(5) ЛИТЬЕВАЯ ФОРМА С АВТОМАТИЧЕСКИМ ВЫВИНЧИВАНИЕМ РЕЗЬБОВЫХ ЗНАКОВ

| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий с резьбой | 1985 |
|
SU1281438A1 |
| ЛИТЬЕВАЯ ФОРМА С АВТОМАТИЧЕСКИМ ВЫВИНЧИВАНИЕМ РЕЗЬБОВЫХ ЗНАКОВС'Ч-; TJvJTi^'г |-ГчН'-^'-"•;-;--'::;и;.:-;;-.нд?;|С' i-i.':::, '• i.-л -т"-; f л-- >&^>&t-!x.f ; СПА | 1971 |
|
SU307905A1 |
| Литьевая форма | 1989 |
|
SU1781065A1 |
| Литьевая форма для изготовления резьбовых изделий из пластмасс | 1980 |
|
SU929442A1 |
| Литьевая форма для изготовленияРЕзьбОВыХ издЕлий из пОлиМЕРНыХМАТЕРиАлОВ | 1979 |
|
SU839717A1 |
| Литьевая форма | 1975 |
|
SU540747A1 |
| Литьевая форма | 1976 |
|
SU653120A1 |
| ПРЕССФОРМА ДЛЯ ЛИТЬЕВОГО ФОРМОВАНИЯ ПЛАСТМАССОВЫХ ИЗДЕЛИЙ С ВНУТРЕННЕЙ РЕЗЬБОЙ | 1967 |
|
SU204541A1 |
| Литьевая форма для изготовления резьбовых изделий из пластмасс | 1984 |
|
SU1165594A1 |
| Литьевая форма для изготовления резьбовых изделий из полимеров | 1977 |
|
SU738890A1 |
1
Изобретение относится к перера- , ботке пластических масс литьем под давлением, в частности к литьевым формам для изготовления резьбовых изделий из полимерных материалов с автоматическим вывинчиванием резвбовых знаков.
Известна литьевая форма с автоматическим вывинчиванием резьбовых знаков, содержащая неподвижную плиту с литниковой втулкой, подвижную плиту, плиту с матрицами, резьбовые знаки, установленные в промежуточной плите и связанные с приводом их вращения плите.
Резьбовые знаки, образующие внутреннюю резьбу изделия, приводятся во вращение электродвигателем через клийоременную и зубчатую передачи, эксцентрики и промежуточную плиту. Съем готовых изделий осуществляется выталкиванием их из матрицы путем вывинчивания резьбовых знаков из резьбы изделия ГЭЗ.
Однако в данной форме для обеспечения удаления изделий из матрицы необходимо, чтобы длина резьбовых знаков была не менее толщины части изделия, находящейся в матрице. При несоблюдении этого условия вывинчивающийся резьбовый знак не вытолкнет изделие из матрицы и полное удаление изделия производится вручную или при помощи дополнительного устройства.
Наиболее близкой к изобретению по технической сущности является литьевая форма с автоматическим вывинчиванием резьбовых, знаков, содержащая подвижную плиту, неподвижную плиту 5 с литниковой втулкой, плиту с матрицами, резьбовые знаки, установленные в промежуточной плите и связанные с приводом их вращения, и выталкиватель центрального литника.
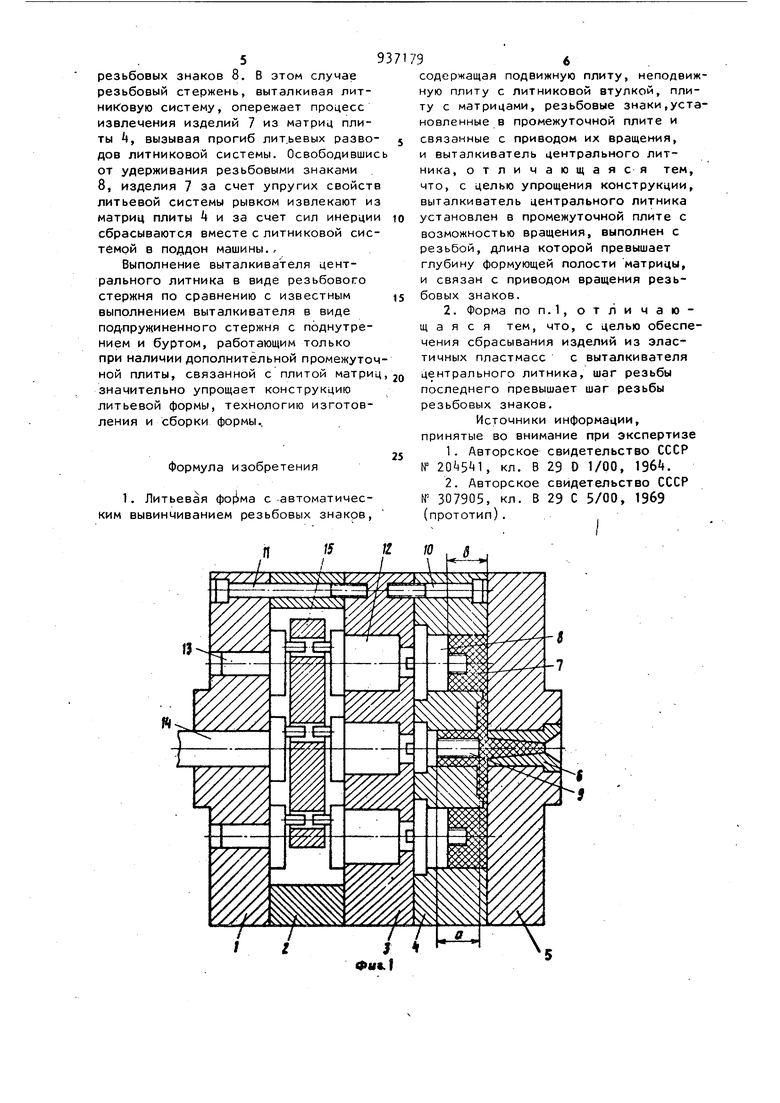
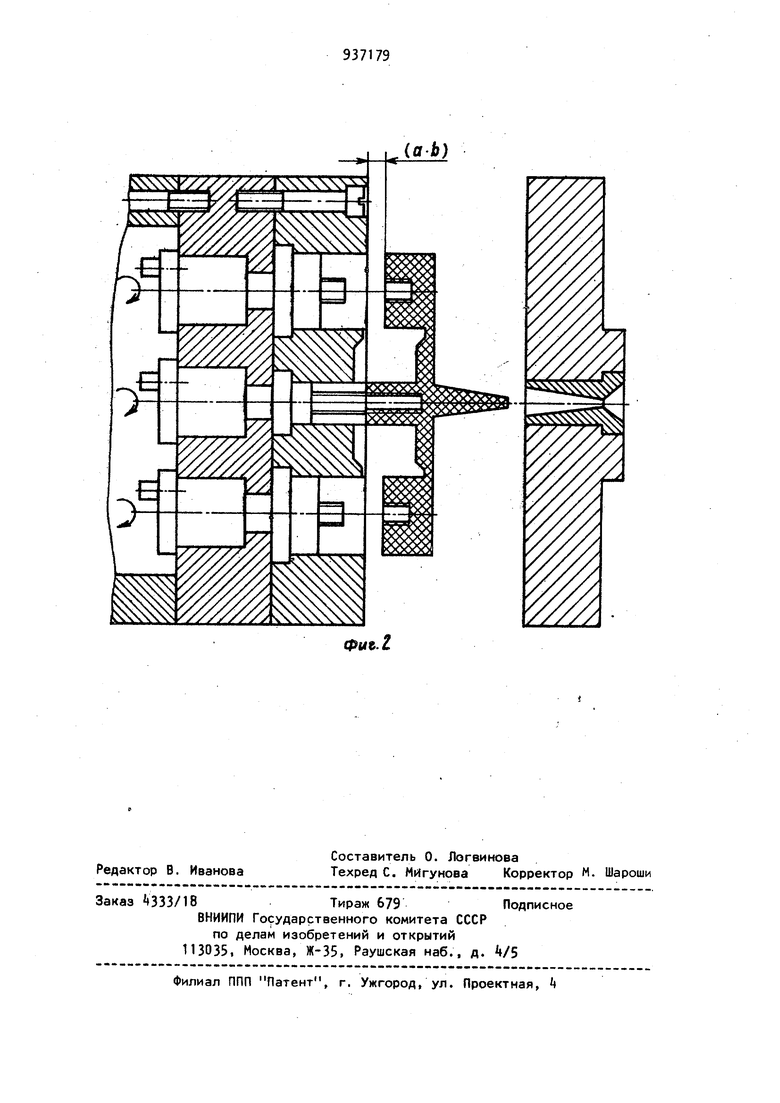
