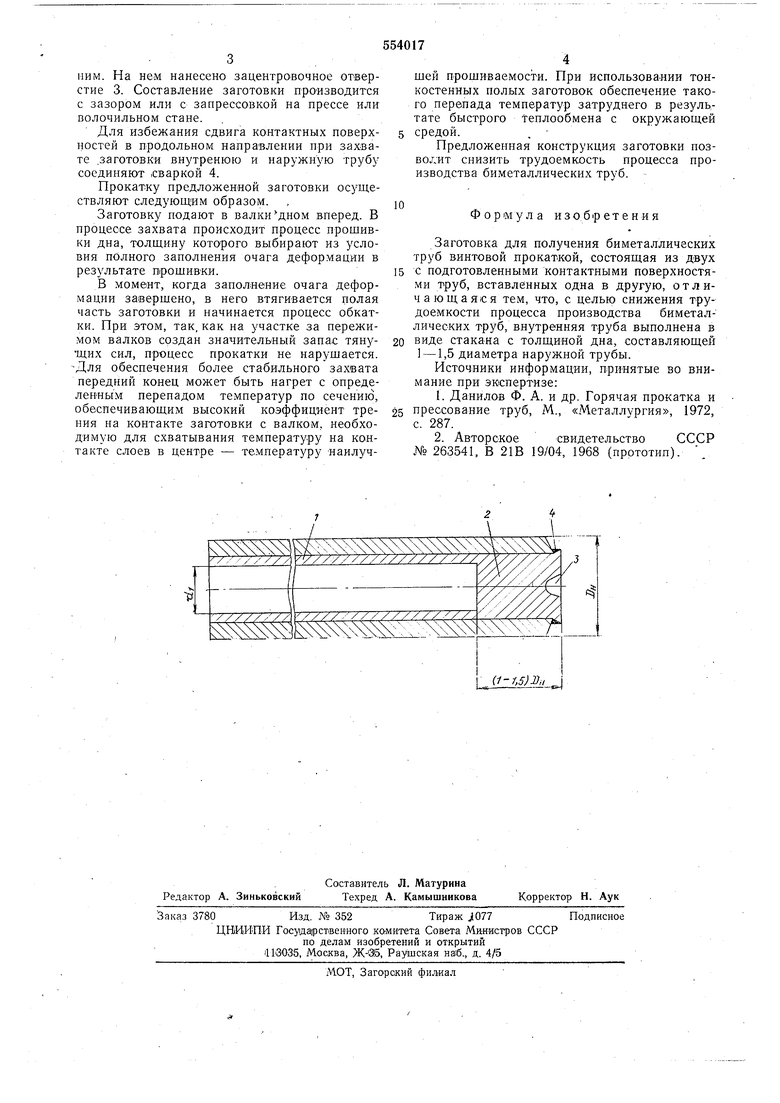
ним. На нем нанесено зацентровочное отверстие 3. Составление заготовки производится с зазором или с запрессовкой на прессе или волочильном стане.
Для избежания сдвига контактных поверхностей в продольном направлении при захвате .заготовки внутренюю и наружную трубу соединяют ,сваркой 4.
Прокатку предложенной заготовки осуществляют следующим образом.
Заготовку подают в валки дном вперед. В процессе захвата происходит процесс прошивки дпа, толщину которого выбирают из условия полного заполнения очага деформации в результате врошив-ки.
В момент, когда заполнение очага деформации завершено, в него втягивается полая часть заготовки и начинается процесс обкатки. При этом, так, как на участке за пережимом валков создан значительный запас тяпущих сил, процесс прокатки не нарушается. Для обеспечения более стабильного захвата передний конец может быть нагрет с определепным перепадом температур по сеченик), обеспечивающим высокий коэффициент трения на контакте заготовки с валком, необходимую для схватывания температуру на контакте слоев в центре - температуру наилучшей прошиваемости. При использовании тонкостенных полых заготовок обеспечение такого перепада температур затруднего в результате быстрого теплообмена с окружающей средой., Предложенная конструкция заготовки позволит снизить трудоемкость процесса производства биметаллических труб.
Формула изо.бр етен и я
Заготовка для получения биметаллических труб винтовой прокаткой, состоящая из двух с подготовленными контактными поверхностями труб, вставленных одна в другую, отличающаяся тем, что, с целью снижения трудоемкости процесса производства биметаллических труб, внутренняя труба выполнена в виде стакана с толщиной дна, составляющей 1 -1,5 диаметра наружной трубы.
Источники информации, принятые во внимание при экспертизе:
1.Данилов Ф. А. и др. Горячая прокатка и прессование труб, М., «Металлургия, 1972,
с. 287.
2.Авторскоесвидетельство СССР № 263541, В 21В 19/04, 1968 (прототип). .
| название | год | авторы | номер документа |
|---|---|---|---|
| Заготовка для изготовления биметаллических труб | 1978 |
|
SU718244A1 |
| Способ винтовой прошивки | 1979 |
|
SU850237A1 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ ТРУБ НА ОПРАВКЕ | 2010 |
|
RU2438808C2 |
| СПОСОБ ПРОКАТКИ ТРУБ | 1998 |
|
RU2148445C1 |
| СПОСОБ ПРОИЗВОДСТВА ТЕПЛООБМЕННОЙ БИМЕТАЛЛИЧЕСКОЙ РЕБРИСТОЙ ТРУБЫ | 2010 |
|
RU2450880C1 |
| Способ винтовой прошивки заготовки | 2016 |
|
RU2638468C1 |
| СПОСОБ ПРОИЗВОДСТВА ТРЕХСЛОЙНЫХ ПОЛЫХ ЦЕНТРОБЕЖНО-ЛИТЫХ ЗАГОТОВОК ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ, ПЛАКИРОВАННЫХ ПЛАСТИЧНЫМИ УГЛЕРОДИСТЫМИ МАРКАМИ СТАЛИ, И ПРОКАТКИ ИЗ НИХ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ ГОРЯЧЕКАТАНЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТОВАРНЫХ И ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ | 2013 |
|
RU2550040C2 |
| СПОСОБ ПРОШИВКИ СЛИТКОВ И ЗАГОТОВОК ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА В СТАНАХ КОСОЙ ПРОКАТКИ | 2005 |
|
RU2318622C2 |
| Способ производства биметаллических ребристых труб | 1980 |
|
SU1016003A1 |
| Оправка для продольной прокатки труб | 1984 |
|
SU1146112A1 |
72
(1-1,5)J},i j
