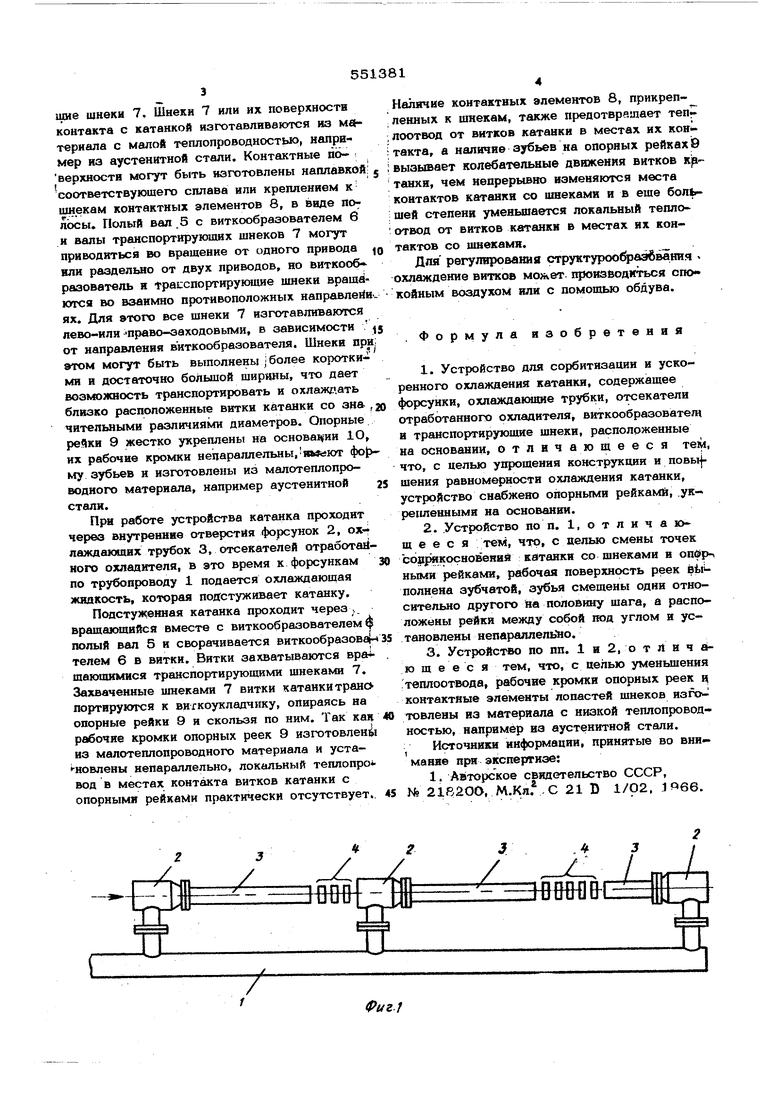
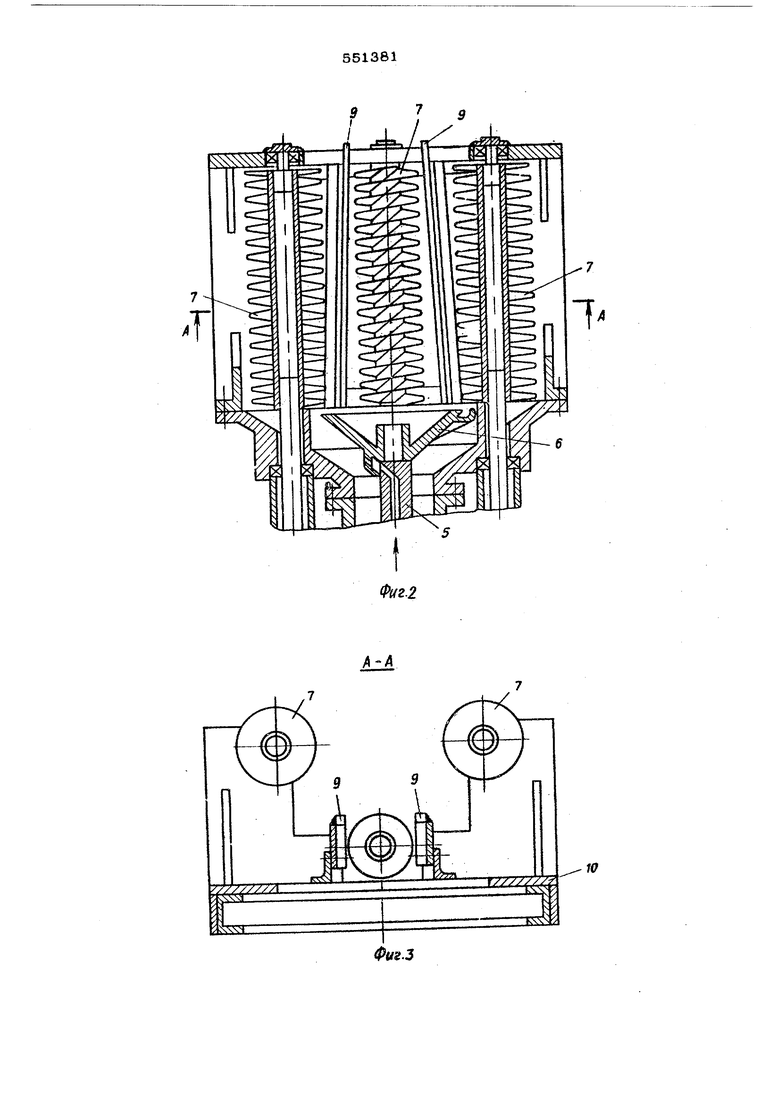
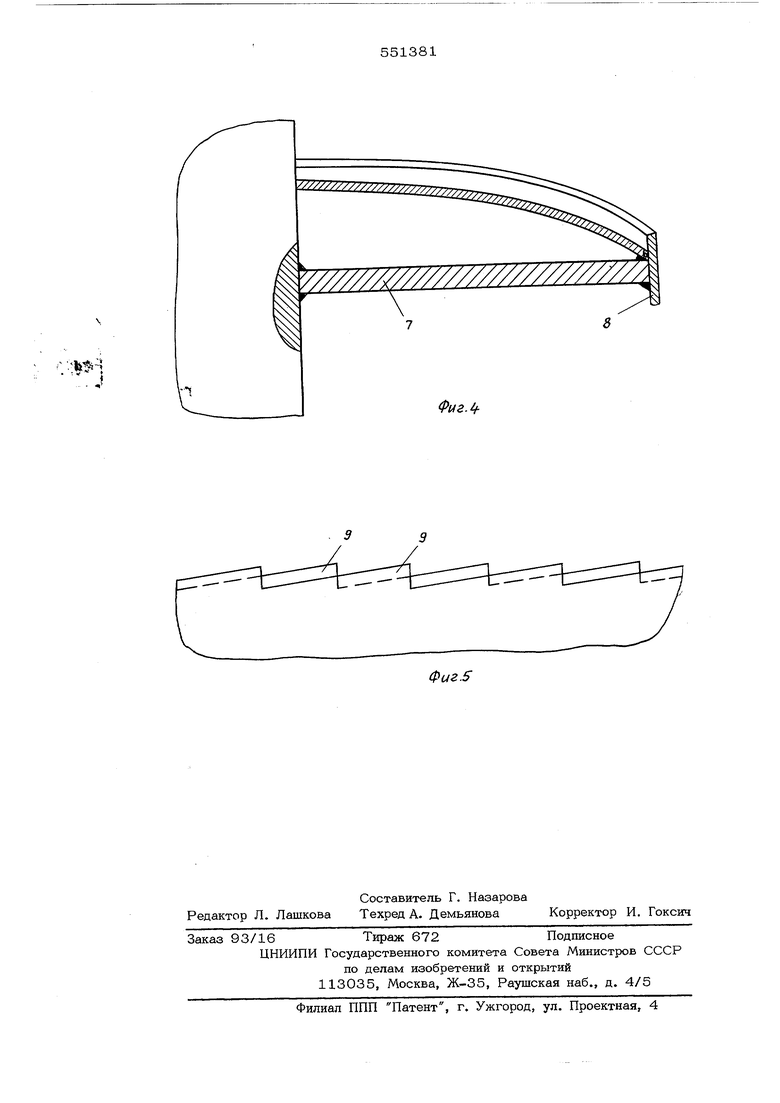
Изобретение относится к термической об работке проката и может использоваться в прокатных цехах. Известно устройство для термомеханичес кой обработки проката в процессе сматывания в бунты, содержащее сматывающий мех низм с вращающимся конусом для образования витков сматываемого в бунт проката, шнеки, установленные в закалочном баке и имеющие общий привод со сматывающим механизмом 1. Недостатком указанного устройства явля ется наличие постоянного контакта одних и тех же участков катанки с холодными деталями (щнеками и направляющими), а также сложность конструкции. Цель изобретения - упрощение конструкции и повыщение равномерности охлаждения катанки. Это достигается за счет того, что устройство снабжено опорными рейками, укрепленными на станине, рейки между собой установлены непараллельно, а рабочая поверхность их выполнена зубчатой, причем зубья смещены относительно друг друга на половину щага для смены точек соприкосновения катанки со щнеками и опорными рейками. Для уменьшения теплоотвода рабочие кромки опорных реек и контактные элементы лопастей шнеков изготовлены из материала с низкой теплопроводностью, например из аустенитной стали. На фиг. 1 схематично изображен узел подстуживания; на фиг. 2 - разрез узла воздушного охлаждения; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - разрез шнека с контактным элементом; на фиг. 5 - рабочие кромки опорных реек. Устройство имеет узел подстуживания жидкостью или жидкостно-воздушной смесью и узел воздушного охлаждения. Узел подстуживания имеет трубопровод 1, форсунки 2, охлаждающие трубки 3, отсекатели 4 отработанного охладителя. Форсунки, охлаждающие трубки и отсекатели укреплены в желобе для сбора и отбора отработанной охлаждающей жидкости. Узел воздушного охлаждения имеет полый, вал 5, виткообразователь 6 и транспортирующие шнеки 7. Шнеки 7 или их поверхности контакта с катанкой изготавливаются из материала с малой теплопроводностью, например из аустенитной стали. Контактные