатку в линии неирерывного стана, о т л и ч а ю ц и и с я тем, что, с целью снижения энергетических затрат путег исключения уши-г рения торцов заготовок при формировании выступов и обеспечения возможности регулирования размер рции и формой выступов на заготовках всего сортамента, выступы формируют, путем частичного обжатия широких граней с величиной наибольшего обжатия 0,10,4 исходной толщины заготовки,причем ширину деформируемой зоны принимают равной 0,25-0,75 ширины заготовки , а ее длину определяют по следукхцему математическому выргокению: „ а , (Л С где а 100... 200 мму Цф- длина профильного выступа, мм; Ь - длина дефо{Н4ируемой зоны, § мм. 2. Устройство для формирования профильных выступов на торцах заготовок , содержащее эксцентричные о х валки, отлич ающееся тем, что, с целью обеспечения возможности формирования выступов заданной геометрии при одновременном исключении уширения на торцах заготовок, каждый валок выполнен с выпуклостью, равной 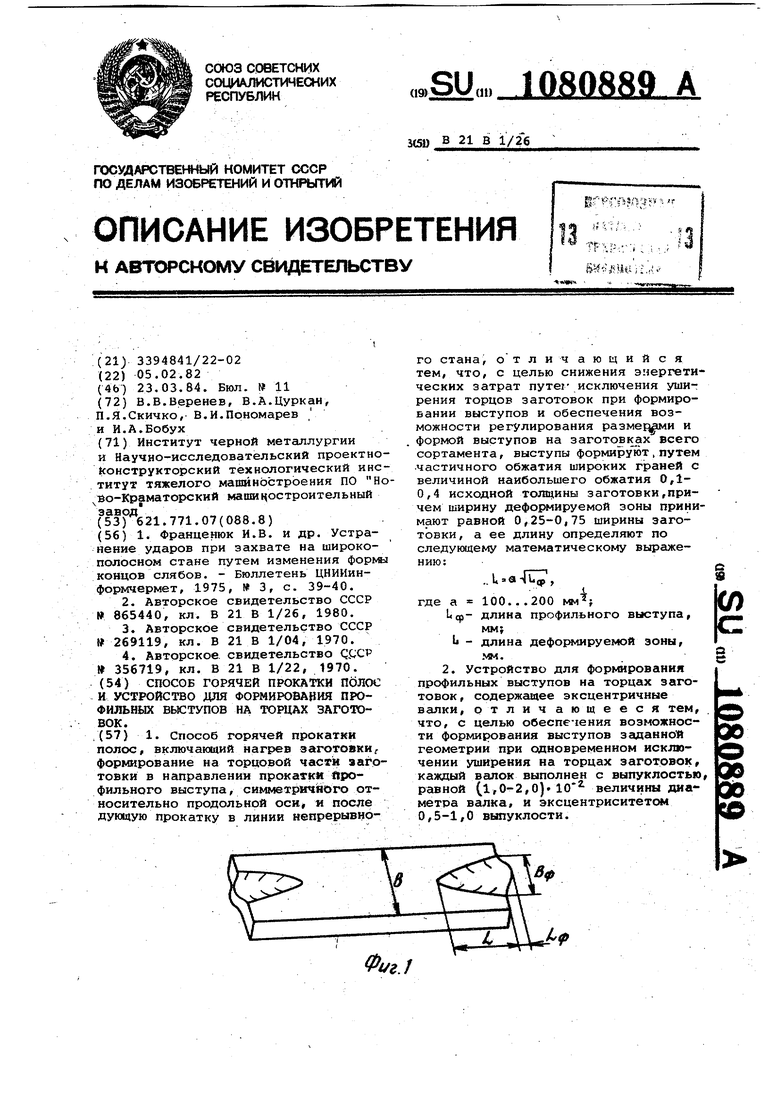
150
0,2-10 1,0 115
1200
150
0,2-10 0,5 110
1200
150
0,2-10
900 При последующей прокатке в клетях стана благодаря наличию профили рованных выступов улучшается захват заготовок валками и в 1,5-3 раза снижгиотся ударные нагрузки во всех клетях стана, что увеличивает долговечность оборудования. Улучшение услрвий захвата по сравнению с применяемым способом
810
50
1410
150
770
50
1330
150
50
770
110
1,0
1330
150 прокатки слябов с прямыми торцами на широкополосных станах горячей прокатки позволяет увели 1ить обжатия в клетях на 5 мм или вести прокатку заготовок равной ширины, исходная толщина которых увеличена на 5 мм. Это приведет к повышению производительности , например, на широкополосном стане 1700 примерно на 0,051.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Франценюк И.В | |||
| и др | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| - Бюллетень ЦНИИинформчермет, 1975, 3, с | |||
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