Выталкиватель центрального литника выполнен в виде подпружиненного стержня с поднутрением и буртом, установленного подвижно в осевом направлении 39 Для фиксации вытал в ходовом винте вателя а разомкнутом положении формы введена дополнительная промежуточна Нлита, взаимодейству19щая с буртом выталкивателя 2. Однако такое выполнение выталкив теля центрального литника усложняет конструкцию формы и, следовательно, технологию изготовления и сборки формы. Цель изобретения - упрощение конструкции литьевой формы. Поставленная цель достигается тем что в литьевой форме с автоматически вывинчиванием резьбовых знаков, содержащей подвижную плиту, неподвижную плиту с литниковой втулкой, плиту матриц , резьбовь|е знаки, установленные в промежуточной плите и связанные с приводом их вращения, и выталкиватель центрального литника, последний установлен в промежуточной плите с возможностью вращения, выполнен с резьбой, длина которой превышает глубину формующей полости матрицы, и связан с приводом вращения резьбовых знаков. Кроме того, в литьевой форме для обеспечения сбрасывания издели ч из эластичных пластмасс с выталкивателя центрального литника шаг резьбы последнего превышает шаг резьбы резьбовых знаков. На фиг. 1 изображена литьевая форма, продольный разрез; на фиг.2 удаление изделий из формы. Литьевая форма содержит подвижную плиту 1 с закрепленными на ней опорами 2, промежуточную плиту 3, плиту i матриц, неподвижную плиту 5 с литниковой втулкой 6. В пластмассовых изделиях 7 резьба оформляется при помощи резьбовых знаков 8. Выталкиватель центрального литника выполнен в виде резьбсвого стерж ня 9, установленного с возможностью вращения в промежуточной плите 3 соединенной винтами 10 с плитой k матриц и .винтами П с подвижной ПЛИТОЙ 1. Механизм привода вращения резьбовых знаков 8 и резьбового стрежня 9 выполнен в виде ведомых 12, промежуточных 13, и ведущего 1 эксцентриков, установленных подвижной промежуточной.плите 15. Ведущий эксцентрик 1 кинематически связан с электродвигателем (на чертеже не показан). Резьба стержня 9 имеет длину, превышакмцую глубину 4 формующей полости матрицы плиты k. Шаг резьбы резьбового стержня превышает шаг резьбы резьбовых знаков 8. Форма работает следующим образом. После окончания формования пластмассовых изделий 7 происходит раскрытие литьевой формы отводом ее подвижной части от неподвижной плиты 5. Центральный литник пластмассовых изделий 7 при помощи резьбойого стержня 9 извлекается из литниковой втулки 6, освобождая последнюю ДЛЯ , последующих заливок пластмассы в литьевую форму. Одновременно с раскрытием литьевой формы происходит включение электродвигателя, вращающего ведущий эксцентрик 1, который сообщает с помощью промежуточных эксцентриков 13 плоскопараллельное вращательное движение подвижной промежуточной плите 1.5. Эксцентрики 12, расположенные в промежуточной плите 3 получают вращательное движение, приводя во вращение резьбовые знаки 8 и резьбовый стержень 9. Вращаясь, но не имея возможности