1
Изобретение ОТЕГОСИТСЯ к области переработки пластмасс в изделия, в частности :К знакам формы для оформления горловин пластмассовых емкостей методом ротационного формования.- ,
Известен знак для оформления поднутрения, и честности резьбы, в изделии QJ.
Однако такой знак не обеспечивает изготовле гая в изделии глубокого поднутрения, а при извлечении из формы его необходимо вывинчивать, что требует значительных затрат времени.
Наиболее близким техническим решением к предложенному является знак для изготовления изделий с поднутрением, вьтолненный в виде составного вкладыша с центрирующим элементом 2.;.
Цель изобретения - обеспечение изготовгления изделий с глубоким поднутрением.
Это достигается тем, что вкладыш выполней в виде параллельно расположенных /основания, на Торце которого, выполнены тто периферии секторные выступы, а на боковой поверхности между выступами - лыски, и диска с вырезами, соответствующими сектор
иым выступам основания, причем (шяна оу- ги выступов основания больше длины дуги выступов диска, а диаметры основаовя и диска эавны.
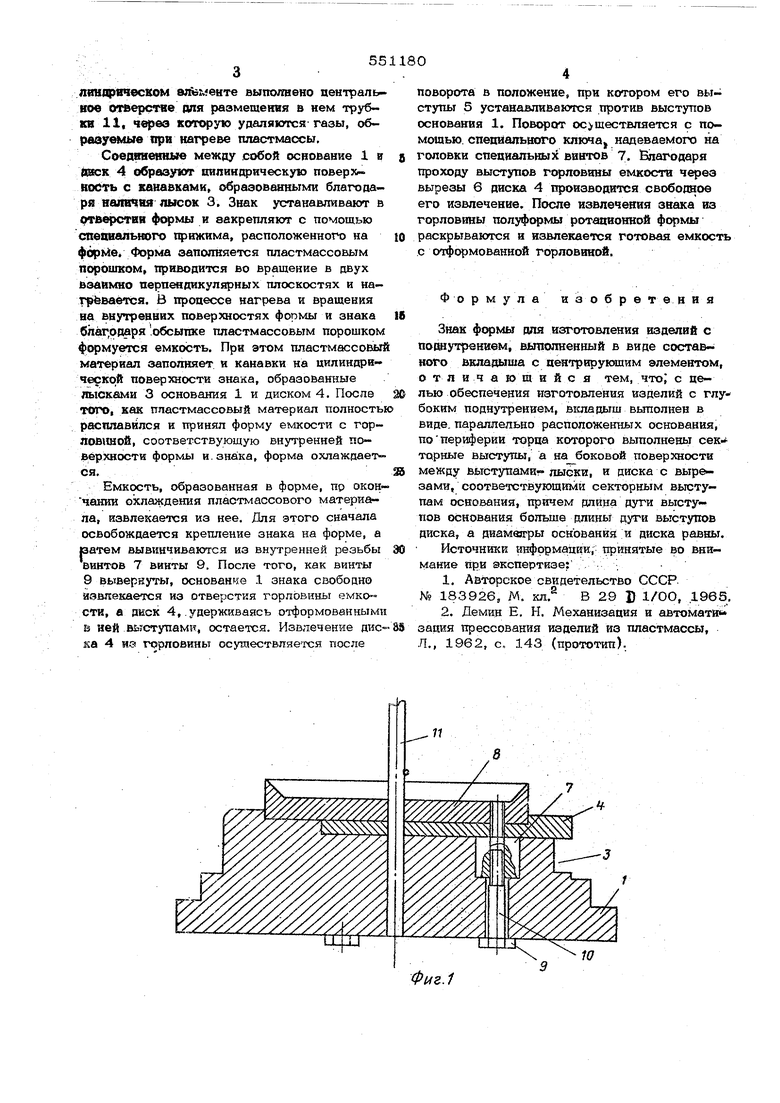
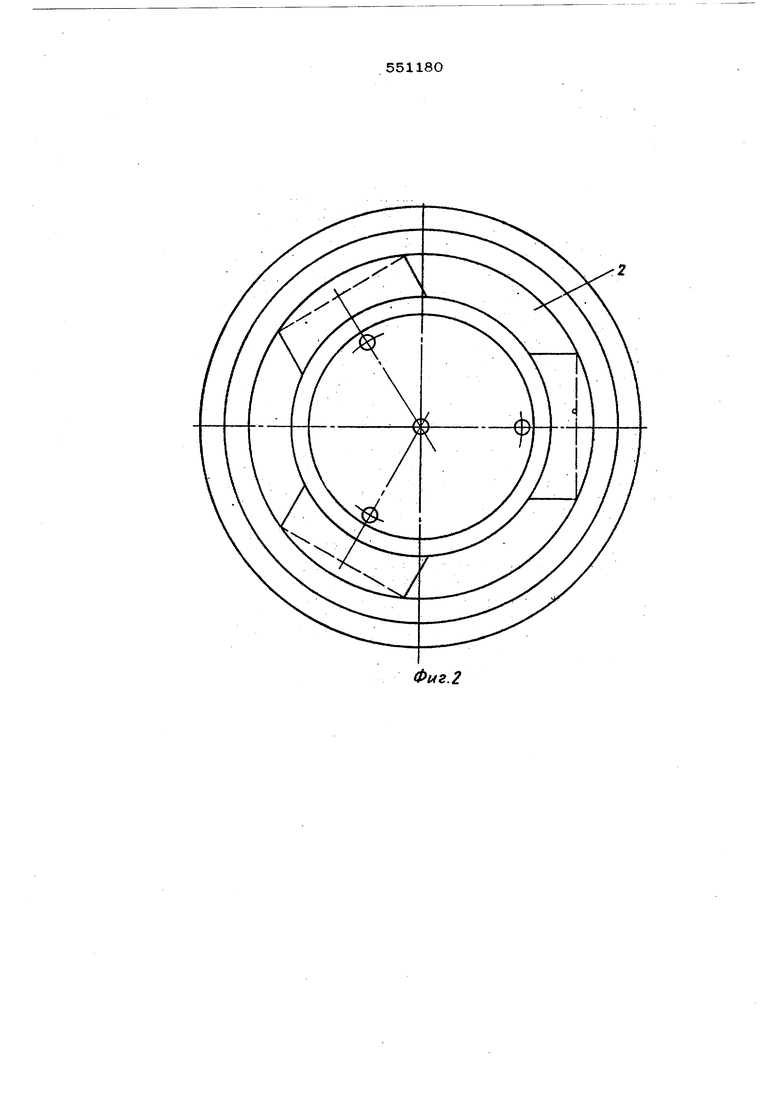
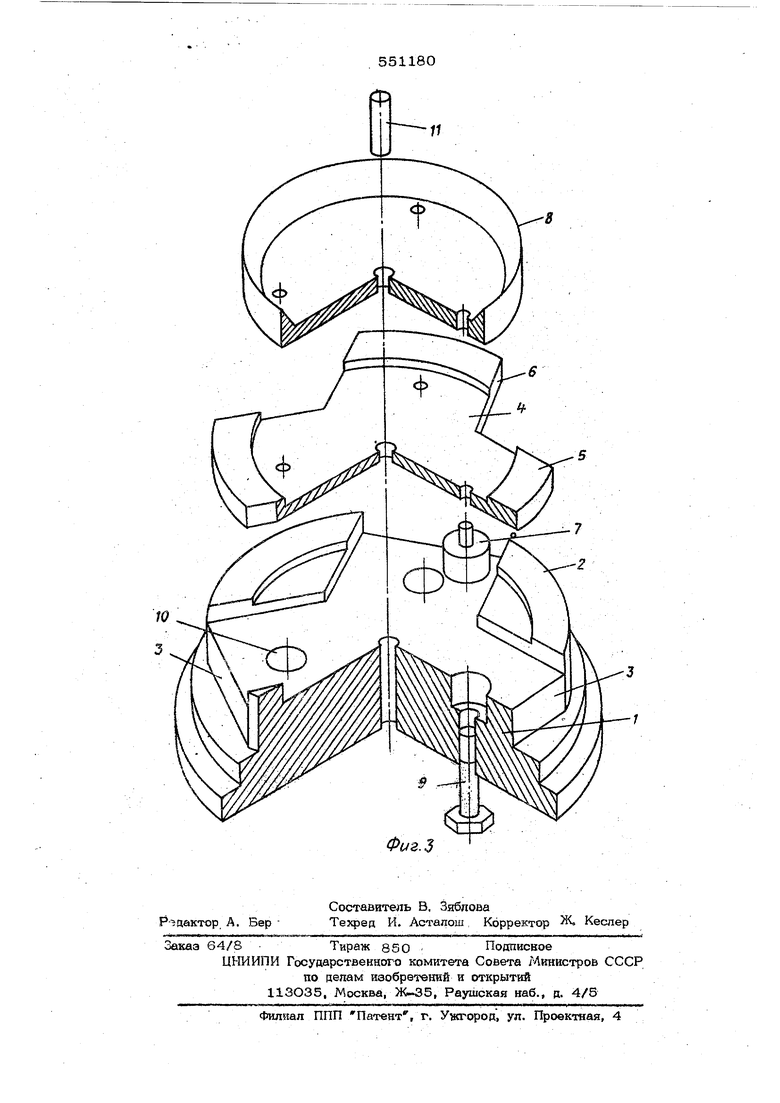
На фет, 1 изображен преппожекный знак, поперечный разрез; на фиг. - то же, вид в пл(лне; да фнг. 3 - элементы знака в аксометрии.; ..