поверхности могут быть наготовлены наплавкой соответствующего сплава или креплением к шнекам контактных элементов 8, в виде по лЬсы. Полый вал .5 с виткообразователем в и валы транспортирующих шнеков 7 могут приводиться во вращение от одного привода или раздельно от двух приводов, но виткооб разователь и tpatcnopTHpyKMUHe шнеки вращакугся во взаимно противоположных направлейиях. Для этого все шнеки 7 изготавливаются лево-илн право-заходовыми, в зависимости от направления виткообразователя. Шнеки при этом могут быть выполнены | более короткими и достаточно большой ширины, что дает возможность транспортировать и охлаяФ.ать близко расположенные витки катанки со зна , чительными различиями диаметров. Опорные рейки 9 жестко укреплены на основании 1О, их рабочие кромки непараллельныJ имеют фо)му зубьев и изготовлены из малотеплопроводного материала, например аустенитной стали. При работе устройства катанка проходит через внутренние отверстия форсунок 2, ох-г лаждающих трубок 3, отсекателей отработанного охладителя, в это время к форсункам по трубопроводу 1 подается охлаждающая жидкость, которая подстуживает катанку. Подстуженная катанка проходит через , вращающийся вместе с виткообразователем $ полый вал 5 и сворачивается виткообразов телем 6 в витки. Витки захватываются вра щающимися транспортирующими щнеками 7. Захваченные щнеками 7 витки катанки трано портируются к вигкоукладчику, опираясь на опорные рейки 9 и скользя по ним. Так кап рабочие кромки опорных реек 9 изготовлен из малотеплопроводного материала и уста -новлены непараллельно, локальный теплопро. вод в местах контакта витков катанки с опорными рейками практически отсутствует. аличие контактных элементов 8, прикрепенных к шнекам, также предотвращает тепоотвод от витков катанки в местах их кон акта, а наличие зубьев на опорных рейках 8 ызывает колебательные движения витков кртанхи, чем непрерывно изменяются места онтактов катанки со шнеками и в еше большей степени уменьшается локальный теплоотвод от витков катанки в местах их контактов со щнекамн, Для регулирования структурообраэбвания « хлаждение витков может производиться спо койным воздухом или с помощью обдува. Формула изобретения 1.