перемещаться вдоль оси, резьбовые знаки 8 и резьбовый стержень 9, вывинчиваясь из пластмассы, выталкивают изделия и литниковую систему из матриц плиты . Удаление изделий 7, имеющих толщину в , производится на величину, равную длине резьбовых знаков. Дальнейшее удаление изделий производится при помощи резьбового стержня 9,окончательно выталкивающего из матрицы литниковую систему изделий 7 на величину d , равную длине резьбового ctepжня 9 и превышающую толщину в изделия 7 не менее чем на 5. После выталкивания литниковой системы и связанных с ней изделий 7 из матриц плиты А при помощи резьбового стержня 9, готовые изделия под собственным весом падают в поддон литьевой машины или удаляются с помощью известных способов сжатым воздухом. Для автоматического сбрасывания пластмассовых изделий с внутренней резьбой, равной или на 5-10 менее толщины В изделий, изготовленных из эластичных материалов, например капрона или полиэтилена, резьбовый стержень 9 имеет шаг резьбы, не менее чем на 10 превышающий шаг резьбы 5 резьбовых знаков 8. В этом случае резьбовый стержень, выталкивая литниКовую систему, опережает процесс извлечения изделий 7 из матриц плиты Ц, вызывая прогиб лит.ьевых разво дов литниковой системы. Освободивши от удерживания резьбовыми знаками . 8, изделия 7 за счет упругих свойст литьевой системы рывком извлекают и матриц плиты А и за счет сил инерци сбрасываются вместе с литниковой сис темой в поддон машины., Выполнение выталкивателя центрального литника в виде резьбового стержня по сравнению с известным выполнением выталкивателя в виде подпружиненного стержня с поднутрением и буртом, работающим только при наличии дополнительной промежуто ной плиты, связанной с плитой матри значительно упрощает конструкцию литьевой формы, технологию изготовления и сборки формы.. Формула изобретения 1. Литьевая с автоматическим вывинчиванием резьбовых знаков.
IS
п
6 содержащая подвижную плиту, неподвижную плиту с литниковой втулкой, плиту с матрицами, резьбовые знаки,установленные в промежуточной плите и связанные с приводом их вращения, и выталкиватель центрального литника, отличающаяся тем, что, с целью упрощения конструкции, выталкиватель центрального литника установлен в промежуточной плите с возможностью вращения, выполнен с резьбой, длина которой превышает глубину формующей полости матрицы, и связан с приводом вращения резьбовых знаков. 2. Форма поп.1,отличающ а я с я тем, что, с целью обеспечения сбрасывания изделий из эластичных пластмасс с выталкивателя центрального литника, шаг резьбы последнего превышает шаг резьбы резьбовых знаков. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № , кл. В 29 D 1/00, 196. 2.Авторское свидетельство СССР № 307905, кл. В 29 С 5/00, 1969 (прототип). ,
(a-b)
Фиъ.1