Знак имеет основание 1, на торце которого вьгаолнены по первферви сектс ные выступы 2, а на боковой поверхвоств между выступами - лыски 3, джгк 4 с выступами 5, между которыми выполнены вырезы 6, соответствующие секторным выступам осао Ьания.
Длина дуги выстутюв 2 больше дп1шы дуги выступов 5 диска 4. На диске 4 с помощью центрирующих винтов 7, имеющих внутреннюю резьбу, крепится цйликдричес,кий элемент 8 для Оформления отверстия top л овины изделия, а для крепления основания 1 с диском 4 выполнен центрирующий элемент Ь виде винтов 9, ввернутых в резыбу головок винтов 7 через сквозные отверстия 10 основания. В основании диска и ци-
лшюрическом а/бэменте выполнено центральвое оч«ерстяе ппя размещения в нем rpyfSки 11. через кот( удаляются газы, обравуемые при нагреве пластмассы.
Соединенные между собой основание 1 и (ШОК 4 образуют еиликорическую noBepXiнесть с канавками, образованными благодаря налвчвя лысок 3. Знак устанавливают в отверстии формы и закрепляют с помощью специального гфижима, расположенного на форМе Форма заполняется пластмассовым порошком, приводится во вращение в двух взаимно перпендикулярных плоскостях и нагревается. 13 процессе нагрева и вращения на внутренних поверхностях формы и знака блвг,одаря .обсыпке пластмассовым порошком формуется емкость. При этом пластмассовый материал заполняет и канавки на цилиндрической поверхности знака, образованные лысками 3 основания 1 и диском 4. После Того, как пластмассовый материал полность расплавился и принял форму емкости с горловиной, соответствующую внутренней поверхности формы и. знака, форма охлаждается.
Емкость, образованная в форме, пр окон- чании охлаждения пластмассового материала, извлекается из нее. Для этого сначала освобождается крепление знака на форме, а ратем вывинчиваются из внутренней резьбы винтов 7 винты 9. После того, как винты 9 вывернуты, основание 1 знака свободно извлекается из отверстия горловинь емко-сти, а якок 4, .удерживаясь отформованными Ё ней выступами, остается. Извлечение дис sa 4 HS горловины осуществляется после
поворота в положение, при котором его выступы 5 устанавливаются против выступов основания 1. Поворот ос ществляется с помошью. специального ключа надеваемого на головки специальных винтов 7. Благодаря проходу выступов горловины емкости через вырезы 6 диска 4 производится свободное его извлечение. После извлечения знака из горловины полуформы ротаоионной формы раскрываются и извлекается готовая емкост с отформованной горловиной.
Формула изобретения
Знак фсфмы для изготовления изделий с пошутрением, вшюлненный в виде составного йклащлша с центрирующим элементом, отличающийся тем, что; с целью обеспечения изготовления изделий с глубоким поднутрением, вютадыш выполнен в виде, параллельно расположенных основания, попериферии торца которого выполненьт сек тарные выступы, а на боковой поверхности между выступами-лыски, и диска с вырезами, соответствующими секторным выступам основания, причем длина дуги выступов основания больше длины дуги выступов диска, а диамагры основания и диска равны.
Источники Епкфррмации, принятые во внимание при экспертизе:
1.Авторское свидетельство СССР.
№ 183926, М. кл. В 29 D 1/ОО, .1965.
2.Демин Е, Н. Механизация и автоматн задия прессования изделий из пластмассы, Л., 1962, с. 143 (прототип).
W
Фиг. 1