Устройство для сорбитизации и ускоренного охлажд«1ия катанки, содержащее форсунки, охлаждакиние трубки, отсекатели отработанного охладнтеля, виткообразоватет и транспортирующие шнеки, расположенные на основании, отличающееся тем, что, с целью упрощения конструкции и повы|шення равномерности охлаждения катанки, устройство снабжено опорными рейками, .укрепленными на основании. 2..Устройство по п. 1, о т л и ч а ющ е е с я тем, что, с целью смены точек соорякосновения катанки со шнеками и опер-, ными рейками, рабочая поверхность реек Bti полнена зубчатой, зубья смещены одни относительно другого на половину шага, а расположены рейки между собой под углом и установлены непараллел1 но. 3.Устройство по пп. 1и2,отлнчаю щ ее с я тем, что, с целью уменьшения теплоотвода, рабочие кромки опорных реек ц контактные элементы лопастей шнеков изго товлены из материала с низкой теплопроводностью, например из аустенитной стали. Источники информации, принятые во внн мание при экспертизе: 1. Авторское свидетельство СССР, № 21в2ОО, М.Кл. -С 21 D 1/О2, .
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сорбитизации и ускоренного охлаждения катанки | 1977 |
|
SU629238A2 |
| Устройство для термообработки катанки с прокатного нагрева | 1980 |
|
SU1014941A1 |
| ВСГ.СОЮЗНАЯfl.tr'-ss'^"-*; ^^ »'и'?[!Ггчгл"!i..-J;.uiS,v-tt.AmiiECMAri | 1971 |
|
SU309048A1 |
| Устройство для ускоренного охлаждения катанки | 1981 |
|
SU996477A1 |
| Устройство для смотки сортового профиля | 1983 |
|
SU1144741A1 |
| Устройство для термообработки проката | 1990 |
|
SU1749249A1 |
| СПОСОБ ПРОИЗВОДСТВА ПОДКАТА ДЛЯ ХОЛОДНОДЕФОРМИРОВАННОЙ АРМАТУРЫ | 2008 |
|
RU2360979C1 |
| СИСТЕМА ТРАНСПОРТИРОВАНИЯ ДЛИННОМЕРНОГО ПРОКАТА ЗА СТАНОМ ГОРЯЧЕЙ ПРОКАТКИ СОРТОВЫХ ПРОФИЛЕЙ | 1994 |
|
RU2096100C1 |
| СПОСОБ ПРОИЗВОДСТВА КРУГЛЫХ СОРТОВЫХ ПРОФИЛЕЙ В БУНТАХ | 2005 |
|
RU2289632C2 |
| УСТРОЙСТВО ДЛЯ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ | 1973 |
|
SU377335A1 |
у///////////7//////////////////Л
8
Фиг.
