1 крепится к каретке 3, ,кторая может перемещаться вдоль оси детали 1. К каретке 3 прикладывается усилие Р, растягивающее деталь 1 и изменяемое в процессе обработки до усилия Р.-), например, изменением давления масла в гидроцилиндре, осуществляющем расгяжку.
После установки детали 1 по предлагаемой схеме включается подача электролита, рабочий ток и иодача электродов-инструментов 4.
Использование предлагаемого способа размерной электрохимической обработки сложнопрофильных изделий обеспечивает по сравнению с существующими способами повышение точности обработки; исключение коротких замыканий в результате деформации детали и порчи электродов-инструментов, а также уменьшение брака.
Формула изобретения
Способ электрохимической размерной обработки сложнопрофильных изделий больщой длины и малой лсесткости с наложением растягивающего усилия вдоль продольной оси изделия, отличающийся тем, что, с целью устранения деформации изделия в процессе обработки, изменяют величину растягивающего усилия пропорционально изменению минимального сечения заготовки, сохраняя постоянным и близким к допустимому напряжение на растяжение в данном сечении.
Источники информации, принятые во внимание при экспертизе
1. Вишиицкий А. Л. и др. Электрохимическая и электромеханическая обработка металлов. Л., 1971, с. 44-46.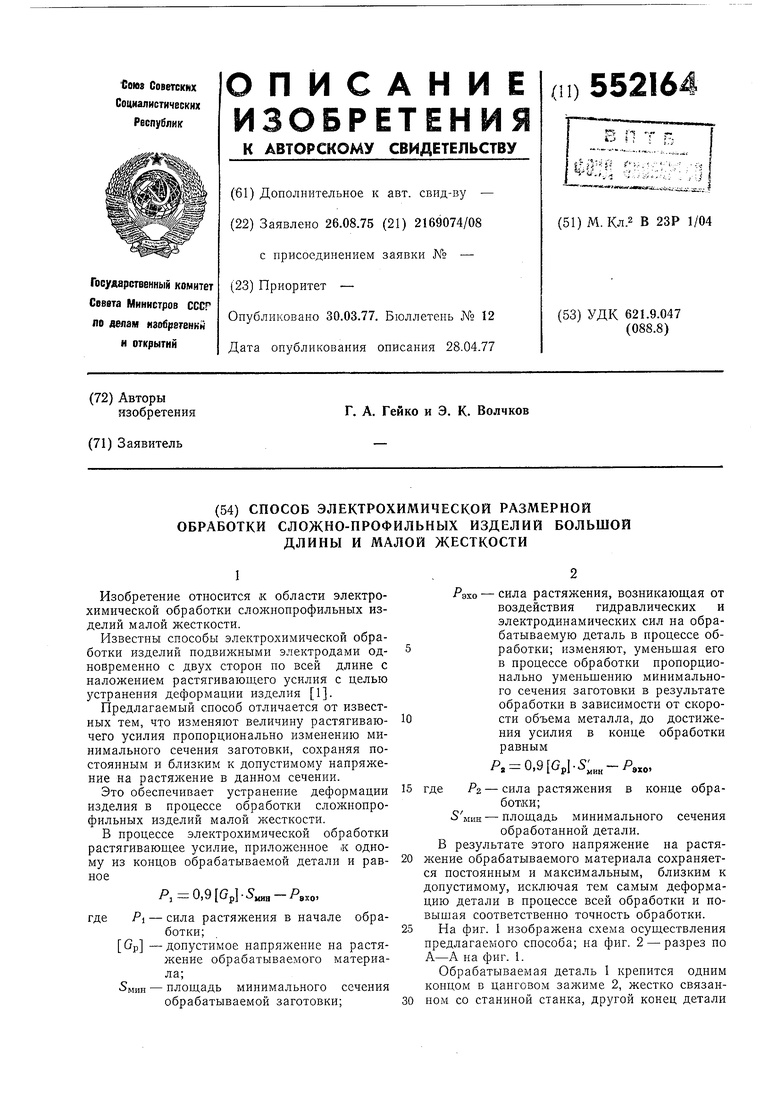
/У У У
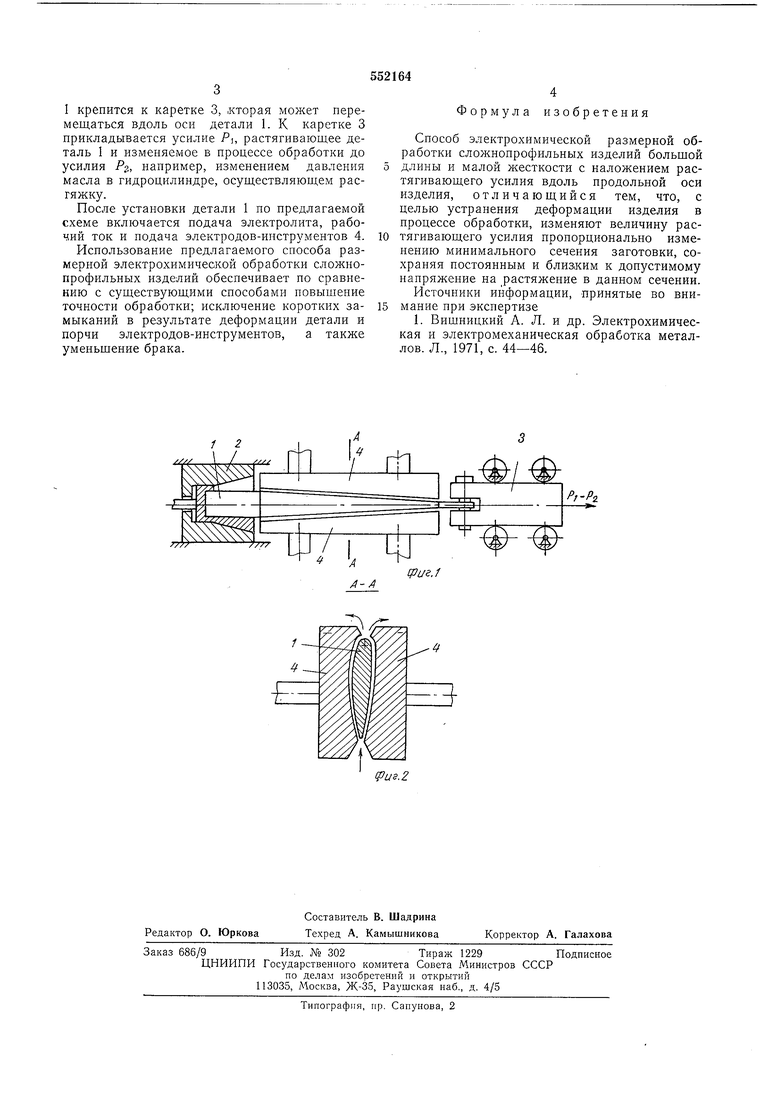
сриг.г
